















































软件

产品


一、前言
多色注塑成型(Multicolour and Multicomponent Injection Moulding),也称为多色射出成型,是用两个或多个以上注射单元的注射成型机,将不同品种或不同色泽的物料,同时或先后注入模具内实现制品成型。用此方法可生产具有多种色彩的分色制品,或多种塑料的复合制品,如可制成外层为硬皮、内层为泡沫结构的结构泡沫塑料制品等。多色注射成型是多组分注射成型工艺的一种,也是其中最为复杂的一种。
多色成型的优点:
1. 只需一个厂家就可以完成,因此所需更少场地、更少次品、更少能耗、更少环境污染 (如粘合剂)。
2. 在生产时通过减少生产环节缩短整体循环时间,从而实现更少后勤费用、更少开办费用,节省了生产成本。
3. 功能综合化 (如密封性要求很高的产品)。
4. 注射装置的不同组合保证制品多样性。
5. 多色成型的工艺可以保证制品灵活性。
多色注塑成型分为双注塑和多注塑,双色注塑成型,见图0-1,根据排布的不同,分为:“L”型、“V”型、“R”型、“P”型等。
图 0-1
多组分注塑成型,多个炮筒组成,可以是一个型腔,也可以是多个型腔。见图0-2
图 0-2
下面来介绍一下Moldflow如何模拟多色注塑成型。
二、双色成型的模拟
所谓双色注塑成型,是指将两种不同色泽的塑料注入同一模具的成型方法。双色成型的分析,在Moldflow里的设置是比较简单便捷。
图1-1
产品如图1-1,产品一(一射)注塑好以后,将模具旋转180度,然后注塑产品二(二射),产品需成型两次,只顶出一次。
在Moldflow的设置,需要将产品一和产品二同时导入Moldflow中,一起划分网格,软件支持的网格类型包括中性面、双层面和3D网格。
第一步:划分产品网格。两个产品同时划分,选用统一的全局边长,注意需要选择精确匹配。见图1-2
图1-2
第二步:选择成型工艺为热塑性重叠注塑,设定第二射产品的网格属性为第二射注射。 见图1-3
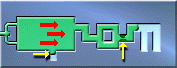
图1-3
第三步:选择一射和二射所用的材料及工艺条件,执行分析。见图1-4
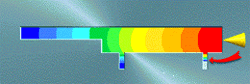
图1-4
三、三色成型的模拟
多色注塑成型另一种成型方式,先注塑成型一个塑料制品,然后当成嵌件放在模具当中再注射另外两种组分的料;也可以是先做成一个双色的产品,然后当成嵌件注射第三种组分的料。总的来讲,三个组分都有一定的固定形状,因此模具有多个型腔,工序相对于双色成型和共注射成型更加复杂。
下图是一个三色的产品,每一射都有具体的形状,接触面熔合的情况是产品成败的关键,因此需要用Moldflow来进行模拟,由于是三射成型,传统的成型方法无法真正模拟产品在注塑过程当中的实际情况,因此需要使用特殊的方法来实现。如图2-1
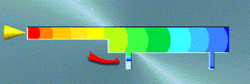
图2-1
第一步:先导入第一射和第二射的产品,选择网格类型为3D网格,一起划分网格。选择双色的成型工艺,选择好所用材料,设定工艺条件,执行分析计算。该步骤与普通的双色成型方法相同。见图2-2

图2-2
第二步:复制当前双色成型的方案two.sdy,命名为three.sdy。双击打开方案three.sdy,使用“添加”命令,加入第三射产品,然后划分网格。第三射网格,见图2-3
图2-3
第三步:删除原方案的注塑位置,如果建了流道系统,统统删除,然后切换注塑工艺为热塑性注射成型。见图2-4.然后为第三射选择好注射位置。
图2-4
第四步:运行宏命令MapTempOvermold.vbs,见图2-5.宏命令位于软件的安装根目录下面:X:\Program Files\Autodesk\Moldflow Synergy 2016\data\commands。
注意:在执行这个命令之前不要更改一射和二射网格的属性,比如将网格属性更改为part insert或者mold insert都是错误的。

图2-5
然后会跳出一个对话框,见图2-6.需要输入双色分析的方案名称two,然后点击确定,注意不需要后缀名.sdy。
图2-6
脚本运行的时候会弹出如下信息,百分比表示进度,运行完成以后会提示完成。见图2-7
图2-7
同时脚本运行结束以后,在新的方案three.sdy下面有温度这个结果。见图2-8
图2-8
第五步:也是最后一步,为方案three.sdy选择分析序列“充填+保压”并执行分析,生成如下温度的结果,见图2-9.可以看到该结果包含第一射与第二射的温度结果。
图2-9
同时可以看到一射和二射接触面熔合区域及二射和三射接触面熔合的区域,见图2-10
图2-10
四、共注射成型
共注射成型又称夹芯注射,是多色成型的一种,它是一种连续工序,通过特殊设计的喷嘴或歧管将表层和芯层两种材质相继注入模穴。该工序首先注入表层成分(组分A)来填充部分型腔,接着用芯层材料(组分B)继续填充型腔,最后再次注入表层材质(组分A)。它的特点是只有一个型腔,多个炮筒。如果两个组分的料颜色差异较大,整个产品表现为夹心状(如三明治)。
第一步:划分产品网格,需要选择网格类别为中性面,注意在执行共注射分析时,仅支持中性面的网格。如图3-1
图3-1
第二步:选择材料,第一组分的材质及第二组分的材质。然后分别设定两个组分的工艺条件。比如第一组分的A料充满型腔的40%,然后注入第二组分B料,B料注射到80%时再次切换回A料。流道系统建好,工艺条件设定好以后,执行分析。如图3-2
图3-2
第三步:查看结果,聚合物A料和B料在产品中的排布,A、B两种料用红蓝两种颜色区分,可以拉动控制器,查看任何厚度上A、B两种料的分布情况。见图3-3

图3-3
五、总结
本节主要讲述了Moldflow在多色注塑成型当中的应用,在软件里怎么样去去创建模型,设置工艺参数,成功执行分析。多色注塑的成型,工艺上都比较复杂,成型时会出现各种各样的问题,如两个产品熔合得不好,二射将一射烫花,变形过大等等,其实很多的成型问题都可以通过Moldflow来模拟分析,借助软件将问题提前预测出来,将问题可视化量化,从而帮助我们提前将问题解决。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















