















































软件

产品


一、前言
微发泡注塑成型工艺,是一种革新的精密注塑技术,微发泡注塑成型工艺突破了传统注塑的诸多局限,可显著减轻制件的重量、缩短成型周期,并极大地改善了制件的翘曲变形和尺寸稳定性。在生产高质量要求的精密制品上,微发泡注塑成型工艺具有很大的优势。
原材料价格不断飙升,对制造相对低廉的亚洲市场带来了巨大的冲击,很多加工商已经开始意识到,即使在中国也不再是廉价制品的产地。但是另一方面,为了占据有利市场先机,越南、印尼和其他一些国家的供应商却又不得不通过削减价格的方式适应消费者的需求。
然而,随着产品越来越复杂,制件的公差要求和表面外观质量要求也越来越高,采用传统的注塑加工技术生产这些制件,往往会出现多种质量问题,如制品存在较大的内应力、由于收缩不均而导致产品变形等,达不到要求的品质或成本要求。可以说,塑料加工商遇到了前所未有的挑战,他们迫切需要寻求新的加工技术来改变困境。
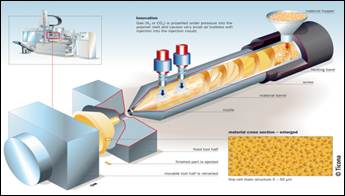
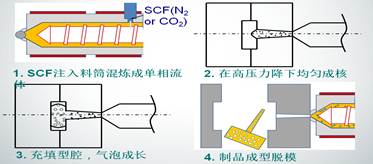
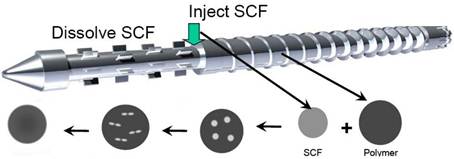
微发泡技术是将氮气或二氧化碳经过超临界流体控制系统产生超临界流体,再通过注气通道打入注塑机螺杆的均化区,通过螺杆塑化剪切,高分子熔体和超临界流体在均化区内充分溶解形成单相融体并保持在一定的恒定压力下,当注塑机的注射指令发出时,自锁喷嘴将会打开将单相融体射入模具的型腔中,形成微发泡产品。
三、超临界流体
超临界流体(supercritical fluid)温度、压力高于其临界状态的流体。通常把处于温度超过临界温度而不论其压力和密度是否超过临界值状态的流体都归之为超临界流体。
超临界流体具有许多独特的性质,如粘度小、密度、扩散系数、溶剂化能力等性质随温度和压力变化十分敏感:粘度和扩散系数接近气体,而密度和溶剂化能力接近液体。纯净物质要根据温度和压力的不同,呈现出液体、气体、固体等状态变化。在温度高于某一数值时,任何大的压力均不能使该纯物质由气相转化为液相,此时的温度即被称之为临界温度Tc;而在临界温度下,气体能被液化的最低压力称为临界压力Pc。在临界点附近,会出现流体的密度、粘度、溶解度、热容量、介电常数等所有流体的物性发生急剧变化的现象。当物质所处的温度高于临界温度,压力大于临界压力时,该物质处于超临界状态。
四、微发泡成型原理
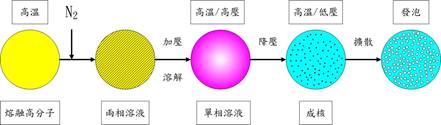
MuCell微发泡成型工艺主要靠气孔的膨胀来填充制品,并在较低且平均的压力下完成制件的成型。微发泡成型可分成三个阶段:首先,将超临界流体(CO2或N2)溶解到热融胶中形成单相溶体,并在一定的恒定压力下保持下来;然后,通过开关式射嘴将单相溶体射入温度和压力较低的模具型腔中,形成微发泡产品。由于温度和压力降低引发分子的不稳定性,从而在制品中形成大量的气泡核,这些气泡核逐渐长大生成微小的孔洞。发泡后的制品横切面放大图如图2所示,可以看到制件的表层还是未发泡的实体层,这是由于模具温度较低,表面树脂冷却迅速,细胞核没有成长的时间而导致的。
微发泡成型示意图

