















































软件

产品



适用版本:NX6.0以上版本
使用CAM软件编程大多情况下输出的是刀具中心运动轨迹,软件根据模型的轮廓自动计算刀具中心运动轨迹,也就是软件自动完成了工件轮廓上补偿刀具半径的计算,这种方式比较智能,用户编程时只需要选择好刀具,便不用考虑半径补偿的问题,然而这种智能化的解决方案在精加工的时候却存在问题,因为刀具中心运动轨迹生成的NC代码中没有半径补偿G41/G42,在精加工中调整加工尺寸就得反复的调整刀路、输出程序来保证加工精度,极其麻烦。NX CAM在设计之初就考虑到了刀具半径补偿的问题,既支持刀具中心轨迹编程,也支持刀尖轨迹编程,本文就为大家介绍一下这两种编程方式在NX软件中的应用方法。
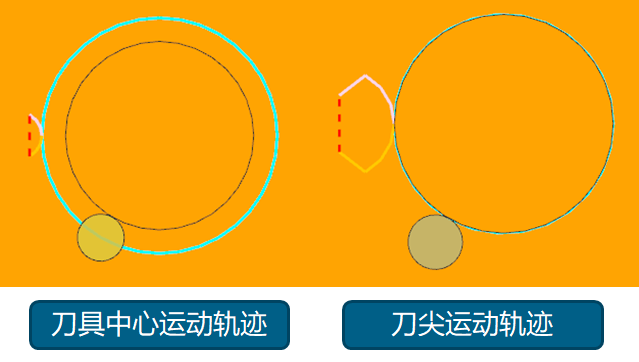
图1
刀具半径补偿编程一般用于精加工,因此在NX软件在非切削移动的【更多】选项卡中为用户提供了选择方式。如图2所示
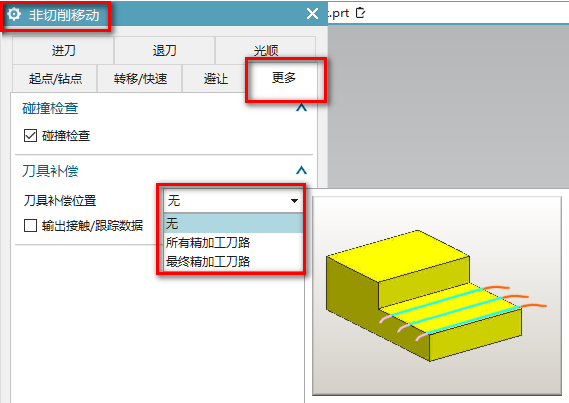
图2
在编写精加工刀具轨迹的时候,在刀具补偿参数中选择【所有精加工刀路】,软件就会自动计算补偿数据,同时如果你的后处理支持刀具半径补偿功能,程序中就会自动生成G41/G42的补偿代码,程序尾的合适位置也会自动出现G40取消补偿。如图3所示:
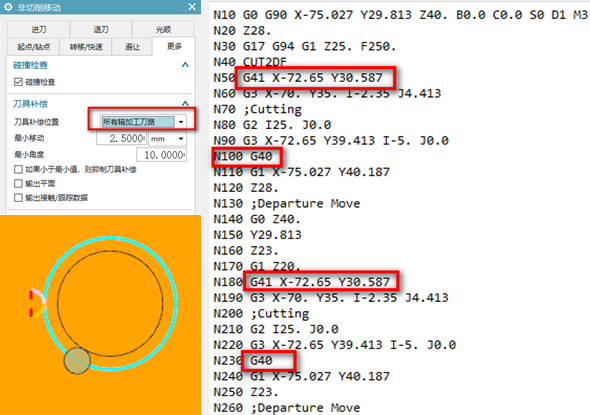
图3
如图3所示,添加刀具半径补偿功能后实现了程序中G41/G42和G40的自动输出,刀具轨迹仍然是刀具中心轨迹,想要输出刀尖轨迹,就需要勾选【输出接触/跟踪数据】如图4所示:
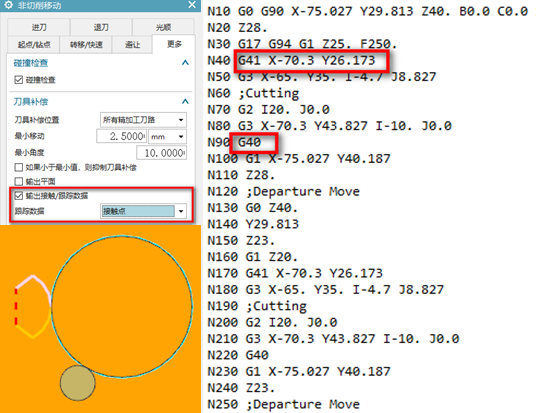
图4
加工中的刀具半径补偿与刀具参数是有关系的,因此必须搞清输出刀具中心轨迹和输出刀尖轨迹时刀具参数的设置方法,输出刀具中心轨迹的时候,软件已经自动将刀具半径数据计算进去了,因此刀具表中刀具的半径补偿值应设置为0;而输出刀尖轨迹的时候软件没有自动计算刀具半径,因此刀具表中半径补偿值应设置为实际刀具的半径值。
刀具半径补偿在实际使用时经常会遇到一些问题,比如用较大的刀具铣削较小的内轮廓时,程序上机后会出现刀具半径过大的报错,程序无法执行。这个问题的主要原因就是刀具半径补偿功能需要在刀具接触工件之前的轨迹中就运到补偿的位置,而你的刀具半径太大,刀具在接触工件之前的运动轨迹太短,无法实现补偿动动,这个问题可以用NX的输出刀具中心轨迹的方法去解决,因为这种方式下刀具表中的半径补偿数据设置为0,再短的运动轨迹都可以实现补偿。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















