















































软件

产品


一、前言
在世界汽车工业,汽车注塑件气辅成型工艺应用较广,它包括的加工方法:
结构发泡成型:利用这种方法可以生产具有良好表皮及发泡内芯的成型制品,具有无缩痕、低内应力、很少翘角、重量轻、高刚度等优点。
内部气体注射:气体被注射进入溶体,用于制造模塑制品的中空部分。优点是无缩痕、重量轻、节省材料、缩短成型周期。
在汽车工业中,许多塑料零部件(保险杠、仪表盘、消声器、门把手、发动机盖、方向盘,挡泥板等)可采用气辅成型工艺。目前日本、欧美等发达国家的80%汽车注塑件采用气辅成型工艺技术,而国内气辅技术的设备和模具基本上是从国外引进,仅局限于小部分部件,如前后保险杠、门把手、坐椅扶手等。
二、气辅成型原理
气辅成型定义:气体辅助注射成型是一个在聚合物注射阶段结束时通过压力将惰性气体引入聚合物熔体流的过程。
如下示意图:

气体注射可将气体前方的熔化聚合物型芯推动到模具中尚未填充的部分,并可补偿体积收缩率的影响,从而完成周期中的填充和保压阶段,生产出空心零件。 过去,注射成型组件的设计是,整个组件中的壁厚保持相对一致。此设计准则有助于避免产生重大瑕疵或缺陷,如缩痕和翘曲。但是,除非零件及其简单,否则不可能设计出所有部分的厚度均相同的组件。此类壁厚差异将导致零件不同部分的保压不同,而保压不同反过来又意味着在整个成型过程中收缩率将会不同,从而又会导致常发生在此类情况下的变形和下沉。
通过移除熔体中心,气体注射成型会将保压作用力(补偿收缩率的不同)直接传递到那些需要注意的成型区域。这会显著降低收缩率的差异,从而使下沉几率也随之降低。此外,内部应力将保持在最小值,否则便无法显著减少形变。
在成型周期中的保压阶段,锁模压力通常需要达到最大值。这是因为在聚合物浇口处施加的力可将熔体推入模具型腔的各个末端,以试图补偿固化熔体的体积收缩率。与紧凑的注射成型相比,气体注射成型通常会由于气体型芯的存在而显著缩短固化的熔体需要推进的距离。这意味着达到相同效果所需的保压压力将适当降低,而反过来,所需的机器锁模力也会随之降低。
三、气辅成型的优势主要表现在以下几点
● 各部分的几何较厚
● 无缩痕
● 内部应力降至最低
● 减少翘曲
● 锁模压力较低
● 气体辅助填充+保压分析的好处
● 气体辅助填充+保压分析可用于研究零件模型中聚合物和气体流动行为以及检查设计修改对聚合物和气体流动路径两者产生的影响
Moldflow的MidPlane和3D技术可以模拟气体辅助成型。MidPlane可以做冷却、流动和翘曲分析。随着Moldflow本身技术的进步,现在已经可以用3D做流动、冷却和翘曲分析
四、气辅成型Moldflow分析要点
与为传统注射成型建模相比,为气体辅助填充+保压分析建模更需要注意气体预计要穿过的区域的网格细节。
这需要特定的建模和网格划分技术,气体辅助工艺的主要目标是在使气体渗透达到最大程度的同时保证气体不泄露到型腔壁内,从而不会吹穿到周围环境中。这需要通过分析准确预测气体流动路径及其渗透情况。预测的精确度取决于流动路径的几何与网格质量。
气体通道通常为较厚的加强筋,表示气体通过聚合物的首选路径。如何通过外壳单元或柱体单元为该路径建模和划分网格取决于通道的宽度与厚度之比。
宽度与厚度之比大于 4:1 的气体通道
含加强筋的气体辅助注射成型的零件设计的宽度与厚度之比通常大于 4:1,如下图所示。
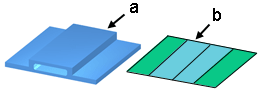
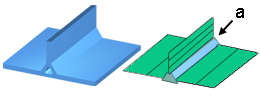
这些加强筋特征(a)应根据加强筋轮廓建模为厚度值呈阶梯状的区域 (b)。如果要建立阶梯状轮廓的最佳模型,厚度过渡的区域也应建模,如下图所示。为避免解不稳定,流动求解器会在过渡边上节点的任一侧留出一个单元的距离以使厚度阶梯过渡平滑。通过添加过渡区域,可以更好地表示加强筋轮廓。

