















































软件

产品


一、概述
气体辅助注塑成型(简称气辅成型)是塑料加工领域的一种新方法,80年代开始用于生产实际,目前在欧洲和北美广泛应用,亚洲的日本和韩国也已相继应用,我国的一些厂家也在应用这项新技术。
气体辅助注射成型比传统注射成型多一个气体注射阶段,由气体推动塑料熔体充满模具型腔,因此在气辅成型制品设计和模具设计时必须提供明确的气道来引导气体的走向。气道几何尺寸的大小、截面形状的确定和位置的布置都会影响到气体的穿透和气体对熔体流动的干涉,从而最终影响到成型制品的质量。
二、气辅成型原理
气辅成型大致分为四个阶段。
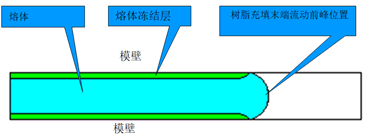
第一阶段:塑料注射
熔体进入型腔,遇到温度较低的模壁,形成一个较薄的凝固层。
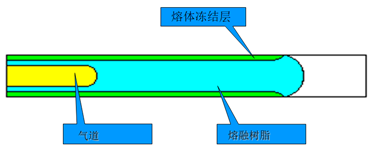
第二阶段:气体入射
惰性气体(一般采用氮气N2)进入熔融的塑料,推动中心未凝固的塑料进入尚未充满的型腔,同时代替充入到模具内部的芯部熔体。
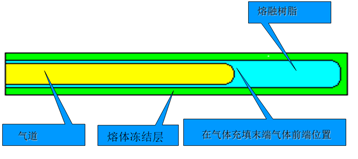
第三阶段:气体入射结束
气体继续推动塑料熔体流动直到熔体充满整个型腔。
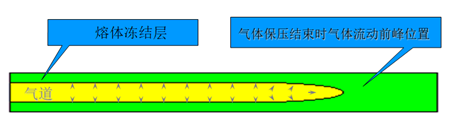
第四阶段:气体保压结束
在保压状态下,气道中的气体压缩熔体,气体从制品的内部施压给塑料,以补偿塑料的收缩从而保持制品外形。
三、气道的设计
气道设计时先考虑哪些壁厚处需要设计气道,哪些表面的缩痕需要消除,再考虑如何连接这些部位成为气道。
气道布置应遵循下面几个原则:气道的截面形状应接近圆形以使气体流动顺畅;气道的截面大小要合适,气道太小可能引起气体渗透,气道太大则会引起熔接痕或者气穴。如下图,左侧的设计较差,右侧的设计更好。

进气口的选择原则:尽量靠近产品较厚处,保持各方向气流平衡;气针应置于厚壁处,并远离最后充填区域;气嘴出气口方向应尽量和料流方向一致;气道应遵循主要的料流方向均衡地分布在整个产品上,同时应避免闭路式气道。下面详细介绍产品上气道有分叉的情况。
下图气道末端有两个路径,在穿透的过程中,气体很难难一分为二穿透两个路径。
下图虽然能穿透,但是效果并不是很好,很难控制穿透较差区域的体积收缩。
即使在气道末端都设置溢料井,也很难控制气体的穿透。
四、Moldflow在气辅成型的应用
气辅成型属于特殊成型工艺,包含在Autodesk Moldflow Insight Ultimate版本里。目前支持的网格形式有Mid面和3D网格。3D网格的应用越来越广泛,下面以3D为例加以说明。
根据气辅成型时射入型腔的熔融塑料的体积不同,气辅成型工艺大致可分为三种方式:
a) 中空成型,即熔体射入型腔充填到型腔体积的60-70%时,停止注射熔体,开始注入气体,直至保压冷却定型。这种工艺主要适用于类似把手、手柄之类的大壁厚塑料制品,应用效果最理想。
b) 短射,即熔体充填到型腔体积的90-98%时,开始进气。该方法主要用于较大平面的厚壁或偏壁制品。
c) 半射,即熔体充填至完全充满型腔时才注入气体,由气体填充因熔体体积收缩而产生的空间,并将气体保压和熔体保压配合使用,使制品翘曲变形大大降低,用于较大平面的薄壁制品成型,其工艺控制较复杂。
前两种方法也称为缺料气辅注射法,后者称为满料气辅注射法。下面用一个产品详细介绍这几种气辅成型方法。
1) 中空成型
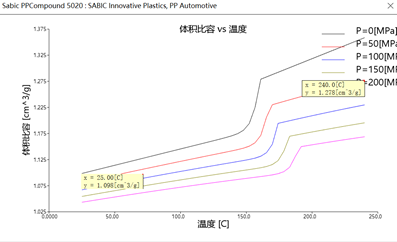
中空成型,可以根据产品的收缩性来预估短射的体积,材料PVT曲线很好的反映了材料的收缩性能,如下图是材料PP-5020的PVT曲线,收缩性约16%,如果气芯的体积约20%,那么短射的体积初步设计在70%左右。
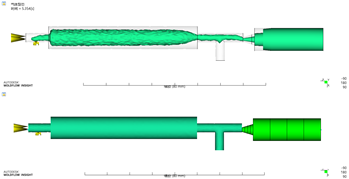
模型准备,选用一个柱状的产品,直径约10mm,两头各有直径约4mm的小柱子,分析采用3D网格,材料PP-5020。
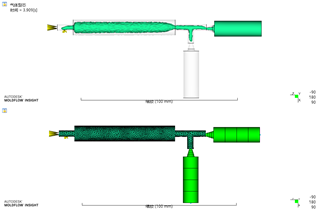
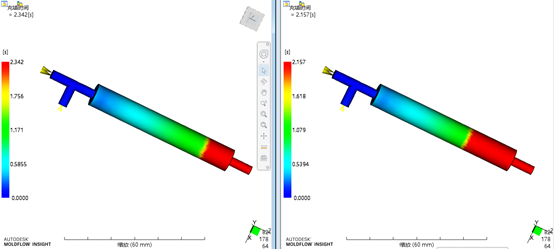
首先采用中空注射方法,浇口在产品的一端,气针在浇口附近,左图注射到83%吹气,右图采用70%吹气,可以看到,两种方法都能将产品打满,如下图。
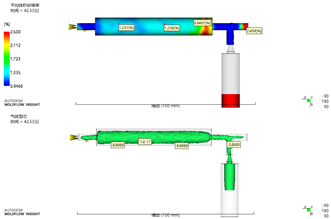
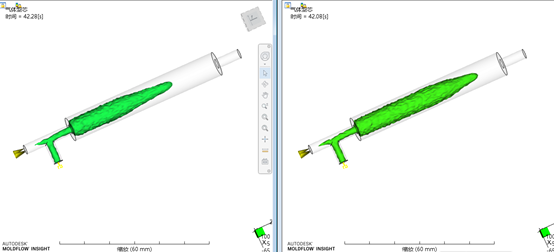
下图是气芯的结果,显示最终气体穿透的体积,选择不同的体积切换到吹气,穿透的体积是不一样的,因此需要结合材料的收缩及气芯的体积计算切换的位置,同时要保证产品表面不能出现缩水等外观缺陷。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















