















































软件

产品


一、概述
注射压缩成型作为一种特殊的成型工艺,近年来已越来越被行业重视,相对于传统的注塑成型,它具有显著降低成型压力大、锁模力、改善产品收缩不均、降低残余应力,提高尺寸精度等成型特点,因此在传统注塑成型存在工艺局限条件下,行业越来越多的考虑采用注射压缩成型来满足产品生产工艺和质量要求。作为塑胶行业领先的CAE仿真工具,Moldflow也提供的注塑压缩成型分析功能,通过与传统注塑成型对比分析,可以有效评估采用新工艺带来的产品质量改善效益,为行业提供强有力的技术支持。
二、注射压缩成型特点
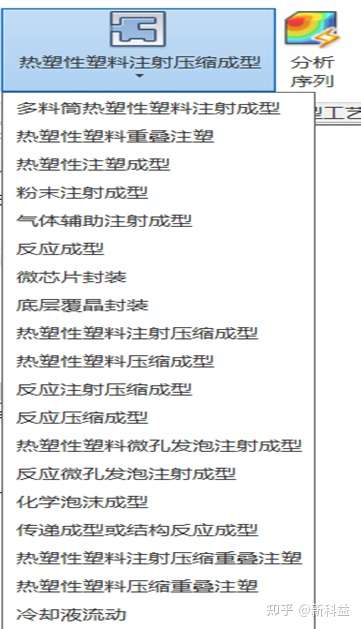
三、Moldflow注射压缩分析设置
分析工艺应用场景:
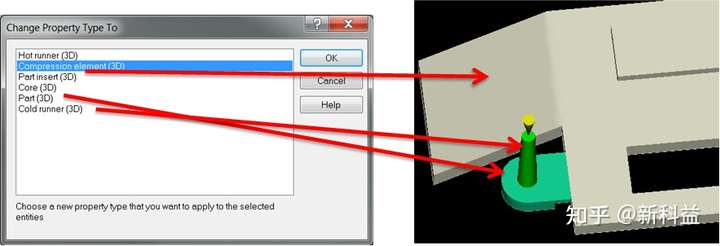
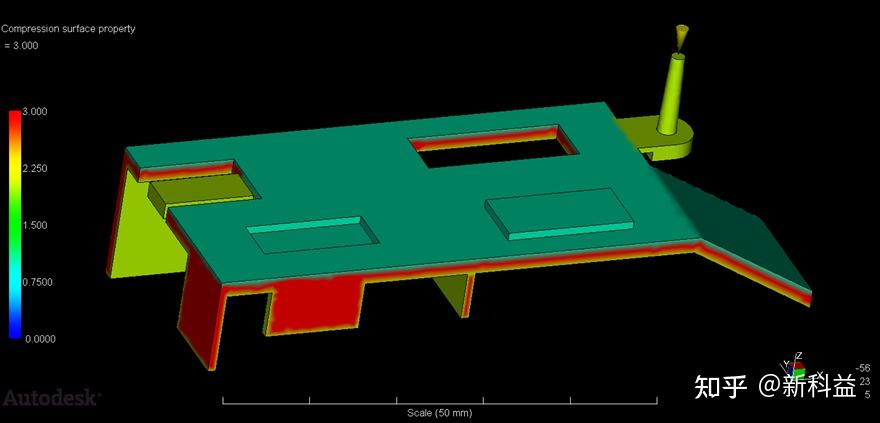
四、典型的注射压缩成型分析步骤


