















































软件

产品


一、概要
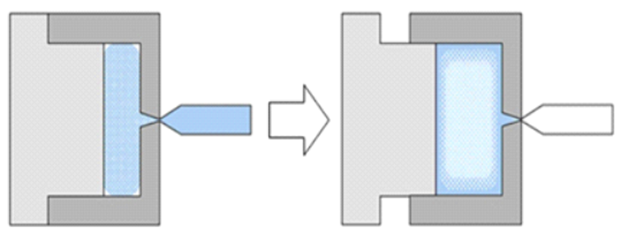
微孔发泡型芯背面模拟,与传统的微孔发泡成型相比,微孔发泡型芯背面技术可减少微孔发泡零件的厚度。
注意事项:
● 仅支持3D网格
● 属于热塑性塑料微孔发泡注塑成型
● 主要发泡阶段开始于保压阶段末尾开模时
二、Core Back 成型操作步骤
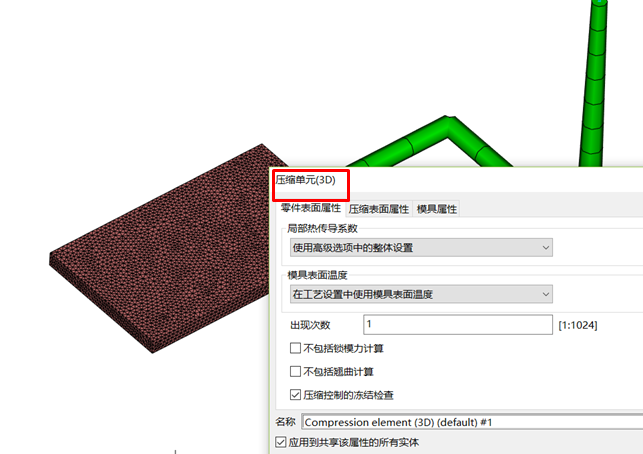
2.1 创建3D模型,指定四面体单元的特性为“压缩单元(3D)”
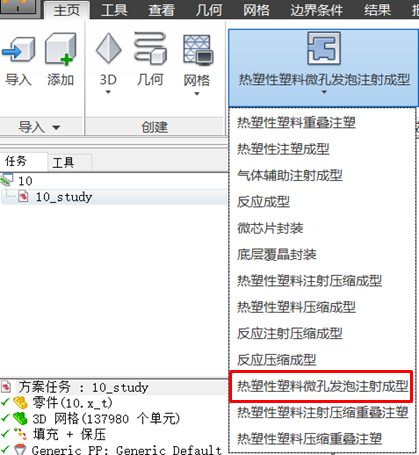
2.2 单击![]() ("主页”选项卡-“成型工艺设置”面板),然后从列表中选择“热塑性塑料微孔发泡注射成型”
("主页”选项卡-“成型工艺设置”面板),然后从列表中选择“热塑性塑料微孔发泡注射成型”
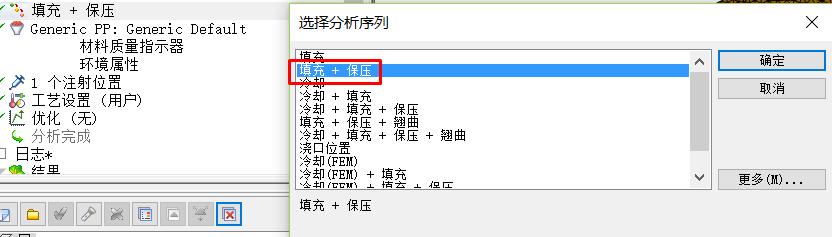
