















































软件

产品


摘 要:
文章选用FX2系列PLC设计阀门生产线控制系统,以实现远程控制和自动化生产。文章首先介绍了FX2系列PLC的主要功能和控制方式,随后对阀门生产线控制系统中伺服电机、驱动器、冲击气缸等硬件设备的选型展开了简要分析,并使用GX Developer8.0编程软件设计了该控制系统的运行程序。最后使用Matlab 8.0软件建立了系统模型并开展了仿真分析。结果表明,使用PLC自带的PID过程控制模块,能够显著改善系统的阶跃响应特性,提高了响应速度,有利于实现对阀门生产线的实时控制。
关键词:阀门生产线控制系统;PLC;伺服电机;PID控制;冲击气缸;
在“智慧制造”背景下,阀门自动生产线得到了广泛应用。为了提高阀门的生产效率和产品质量,有必要设计阀门生产线控制系统,从而实现对生产线的实时监测和远程调控。PLC是阀门生产线控制系统的核心元件,选择功能丰富、运行稳定的PLC,可以保证系统各项控制功能的顺利实现,并进一步提高阀门产品的加工精度。除了PLC控制器外,配套的伺服驱动系统、冲压系统等也都是阀门生产线控制系统的重要组成部分,在系统设计中需要引起重视。
1 阀门生产线控制系统的PLC选型
在阀门生产线控制系统中,PLC的选型是否科学直接决定系统控制功能的实现。文章选择三菱公司生产的FX2系列PLC,应用指令的执行时间可达微秒级;除了16个固定的I/O口外,还支持I/O扩展,最大扩展点数可以达到256点;提供若干特殊功能模块,例如,脉冲输出、温度调节、高速计数等,可以满足不同环境下的控制需要[1]。在阀门生产线控制系统中,PLC可通过循环扫描的方式,以特定的时间间隔刷新系统输出,然后循环完成各种任务的查询、判断和执行。
根据控制实现方式的不同,PLC控制系统有模拟量控制和开关量控制2种方式。对于阀门等机械零件来说,选择模拟量闭环控制较为合适。PLC在接收、识别用户的设定值后,利用PID调节器和D/A模块,将控制指令发送给前端的执行机构(数控机床),然后完成原材料的加工[2]。在加工期间,利用测量装置收集元件加工过程中的物理量,如电流、电压、温度、速度等。并将其作为反馈,使PLC不断优化控制,最终高效率、高精度地完成阀门产品的加工。
2 阀门生产线控制系统的硬件设计
2.1 伺服电机与驱动器的设计
伺服电机系统是阀门生产线控制系统的核心组成,也是实现阀门自动化生产的关键。在PLC下达指令后,该指令经过转换、放大等处理,最终控制伺服装置和机械传动装置,共同配合完成阀门加工任务。根据控制原理的不同,伺服系统可分为开环、闭环、半闭环3种类型,文章在设计阀门生产线控制系统时,综合对比了3种伺服系统的运行稳定性、加工精确性等因素,最终选择了半闭环伺服系统[3]。其特点是将位置检测元件安装在机械传动机构上,通过补偿传动误差的方式,来提高定位精度和跟随进度,保证测量结果的可靠性。
