















































软件

产品



适用版本:NX8.0以上
NX软件车床编程默认的切断加工轨迹是一条直线,这不是理想的加工状况。因为一条直线轨迹加工时,刀刃三面都受力,刀具容易抖动且排屑困难。本文提供一种方法,车床工件切断时径向和轴向都分层加工,如下图1,工件的轴向分两层加工,工件的径向每层切削深度为5MM,这样的刀轨既不容易夹刀,也容易排屑。
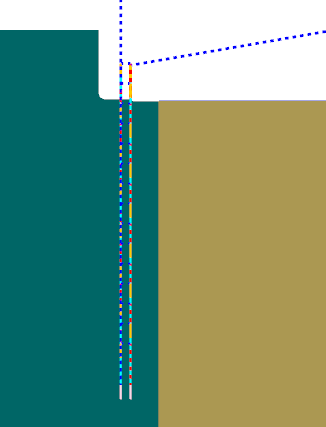
图1
具体操作方法
创建工序,选择“部件分离”的加工策略。如下图2所示。
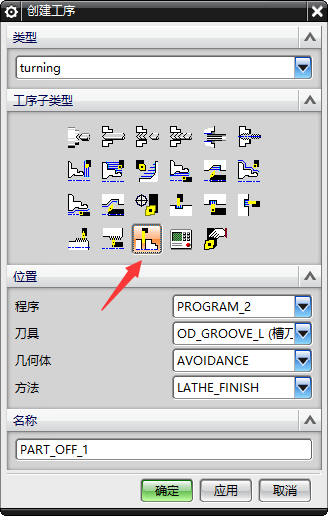
图2
在图3所示的对话框中选择“往复插削”策略,然后打开“切削区域”对话框。
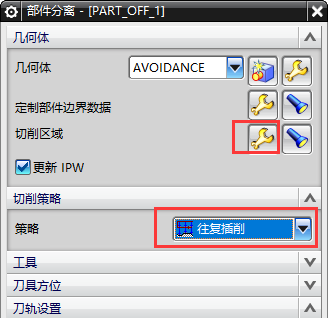
图3
如图4所示,用两个轴向修剪平面加一个径向修剪平面确定切断加工的范围,径向修剪平面需要超过工件旋转中心,以保证工件能被完全切断。

图4
切削区域确定后,回到对话框主窗口,找到“更多”,在层深度模式里选择“指定”,层深度输入5MM,如下图5所示。
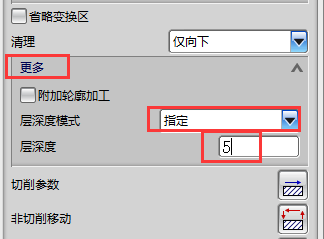
图5
因为刀轨在轴向分了两层加工,必须保证深度最后一层加工时刀具是在加工工件这一侧,如下图6所示,不然工件被切断后,断口处会有残料。图6所示的加工效果是由加工方向决定的,在主窗口找到“方向”选项,在下拉列表里选择“反向”。至此,所有编程参数设定完毕,生成刀路后,即可见如图1所示刀轨效果。
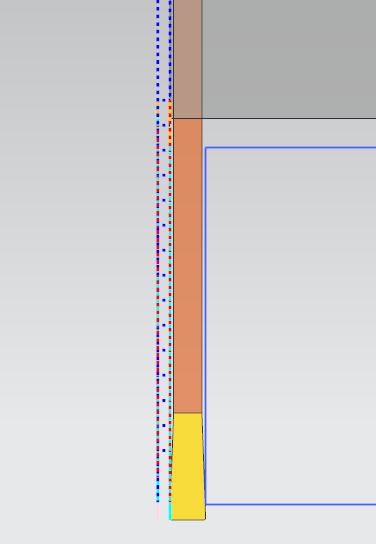
图6
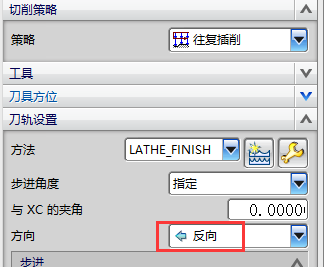
图7
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