2.3 单击 ![]() ("主页”选项卡-“分析序列"),然后从列表 中选择“填充+保压”
("主页”选项卡-“分析序列"),然后从列表 中选择“填充+保压”
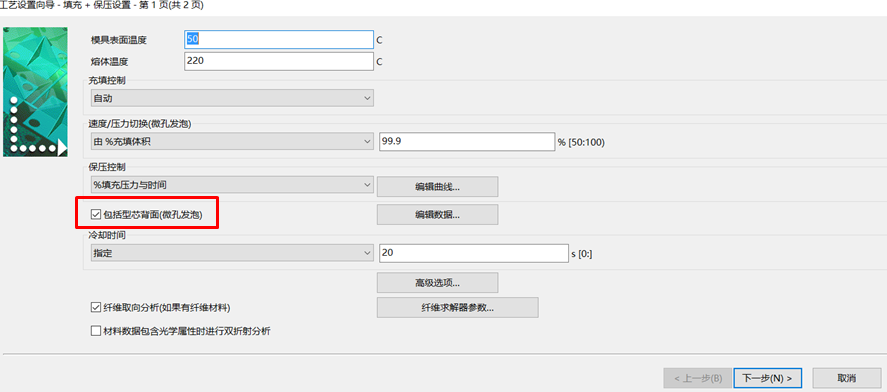
2.4 单击![]() ("主页”选项卡-“工艺设置"),双击弹出工艺设置面板,选择“包括型芯背面(微孔发泡)”
("主页”选项卡-“工艺设置"),双击弹出工艺设置面板,选择“包括型芯背面(微孔发泡)”
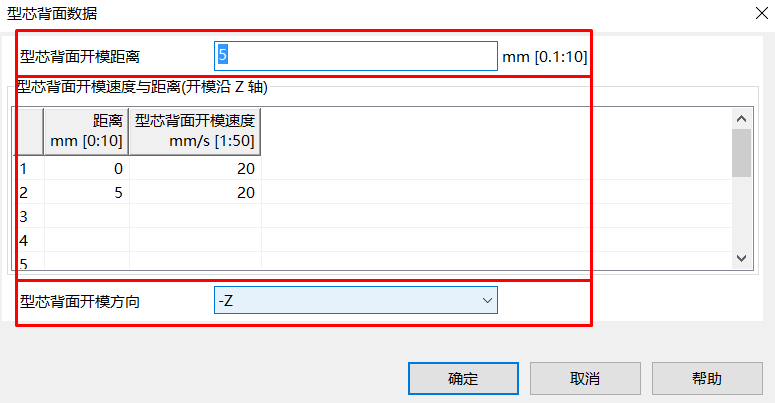
2.5 单击 与“包括型芯背面(微孔发泡)关联的编辑数据,并为 “型芯背面开模距离”、“型芯背面开模速度与距离”和“型芯背面开模方向”输入值
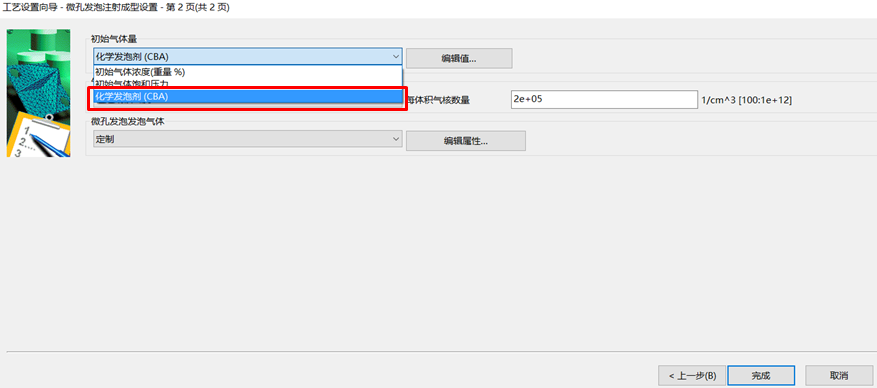
2.6 单击![]() ("主页”选项卡-“工艺设置"),点击下一步,直至 出现“微孔发泡注射成型”的页面。从“初始气体量”下拉列表中选择“化学发泡剂(CBA)”
("主页”选项卡-“工艺设置"),点击下一步,直至 出现“微孔发泡注射成型”的页面。从“初始气体量”下拉列表中选择“化学发泡剂(CBA)”