伺服系统由驱动装置和执行器件2部分组成。其中,文章选用的驱动装置为交流伺服电机,额定功率为2.4 kW,额定转矩为10.0 N/m,额定转速为1 500 r/min。其优点在于调速特性和转矩特性较好,并且机械结构相比于直流伺服电机更加简单,故障率低,后期维护工作量小。在交流伺服电机与电源之间加入一台驱动器,采用三相电,驱动器端的L1、L2、L3依次连接电机端的U、V、W三个接线柱[4]。接线时注意做好接线点的绝缘保护,如有必要可以在驱动器的进线端连接一个外放电阻,起到分流、分压的作用,防止因为过载而跳闸。
2.2 冲击气缸的设计
冲压系统也是阀门生产线控制系统的重要组成,其作用是把气缸内的空气压缩后,以机械能的方式输出并带动气缸做定向运动,保证阀门加工任务的顺利完成。冲压系统主要有气缸、气马达两个核心元件,文章选用冲击气缸,相比于薄膜式气缸、气液阻尼缸,其优点在于结构简单、功耗较低、冲击力大。冲击气缸的一套完整工作程序包括3个步骤:第一步是蓄气。利用进气孔吸入空气后,活塞上升挤压密封垫,使密封垫堵住喷嘴,形成一个封闭的蓄气缸。第二步是压缩。活塞继续上升,气体在压缩过程中压力能持续上升。第三步是排气。当蓄气缸内的气体压力达到设定值后,打开喷嘴,使高压气体迅速冲入活塞与中间盖之间的空间。此时活塞受到气体冲击作用开始进行运动,压力能转化为动能(机械能)。
文章在选择冲击气缸时,主要考虑了以下几点:
1)安装形式。为了节约空间和保证运行稳定,选择轴向支座(MSI式)固定安装方式。
2)输出压力。由于阀门属于结构简单、体积较小的零件,因此对冲击气缸的输出压力要求相对较低,通常选择输出压力1.5~1.8 kN即可满足生产要求。
3)气缸行程。为了防止出现活塞与缸盖碰撞的情况,在计算气缸行程时可以保留20 mm左右的余量[5]。
3 阀门生产线控制系统的程序设计
该系统的软件部分使用GX Developer 8.0编程软件进行编写,编译后的程序可通过通信串口直接下载到PLC中,为程序的模拟运行和在线调试提供了诸多便利。PLC控制程序各部分的组成和设计内容如下:
1)初始化。用户自定义电机的初始参数,包括最高、最低速度,原始位置、加速度等[6]。每次系统启动运行时,首先执行电机初始化程序,电机的所有参数重新复位,为下一步伺服电机的运行组好准备;
2)设定触屏参数。用户根据阀门生产需要,在触摸屏上设定本次加工的相关参数,例如,进料速度、电机转速、切槽距离、加减速时间等。检查所有参数设定无误后,系统开始运行并对板料进行加工;
3)定位控制。系统执行一个判断程序“已剪片数=设定片数?”如果判断结果为“Y”,则直接结束程序,完成加工任务;如果判断结果为“N”,则继续执行加工程序。确定板料的长度,并将板料在车床上的坐标值写入定位模块[7]。然后启动定位模块,并检查定位是否准确。如果定位不准确,则不允许加工,直接结束本次程序,然后由工作人员检查定位失准的原因,如果是板料问题,则更换板料;如果是定位装置出现问题,则修理定位装置。
4)产品加工。定位准确后,气缸运行,按照设定程序完成拌料加工,得到阀门产品。利用PLC自带的计数器实现产品计数。每生产出一个产品,计数加一,然后返回最开始的判定程序“已剪片数=设定片数?”,重复此加工程序,直到达到设定片数,中止程序,完成本次生产任务。
基于PLC控制的阀门生产流程如图1所示。
