















































软件

产品



适用版本:NX
在车削加工中,轴类零件上通常会有各类工艺性退刀槽,如螺纹退刀槽和需要进行安装轴承部位的轴承挡圈槽,如图1所示。
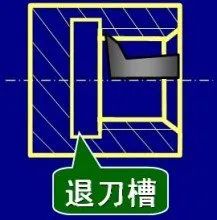

图1
这类槽在进行工艺安排的时候通常会安排在最后进行加工,因为粗车刀不利于对这样的槽进行车削。使用NX编程,一般通过变换模式里面的省略功能来处理,如图2所示:省略功能打开前和打开后的刀路对比。
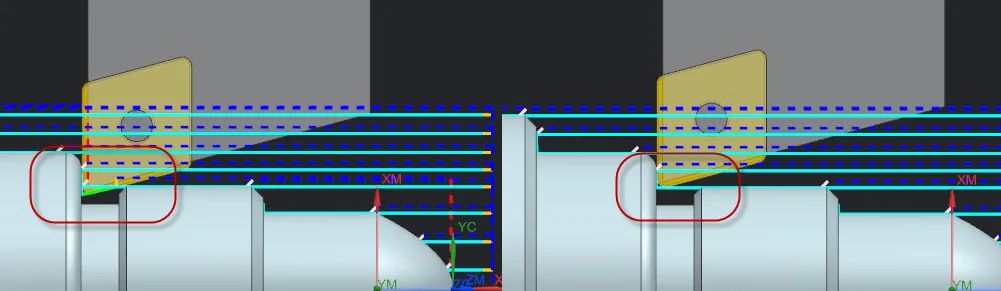
图2
但是在有些情况下单纯的通过忽略功能又会把需要加工的部位的刀路给省略掉,如图3所示。
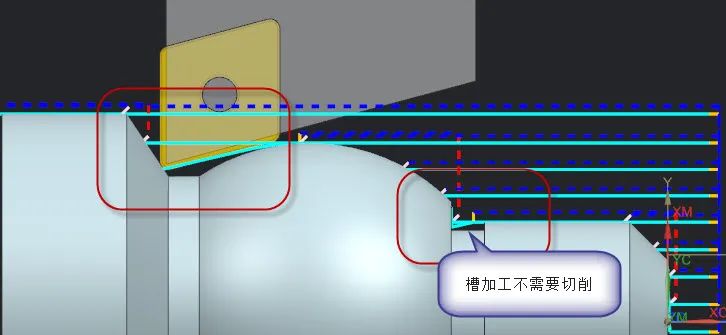
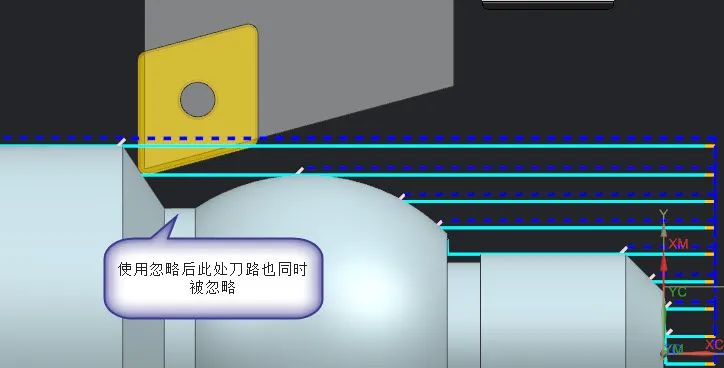
图3
那么忽略退刀槽部分的同时又要保证后面的部分被加工,该如何处理?这可以通过切削区域的功能来控制,如图4所示。
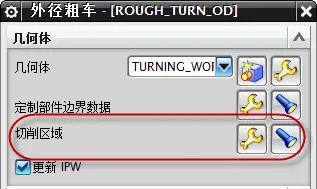
图4
打开切削区域对话框,通过修剪点功能定义两个修剪点,如图5所示。
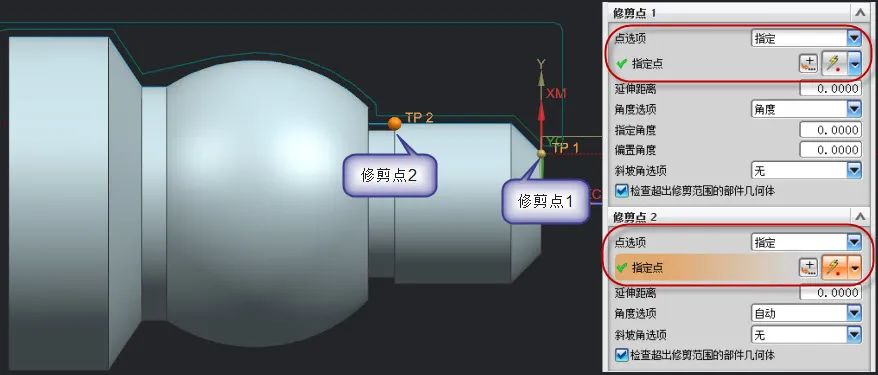
图5
计算刀路,生成满足工艺要求的刀路,如图6所示。

图6
如果设置“修剪点”后系统判定的切削区域仍不能满足要求,可以继续设置“角度选项”,以达到进一步控制切削区域的目的。另外修剪点功能还可对刀路进行进一步控制,如图7所示。
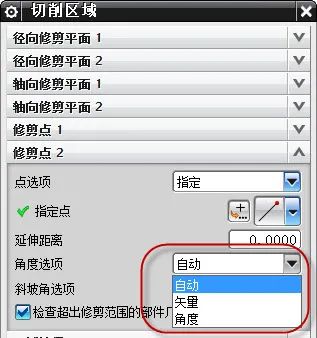
图7
默认角度选项使用的是自动,系统把工件边界和修剪点切向之间的夹角作为自动设置的角度,如果把角度选项改成90度后将会以修剪点为基点,以WCS的XC轴(正向)为基准边,逆时针旋转,其方向是从工件指向毛坯,进行修剪切削区域,如图8所示。
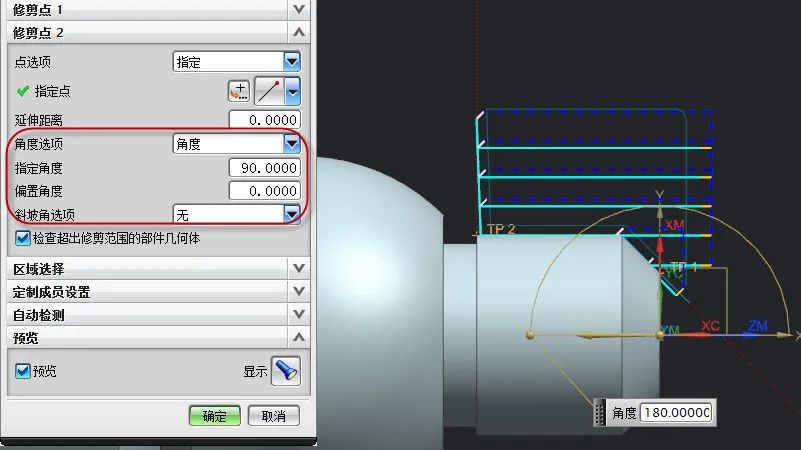
图8
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















