软件

产品


本文主要介绍了齿圈压板的作用,还提供了齿圈压板一批齿形参数的确定方法,给出了作者为改进齿圈压板而设计的带状斜齿分段齿圈压板,并对比常规的线状直齿连续齿圈压板,总结了带状斜齿分段齿圈压板的四个优越性,分析了齿圈压板有关选材、制造、表面强化等问题。
精冲是通过对普冲进行研究改良,在普冲的基础上发展起来的冲裁技术。精冲工艺具有优质、高效、低能耗、应用范围广的特点,能够获得与普冲相比质量高得多的零件。但由于精冲时坯料需在静水压应力下进行冲裁,所以要求工装能够为坯料剪切变形区提供静水压应力,以抑制起皱和裂纹的产生。这个目标是通过齿圈压板和反压板提供的压边力和反压力压紧坯料实现的,这是精冲工艺的显著特点之一,对提高精冲件成形质量具有明显作用。
齿圈压板的作用
齿圈压板的作用是在精冲过程中对坯料施加压边力,限制坯料在冲裁过程中向剪切区流动,防止坯料发生起皱现象。由齿圈压板对坯料施加压边力,使得坯料在压边力作用下被压紧、固定,这样能避免坯料受力产生弯曲,有效降低零件发生起皱现象的概率,改善被加工坯料的塑性变形能力以及减小塌角等。
齿圈的位置和齿圈形状都会对精冲零件表面光洁度产生影响。齿圈压板一般被安装在凹模上以便于使坯料在精冲过程中始终受到压边力作用,从而提高坯料的塑性变形能力。
压边力的作用显著。压边力过大,坯料与模具之间产生的摩擦力会变大,导致坯料难以被拉入凹模。此时坯料将会在底部转角处发生裂纹。压边力过小,坯料在精冲过程中容易发生起皱现象,降低精冲质量。况且起皱的坯料若拉入凸凹模间隙中就会被卡住,既易损坏模具,又使工件底部拉裂。
众人对齿圈压板的作用进行了理论分析和有限元仿真。早年曾有人对齿圈压板进行仿真研究,由于当时受有限元技术水平的限制,所得结果不够准确。程万军就齿圈压板在理论上进行静水压力影响的研究,提出了静水压力和齿圈压板齿形角的关系。为分析V形齿圈压板对剪切面的影响,T.S.Kwak 对精冲过程中的V 形齿圈压板进行有限元仿真,结果表明齿圈越高光亮带越大,齿距越大光亮带越小。Lazarev 和Kocov 利用有限元方法模拟后提出了合适的V 形齿圈形状,并通过试验确定了V 形齿圈的位置和外斜量的关系。
齿圈压板的齿形参数
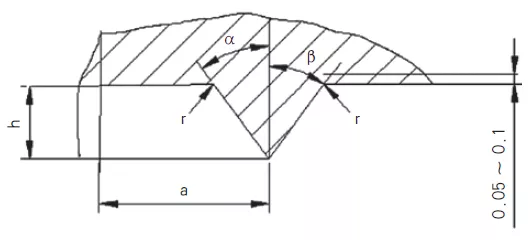
根据精冲件的厚度、坯料材质和精冲件的性能要求,需要合理选用不同的齿圈压板齿形参数。图1 为齿形参数符号含意的图解。
图1 齿形参数图解
⑴齿形角α 和β,选择如表1 所示。
⑵齿高h。齿高的选择受到坯料的厚度和性能等因素的影响。坯料越厚、坯料强度越低,选用的齿高就大,反之选用的齿高就小。齿高h 和料厚S 之间有关系:h = KS,其中K 为系数。