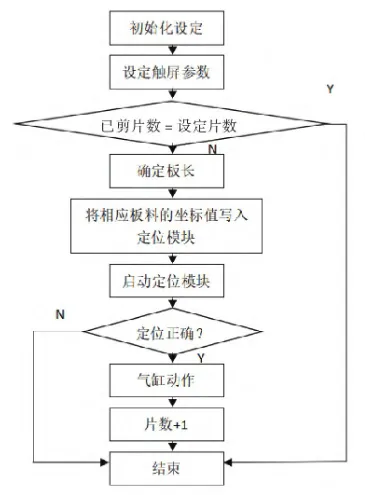
图1 程序流程图
4 阀门生产线控制系统的仿真分析
4.1 构建控制系统数学模型
文章使用Matlab 8.0软件进行阀门生产线控制系统的仿真分析,并利用该软件内置的Simulink工具箱进行编程。相比于其他的编程工具(如Java、C++等),Simulink可通过绘制方框图代替编写程序,因此降低了开发难度;同时软件会自动调整最大步长,以保证仿真精度,有利于提升仿真系统的响应速度[8]。基于Simulink工具箱的系统模型构建方式如下。
首先选择用于构建数学模型的传递函数。对于阀门生产线来说,由于产品结构相对简单、产品种类较为单一,因此可以选择低阶传递函数,在满足加工精度和制造效率的前提下,降低模型的开发难度。文章选用的一阶传递函数为
这里以伺服电机为例,结合其技术参数,其传递函数为
其次是确定控制方式。文章选择PID控制方式,控制器在接收输入信号后,以比例形式反映偏差信号,保证了更加精确的识别偏差。并且在发现偏差后,分别通过积分处理(消除静差)、微分处理(修正偏差),使被控对象的各个变量均在允许范围内[9]。以传递函数形式表示PID控制原理:

式中,G(s)为PID控制器的传递函数;K为比例系数,无量纲;T为积分时间常数;t为微分时间常数;s为PID控制器的响应时间;e为自然常数。将伺服电机的真实参数带到数学模型中,并使用Simulink工具箱绘制运行程序,设定采样频率为1 200 Hz,施加幅值为1 r/min的阶跃信号,自动得出系统的阶跃响应曲线。
伺服电机系统的仿真结构如图2所示。
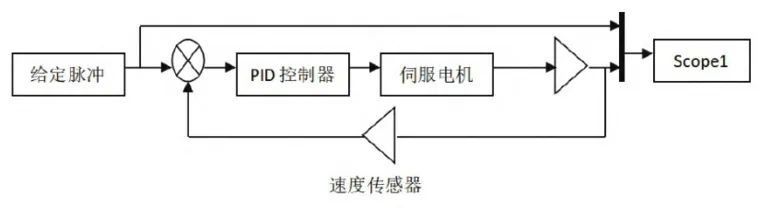
图2 伺服电机系统的仿真结构图
4.2 系统仿真结果
伺服电机系统的阶跃响应曲线如图3所示。
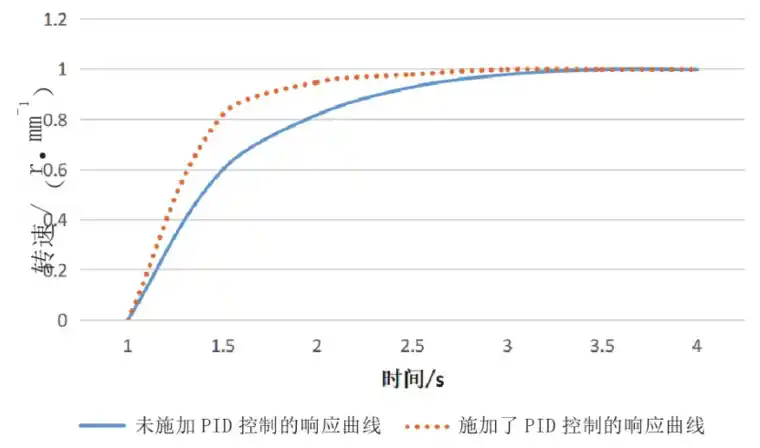
图3 阶跃响应曲线
根据上图可知,未施加PID控制的响应曲线从系统开始运行到稳态需要3.3 s;而施加了PID控制的响应曲线从开始运行到稳态则需要2.6 s,表现出更快的动态响应特性。当然,在实际生产中伺服电机运行还会受到一些非线性因素的影响,因此仿真结果与实际情况之间还有细微的差别,但是基本上符合了阀门生产线上伺服电机的响应特性,说明使用PID控制有助于提高系统的响应速度和运行稳定性。
5 结束语
在工业自动化、智能化发展背景下,实现阀门生产线的动态监控和实时控制对提高产品生产质量有显著作用。文章基于三菱公司的FX2系列PLC设计阀门生产线控制系统,同时使用GX Developer 8.0软件编写运行程序,保证了系统远程监视、实时控制、可视化生产等功能的实现。从仿真结果来看,在PLC控制下系统响应速度加快,运行稳定性更好,对改进阀门生产与提高控制效果有积极帮助。今后还要在控制系统的故障自动识别与智能处理等方面展开深入研究,从而进一步提高阀门生产线控制系统的实用价值。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