在上图中,下方的两个图片呈现的是分析解释出的几何。通过为过渡区域 (R) 建模,所定义的几何形状将更加精确。
宽度与厚度之比小于 4:1 的气体通道
此处,气体通道横截面宽度与厚度(W与T)之比小于4(如下图所示),应将气体通道建模为横截面尺寸合适的“零件柱体”型曲线。柱体更好的说明了通过宽度与厚度之比小于4:1的厚加强筋边缘的热传导效应。此传导对冷却和冻结层预测有重要影响,因此是定义气体渗透路径的重要因素。

下图展现的是应建模为柱体的气体通道的详细示例。横截面不规则的柱体可以指定为“其他”横截面形状,直径和形状因子可按照关于横截面形状和形状因子中的说明进行计算。
五、实际气辅案例分享
Moldflow 气辅成型技术在汽车门把手上的应用
1) 分析目的
通过Moldflow气辅成型技术对进气位置,进气时间,塑料注入量,延迟时间,气体保压曲线等设计和工艺参数的优化,使得设计者对设计心中有数,注塑工程师工艺调节有参考数据,从而减少设计过程的盲目性,降低试模改模次数,减少试模时间。节约成本,产品开发周期缩短。
2) 产品介绍
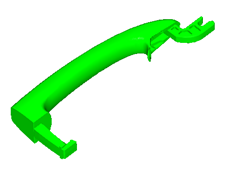
原始的3D模型
产品尺寸:198.5×68×34.5mm
横截面积:27×19mm
圈示处为气体进气位置。
气辅分析过程:采取逐步调整的方法优化工艺参数具体包括模具温度、熔体温度、塑胶注入量、气体延迟时间,气体压力等希望达到既可保证塑料完全充填,又能够使气体有效渗透的目的,优化后的工艺参数如下:
1. 模具温度: 70.0 deg.C
2. 熔体温度: 295.0 deg.C
3. 注射时间: 1 sec (大约)
4. 塑胶注入量: 55%(约110cm^3)
5. 气体延迟时间: 0.5 sec (大约)
6. 气体保压压力设置: 气体压力 [MPa]每步的时间[sec]
2.0 0.000
2.0 2.000
1.0 0.000
1.0 98.000
7. 初步估算成型周期:117s
1、气体充填和保压时间
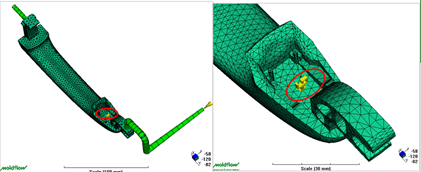
气体充填和保压时间,当时间达到约2s时,气体开始推动塑胶进一步充填并做气体保压,左图显示气体经过的路径,关键点在于气体的压力和时间 。
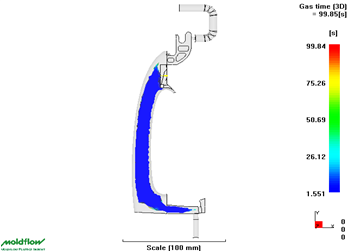
2、气体穿透空间
绿色区域显示的是气体渗透的空间,我们可以确认气体没有渗透到产品表面,确认产品的大致厚度,如图所示:

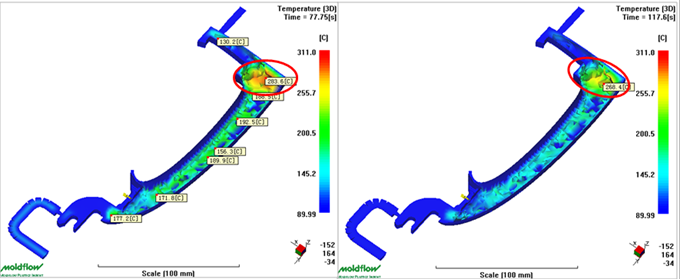
3、温度
分析显示当时间约为78s时,产品上大部分区域已经接近或者达到材料的顶出温度173deg.C,当时间约为117s时,仅有圈示区域仍然处在较高温度状态。Moldflow分析刚好反应了气辅成型这个技术本身的缺陷,因为气体的本身的热导率和比热低。成型周期约117s。
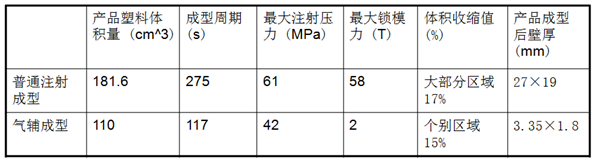
4、该产品普通注塑成型与气辅方案对比
5、结论与建议
六、小结
通过Moldflow气辅分析,设计工程师可优化产品设计并确定出聚合物和气体注射点的精确位置。并且利用Moldflow气体注射成型工艺的完整功能还可以确保产品外观、尺寸得到保证,减少产品修改,缩短产品开发周期。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















