















































软件

产品



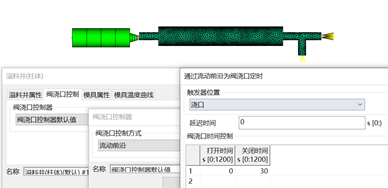
关于溢料井最好设置阀浇口属性,在吹气阶段再打开溢料井浇口,根据需要设置是否需要延迟打开,设置如下图:
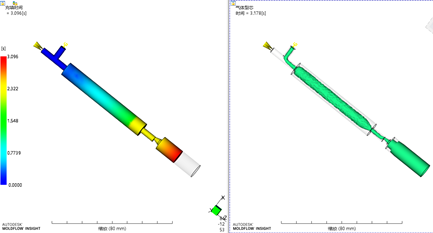
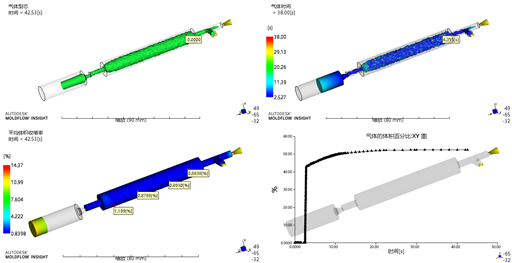
下图采用v/p 85%的时候开始吹气,也就是充填85%的时候,切换为吹气控制,这时只要保证,溢料井的体积>气芯体积-15%产品体积就可以,左图是充填结果,右图是气芯穿透情况。
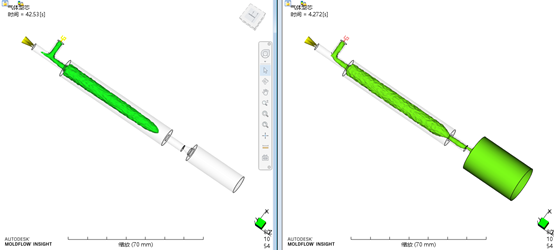
3)满射法
满射法跟半射法类似,也是要在产品的气道末端设计溢料井,不过满射法可以更粗暴一点,只要保证溢料井的体积大于气道的体积即可。
下边两个图都采用99%切换,右边的溢料井直径是左边的两倍,左采用φ10*30mm的溢料井,右边采用φ20*30mm,可以看到溢料井的体积不同,穿透效果也不一样。
五、气辅成型需注意事项
1)气针设置延迟时间由于注射入型腔的熔体,一部分与模具壁接触会形成冻结层,大部分还是保持熔融状态,气体的特点是往压力低的地方穿透,因此需要冻结层有足够的厚度和强度,避免气体吹穿表面,这就需要充填结束后延迟一段时间,然后再吹气,延迟时间一般0.5-2s不等。如下图所示

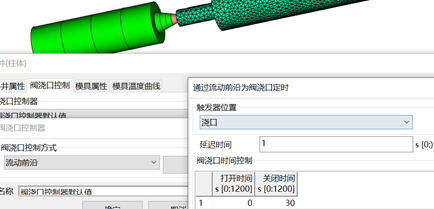
2)溢料井需要设置打开时间
一般溢料井设置在充填的末端,气道的末端,溢料井的目的是储存多余的熔体,由于有时熔体流到溢料井的位置,但是还没有开始吹气,这时需要设置溢料井打开延迟时间,一般设置在吹气后打开就可以,设置方式与热流道的阀浇口设置相同。如下图
3)溢料井不能被吹穿
气辅的吹气,什么样的穿透效果最佳?气体的作用有穿透气道和气体保压,气体将设计的气道穿透后,还需要用气体保压维持产品外观,避免外观的出现缩水,同时降低产品的内应力及变形等。
那气体的压力是不是越大越好?答案是否定的。气体压力越大,气体穿透的动力更足,但也可能将熔体前沿吹穿,吹穿的后果很严重,但凡出现吹穿,分析中就会终止,保压就会结束,算出来的体积收缩、内应力及变形结果都会失真。如下图
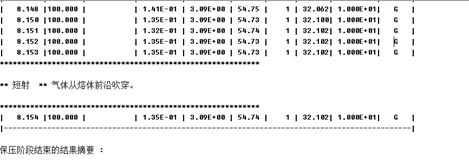
但凡气辅分析中出现了“气体从熔体前沿吹穿”,分析都将终止,不管保压进行到几秒,如上图8.15″出现吹穿,保压就马上结束,得到的分析结果都不准确,需要进一步调整工艺参数重新分析。如下图,分析结果的体积收缩很大。
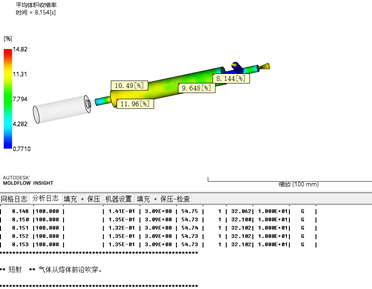
如何能做到气体穿透刚刚好,保压也刚刚好呢?需要寻找一组合理的工艺参数,包括气体压力、时间和延迟时间,溢料井的大小、体积和打开的时间等,当找到合理的参数后,气体穿透、保压和体积收缩都刚刚好,产品体积收缩范围可以控制在1-2%。如下图。
4)常规保压与气体保压不能共存
在目前的软件求解里,在保压阶段,默认气体保压。
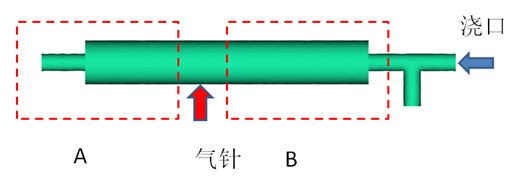
如下面产品,浇口右侧进胶,气针放在中间位置,A区域计划采用气体保压,B区域采用传统的注塑机保压。
两种保压组合的情况目前气辅分析并不支持,在气体吹气以后,注塑机的保压被软件默认停止了,哪怕工艺设置里已经设置了传统的保压压力与保压时间,当气体开始穿透以后,也会被停止,只在气体下进行保压,这也是气辅分析目前的不足
附表:在不同工艺下的穿透情况
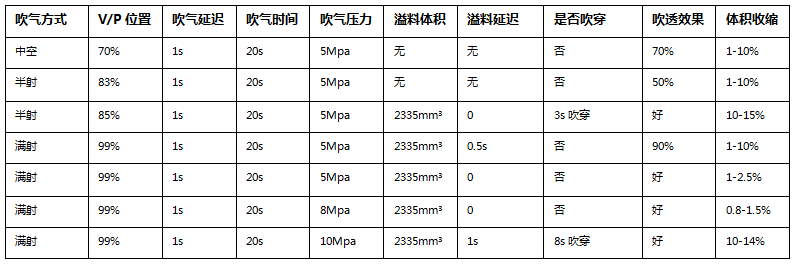
可以看出,吹气压力不是越大越好,溢料井大小体积要合理,气道设计要合理,合理的设计加合理的工艺参数才是气辅成型打出好产品的关键。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