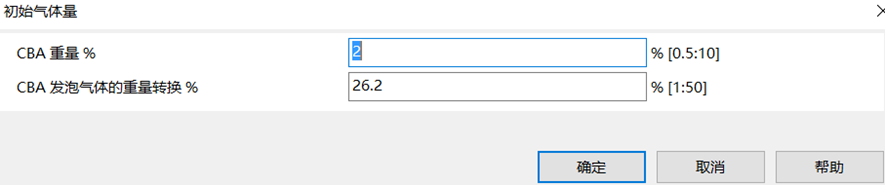
2.7 单击与化学发泡剂关联的“编辑值”,以打开“初始气体量”对话框
备注:
CBA 重量 %,这是化学发泡剂在树脂中所占的比重,用百分比表示。
CBA 发泡气体的重量转换 %,这是从化学发泡剂反应中产生的发泡重量,用百分比表示
2.8 最后执行分析
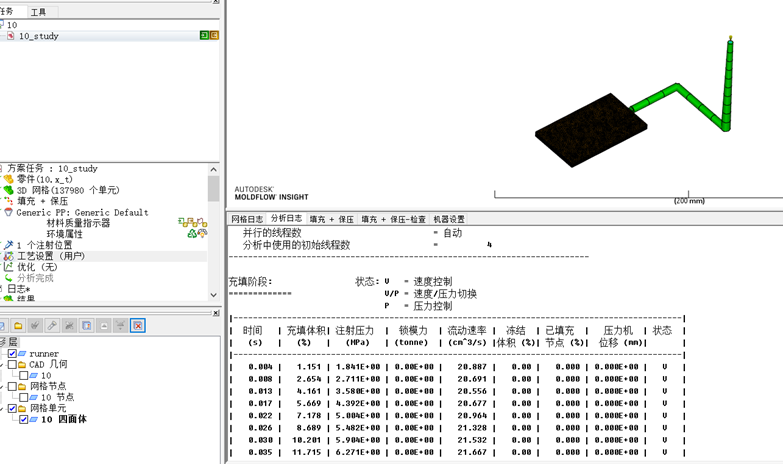
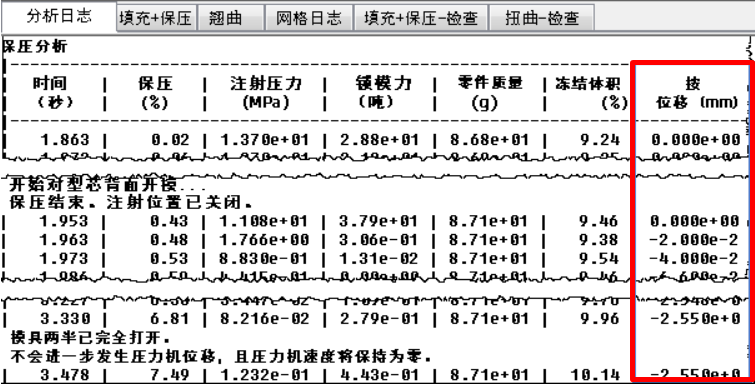
三、结果
开模的压力机位移在“分析日志”中显示为负数,以将其与闭模区分开来
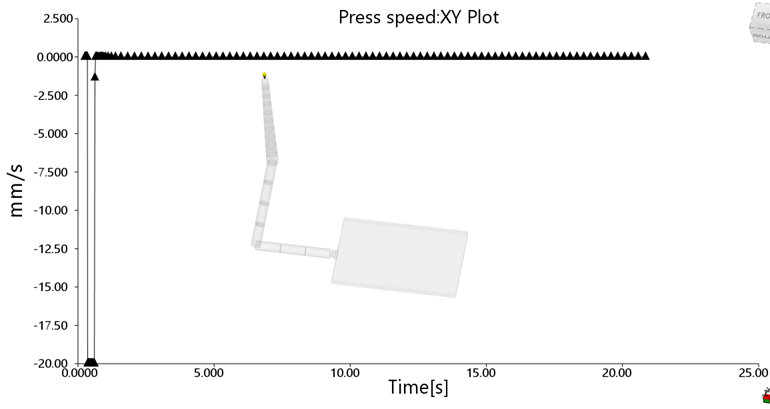
压力机速度结果图在开模期间显示为负数,以将其与闭模区分开来
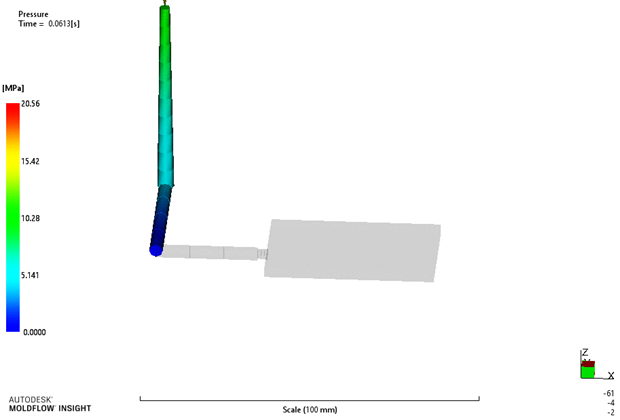
压力结果图显示在注塑成型过程中的压力分布情况
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















