















































软件

产品



适用版本:NX7.5以上
在NX铣削加工中,应用圆弧退刀方式较为常见,该方式大多应用在精加工刀路上,较常见爬面加工和精铣侧壁轮廓两种情况。圆弧退刀既能保证刀路安全离开工件表面,同时也能够保证刀具光顺离开,除此以外,圆弧退刀还可以实现刀路延伸,以下图为例:
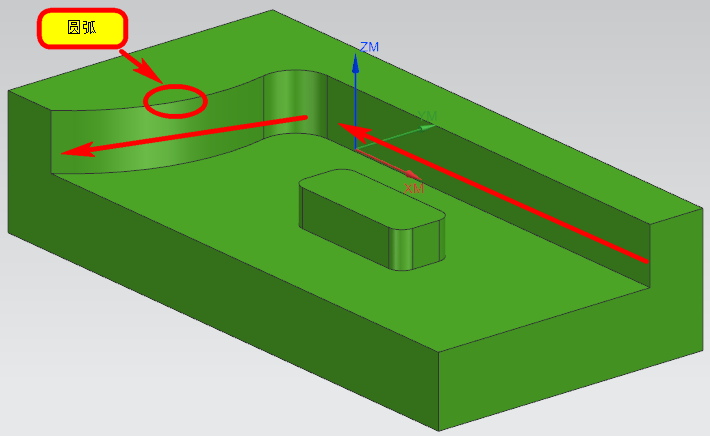
图1
加工图1中箭头所示侧壁部分,应用平面铣中的轮廓加工策略,刀具以顺铣方式按照图示箭头方向从右至左完成走刀,刀路默认进退刀设置为线性方式,结果如下:
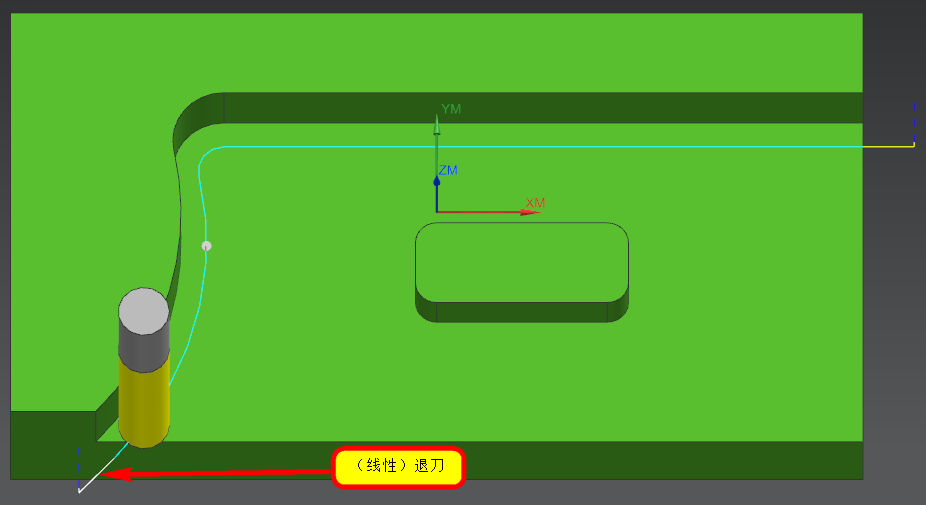
图2
图2生成刀路,线性退刀生成NC代码为G01模式,即延伸部分(白色轨迹)为侧壁圆弧切向线性延伸结果,该刀路相对中规中矩,如果需要精益求精的话,更好能够把延伸部分的退刀轨迹变成与前面的圆弧一致。
改变退刀方式为圆弧退刀,生成刀路结果如下:
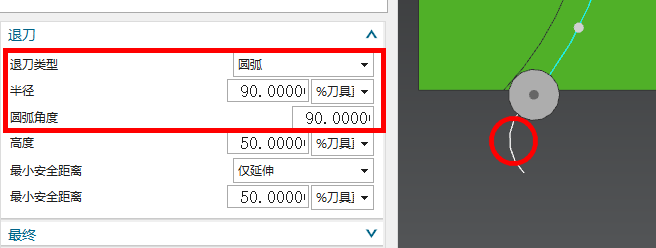
图3
图3所得刀路并非圆弧侧壁延伸结果,此时需要调整退刀圆弧设置参数,改变圆弧半径和圆弧方向,退刀半径设置轮廓半径值72.5mm(该值为侧壁圆弧半径),圆弧方向在圆弧角度中体现,正负决定其顺、逆时针方向。
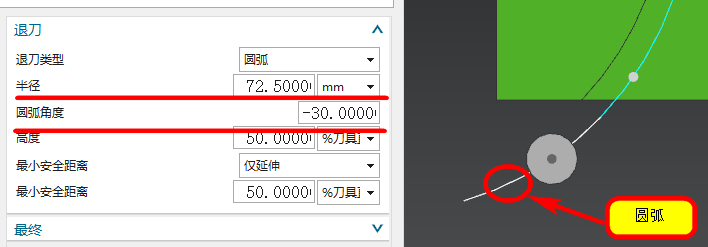
图4
为验证图4生成刀路的退刀圆弧是否符合需要,画一个半径为72.5mm的圆,并增加退刀圆弧角度:
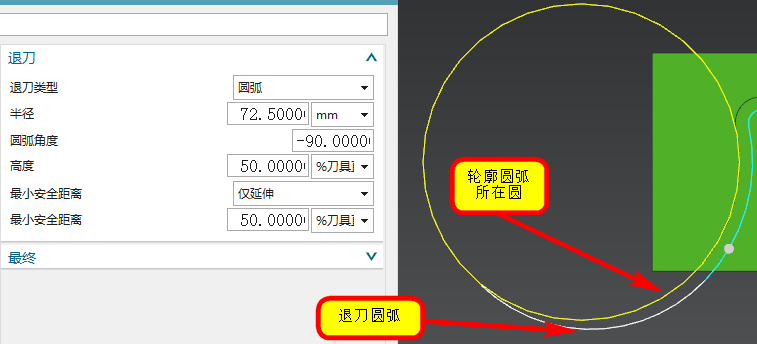
图5
从图5结果看出,退刀圆弧半径设为为72.5mm时,所得刀路结果与侧壁轮廓圆弧半径不一致,因此,改变该值为“轮廓圆弧半径+刀具半径”即可,刀具半径为5mm,重新计算生成结果如下:
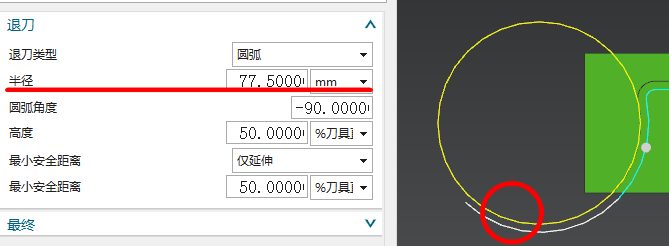
图6
总结,圆弧退刀不仅可以安全退刀,还可以通过改变参数实现圆弧延伸刀路。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