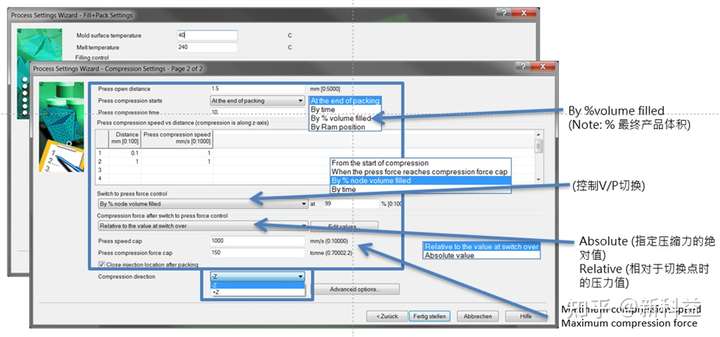
2. 注射和压缩过程模拟设定
五、案例分享
1. 产品介绍
2. 分析结果说明
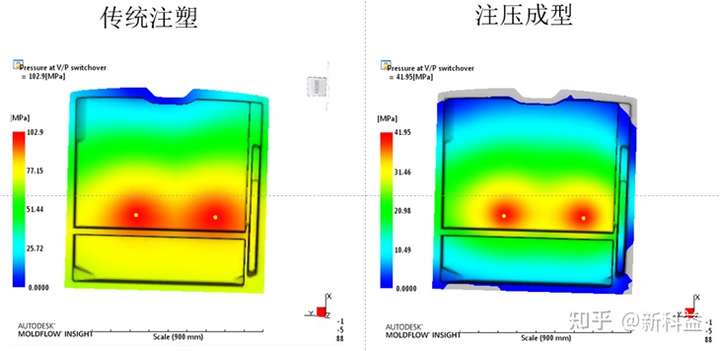
说明:注压成型压力显著降低,残余应力更小
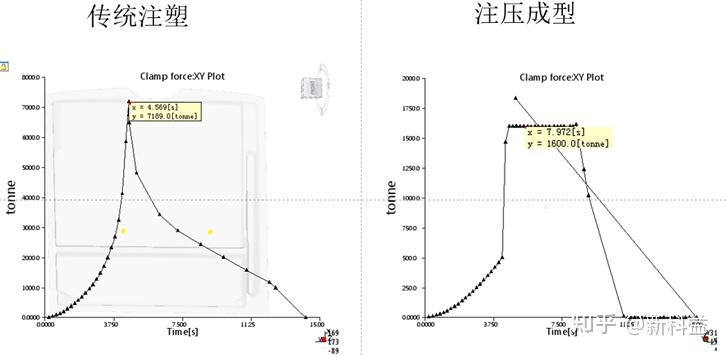
说明:注压成型锁模力显著降低
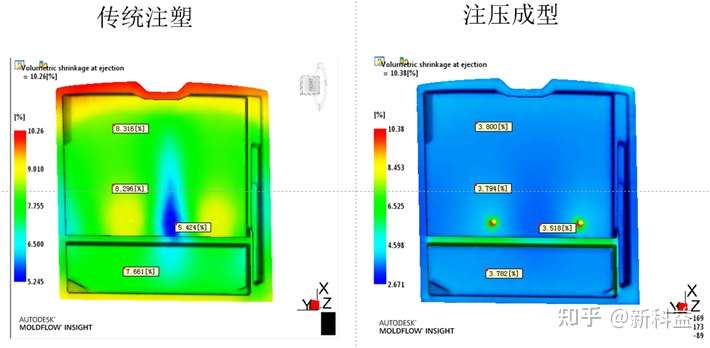
说明:体积收缩分布均匀,残余应力更小
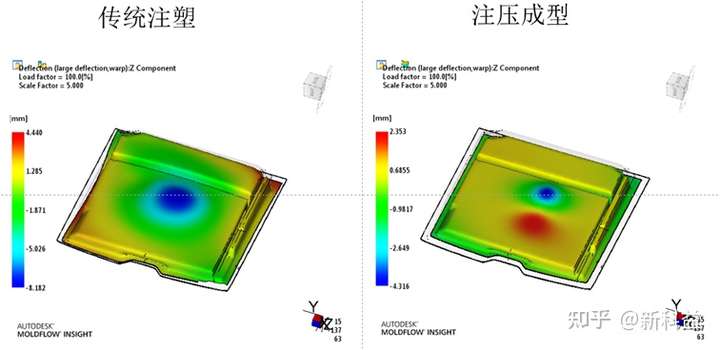
说明:相对于传统注塑成型,注压成型变形更小
六、总结
通过Moldflow注压成型和传统注塑成型的模拟分析,我们可以方便的对比充填模式、压力、锁模力、体积收缩分布、变形等影响产品质量的关键结果,快速的确认采用注压成型工艺解决产品问题的可行性,从而帮助企业缩短开发周期、减少试模次数,提高企业的核心竞争力。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