⑶齿距a。齿距是指凹模刃口到齿顶的距离。实际生产中会把齿顶位置设计得靠近凹模刃口一些,一般取a/S = 0.6 ~ 0.8。
⑷齿根半径r。一般r/h = 0.3 ~ 0.5,或着r = h。
带状斜齿分段齿圈压板
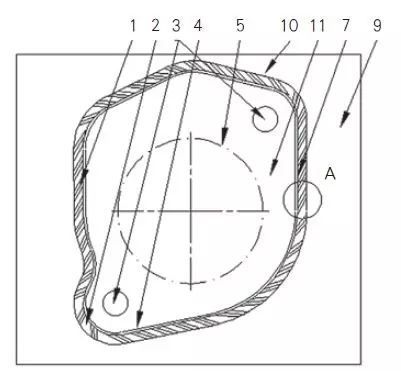
传统的V 形齿圈压板,其齿圈具有封闭线状的模式。为了提高齿圈压板的寿命,以下将会对齿圈结构进行改进,如图2 所示。
1- 斜齿;2- 斜齿间平面;3- 小孔;4- 排气法兰外轮廓;5- 大孔;7- 斜齿内端轮廓;9-齿圈压板;10- 斜齿外端轮廓;11- 排气法兰
a) 俯视
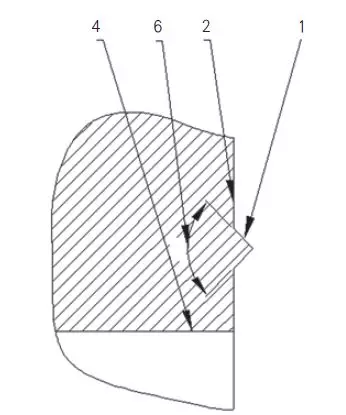
1- 斜齿;2- 斜齿间平面;4- 排气法兰外轮廓;6—齿顶角
b) 齿廓剖面
图2 配套厚法兰精冲模具的齿圈压板示意图
改进后的齿圈压板沿零件轮廓线切线方向设置呈一定角度的多段斜齿,变原来的线状直齿连续齿圈为带状斜齿分段齿圈,成组形成斜向分段齿圈,每段斜齿的两端具有菱形结构。这种齿圈结构具有以下特点。
⑴用具有一定宽度的带状斜齿齿圈取代原来的线状直齿齿圈,增加了垂直于冲裁方向限制坯料移动的材料尺寸,相当于增大了压边量,可提供更大和更可靠的压边力,从而可为精冲剪切变形区提供更大的静水压应力,对限制坯料在冲裁过程中向剪切区流动有利。
⑵使用带状斜齿齿圈后在需要提供同样的压边力时,能缩小齿圈高度,减小压机对齿圈的压力,延长了齿圈压板的寿命。
⑶使用带状斜齿齿圈后增强了齿圈的强度,类似于使用斜齿轮代替直齿轮,能达到减小搭边尺寸的目的,延长了齿圈压板的寿命。
⑷由于斜齿端部的菱形结构,使得单段斜齿的结构合理,每段斜齿的两端不易崩裂,强度更好。
设计带状斜齿分段齿圈时,采用Abaqus 软件获得精冲模具和坯料在精冲过程中的静水压应力分布云图,据此调整并设计带状斜齿分段齿圈压板的斜齿角度、齿圈宽度、带状长度和分布等,使得坯料剪切变形区具有最大静水压应力。
齿圈压板的其他问题
⑴齿圈压板选材。齿圈材料对寿命的影响主要体现在材料的材质、硬度和韧性等方面。齿圈材料硬度要远大于加工坯料硬度。
⑵齿圈压板制造。齿圈压板制造时,平行度、垂直度、同轴度等形位公差,加工工艺、装配精度等因素都会对齿圈寿命产生影响。
⑶齿圈压板表面强化。对齿圈压板进行表面硬化处理,提高其综合力学性能。除氮碳共渗、离子氮化、渗硼、渗铌、渗钒、表面镀硬铬和电火花强化外,化学气相沉积(CVD)和物理气相沉积(PVD)已逐步采用,良好的表面强化可提高寿命几倍到几十倍。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020