















































软件

产品


适用版本:NX
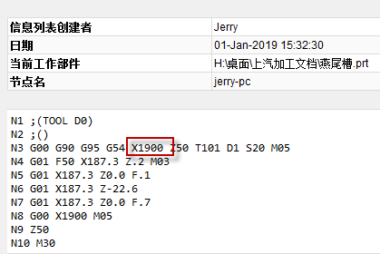
在NX车削中,因为毛坯直径不一样,所以车刀在开始加工时候的位置也需要不一样,如图1所示X1900用户需要根据毛坯大小确定这个值,如何在NX中自定义这个值?
图1
在NX中可以通过指定出发点来控制,但是某些用户感觉在这里设置不直观都是通过点位指定,用户希望通过对话框的方式输入数值,所以在这里可以通过设置用户自定义事件来处理,下面介绍如何进行操作。
首先创建一个启用UDE编辑器的车削后处理文件,如图2所示。

图2
在机床控制里面创建一个用户自定义的机床事件,如图3所示。

图3
在创建的用户自定义事件里面添加整数选项栏,在添加的整数选项里面设置参数标签和变量名称,如图4所示。
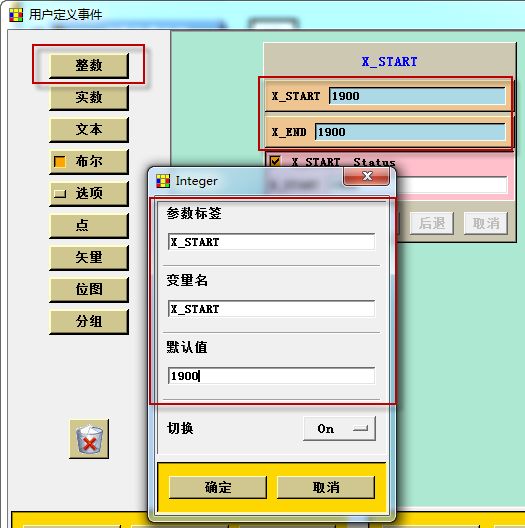
图4
在程序初始移动位置添加一个custom_command 在里面输入如下内容:
global mom_X_START X
if { [info exists mom_ X_START] } {
set X $mom_ X_START
} else {
set X 2000
}
MOM_output_literal “G00 G90 G95 G54 X$X Z50 S15 M05”
结果如图5所示。
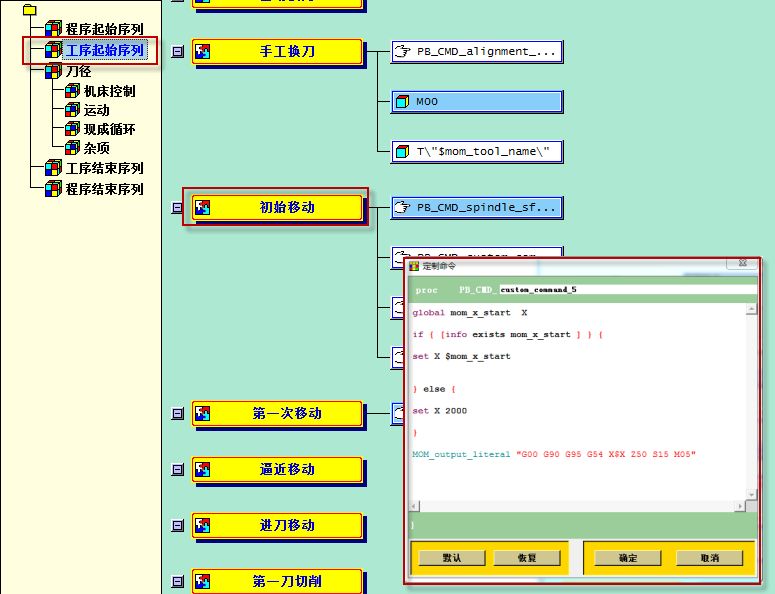
图5
确定后保存后处理。
在使用时,需要在程序节点添加X_START开始事件,如图6所示。
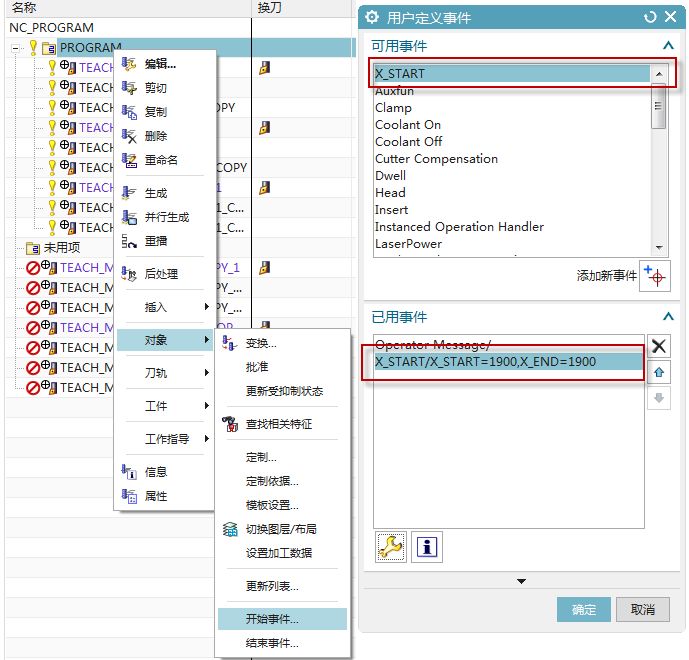
图6
添加好后,进行后处理即可处理出需要的结果,如图7所示。
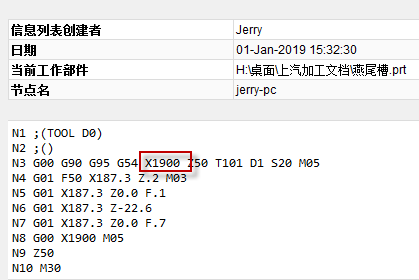
图7
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















