















































软件

产品


塑胶产品在设计上通常会为了能够轻易的使产品由模具脱离出来而需要在边缘的内侧和外侧各设有一个倾斜角”出模角〔。若然产品附有垂直外壁并且与开模方向相同的话,则模具在塑料成型後需要很大的开模力才能打开,而且,在模具开启後,产品脱离模具的过程亦相信十分困难。要是该产品在产品设计的过程上已预留出模角及所有接触产品的模具零件在加工过程当中经过高度抛光的话,脱模就变成轻而易举的事情。因此,出模角的考虑在产品设计的过程是不可或缺的。
因注塑件冷却收缩後多附在凸模上,为了使产品壁厚平均及防止产品在开模後附在较热的凹模上,出模角对应於凹模及凸模是应该相等的。不过,在特殊情况下若然要求产品於开模後附在凹模的话,可将相接凹模部份的出模角尽量减少,或刻意在凹模加上适量的倒扣位。
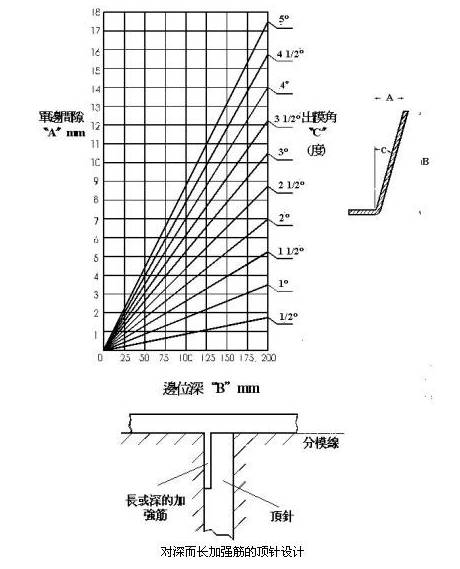
出模角的大小是没有一定的准则,多数是凭经验和依照产品的深度来决定。此外,成型的方式,壁厚和塑料的选择也在考虑之列。一般来说,高度抛光的外壁可使用 1/8 度或 1/4 度的出模角。深入或附有织纹的产品要求出模角作相应的增加,习惯上每 0.025mm 深的织纹,便需要额外 1 度的出模角。出模角度与单边间隙和边位深度之关系表,列出出模角度与单边间隙的关系,可作为叁考之用。此外,当产品需要长而深的肋骨及较小的出模角时,顶针的设计须有特别的处理,见对深而长加强筋的顶针设计图。
出模角度与单边间隙和边位深度之关系表
不同材料的设计要点
ABS一般应用边 0.5°至 1°就足够。有时因为抛光纹路与出模方向相同,出模角可接近至零。有纹路的侧面需每深0.025mm(0.001 in)增加 1°出模角。正确的出模角可向蚀纹供应商取得。
LCP
因为液晶共聚物有高的模数和低的延展性,倒扣的设计应要避免。在所有的肋骨、壁边、支柱等凸出膠位以上的地方均要有最小0.2-0.5°的出模角。若壁边比较深或没有磨光表面和有蚀纹等则有需要加额外的 0.5-1.5°以上。
PBT
若部件表面光洁度好,需要1/2°最小的脱模角。经蚀纹处理过的表面,每增加0.03mm(0.001 in)深度就需要加大 1°脱模角。
PC
脱模角是在部件的任何一边或凸起的地方要有的,包括上模和下模的地方。一般光华的表面1.5°至 2°已很足够,然而有蚀纹的表面是要求额外的脱模角,以每深0.25mm(0.001 in)增加 1°脱模角。
PET塑胶成品的肋骨,支柱边壁、流道壁等,如其脱模角能够达到0.5°就已经足够。
PS
0.5°的脱模角是极细的,1°的脱模角是标准方法,太小的脱模角会使部件难于脱离模腔。无论如何,任何的脱模角总比无角度为佳。若部件有蚀纹的话,如皮革纹的深度,每深0.025mm 就多加 1°脱模角。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