微孔形成过程
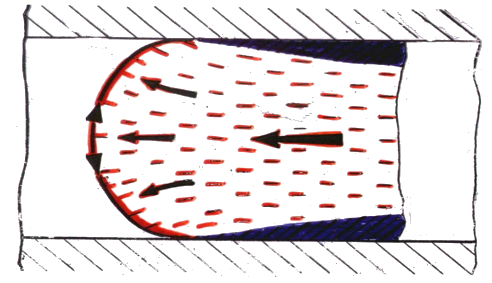
微发泡成型就是利用超临界流体与塑料熔体混合成单相融体,混体于充填过程中因瞬间压力降导致超临界流体在流经喷嘴进入模腔时成核发泡长成均匀微细气泡,塑料冷却固化后气泡包覆在其内。
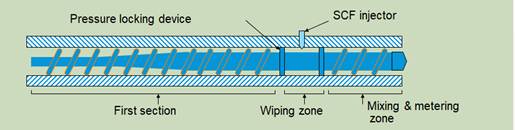
五、螺杆的设计
微发泡成型的螺杆不能采取普通的注塑机螺杆,需要单独设计,也可以在现有基础上改装设计。 一般来说,注塑机螺杆分为两段,长径比通常是22:1或24:1,比普通的螺杆较长。 第一段设计与一般注射的典型螺杆设计一致,熔体熔融后继续往前传输,在第二段混合熔体与超临界流体SCF,生成单相流体, 最终注入型腔生成成型。
六、微发泡围观结构
泡孔长大是由于溶解在聚合物基体中的气体向已成核的泡孔中持续扩散,因为聚合物中的气体的溶解度随压力降低而减小。因为泡孔中的压力比其周围基体的压力要大,泡孔趋向长大以缩小压力差。聚合物熔体的黏度,气体的扩散系数与浓度,以及成核泡孔的数量都是制约泡孔长大的动力。例如,温度升高,聚合物的黏度降低,由于抵抗泡孔长大的阻力降低,泡孔长大的速率增加。相反,当所有溶解在聚合物基体中的气体被消耗或者基体黏度很大,不允许泡孔进一步长大,当泡孔成核时泡孔周围气体浓度降低,这样就在泡孔周围形成了气体浓度梯度,这就决定了泡孔进一步长大。关于泡孔长大的动力学的研究非常之多。研究表明扩散速率越快,泡孔长大也就越快,相反,增加黏度就会延缓长大过程,特别在长大的开始阶段,黏度的影响更大,随着长大的进行其影响越来越弱,最终在不同黏度基体中泡孔长大速率将趋于一致。
随着泡孔数的增加,泡孔间壁厚减小,因此,气体从基体扩散到泡孔的距离减小,结果是当泡孔数很大的时候,泡孔长大的速率是很快的,而且,因为大量泡孔已经成核,最终的泡孔的尺寸是较小的,因此,泡孔必须快速长大到其较小泡孔尺寸,因此长大时间是很短的。较短的长大时间允许气体从片材的表面逃逸的时间较少,因此膨胀率增加,所以,随着泡孔数的增加最终泡孔密度下降。
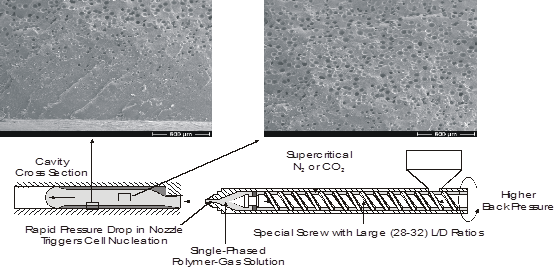
一般来说,微孔直径在1um-100um之间,表层孔径较小,几乎核没长大,中心层发泡良好,直径较大。
七、微发泡技术优势
八、微发泡的应用
下图图是一采用超临界流体微发泡注射成型的医疗器械的PP外壳,之前以传统注射成型试模时,左下槽缝间距Z始终无法达到要求的9.8mm,最好的情形也只能做到7mm。 改用超临界流体微发泡注射成型后,该间距Z很容易就达到规格要求。

下图是一医疗器械的塑件,材料是PA6-GF30(添加30%玻璃纤微的尼龙单六),采用如图示的二浇口设计,以传统方式注射成型时,平面度达不到要求,费时经年,备受煎熬。 后来采用超临界流体微发泡注射成型,不但平面度达到要求,而且因为压力降小,只需使用单一浇口,因而消除了中央一条有碍观瞻的融接痕(weldline)。

下图是一医疗器械用盖,材料是PA6-GF14(添加14%玻璃纤微的尼龙单六),传统注射成型时,即使采用夹具(jig)和治具(fixture),真圆度仍然不符要求。 采用超临界流体微发泡注射成型之后,真圆度大为改善。

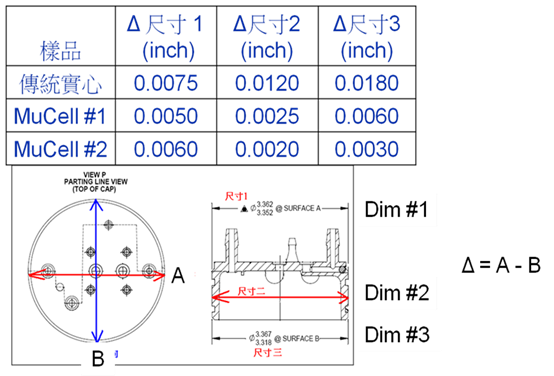
下图是微发泡工艺与传统注射成型比较,医疗器械用盖采用微发泡注射成型,真圆度得到一定程度改善。上端尺寸1由0.0075inch将为0.005inch,中部尺寸2由0.012inch将为0.0025inch,下端尺寸3由0.018inch将为0.003inch。
九、小结
微发泡注塑成型工艺,可以将制件的生产尺寸精度控制在0.01~0.001mm之间,有时甚至能够达到0.001mm以下。与传统的注塑工艺相比,由该技术生产的制件具有良好的力学性能以及尺寸稳定性,而且制件的尺寸精度和重复精度高,公差范围小。因此微发泡技术在精密注塑成型技术也越来越受到人们的关注。
由于其自身的多种性能优势,加上塑料加工领域的“突变”,为该技术提供了广阔的发展空间。在对制品规格要求很高的医疗和电子电器领域,精密注塑成型已经发展成为一种非常成熟和完善的注塑工艺。随着汽车市场的异军突起,司机们在寻找油耗更小的汽车的同时,也更需要配置高精度的汽车配件和修饰件,而这些精密部件的生产同样离不开精密注塑成型工艺。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















