















































软件

产品


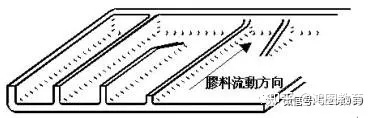
加强筋是塑胶部件中不可或缺的功能性结构。它的作用原理类似于"工"字铁——在不大幅增加截面面积的前提下,显著提升产品的刚性与强度。与"工"字铁不同的是,加强筋不会产生倒扣,不会给注塑成型带来脱模困难,因此在承受压力、扭力、弯曲载荷的塑胶产品中应用极为广泛。此外,加强筋还可兼作内部流道,引导熔体填充支节部位,对模腔充填有很大帮助。
布置原则:加强筋通常设置在产品的非接触面,其延伸方向应与最大应力和最大变形方向一致,以获得最佳的力学效果。位置选择还需兼顾模腔充填、缩水控制及脱模可行性等生产因素。
长度与末端处理:加强筋可贯穿产品全长,两端连接外壁;也可仅覆盖局部区域,针对性增强特定部位的刚度。若加强筋未连接至外壁,末端不应 abrupt 截断,而应逐步降低高度直至消失。这一处理能有效避免困气、填充不满及烧焦痕等缺陷,这些问题常见于排气不良或封闭区域,设计时务必重视。
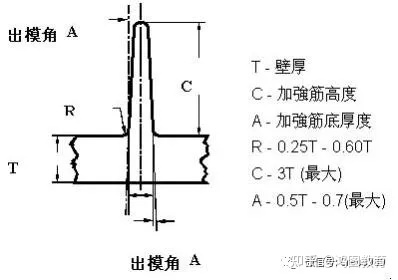
加强筋一般的设计
加强筋最简单的形状是一条长方形的柱体附在产品的表面上,不过为了满足一些生产上或结构上的考虑,加强筋的形状及尺寸须要改变成如以下的图一般。

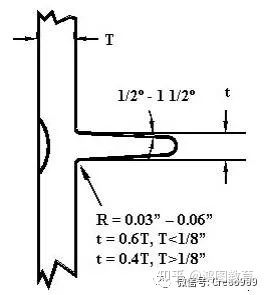
长方形的加强筋必须改变形状使生产更容易
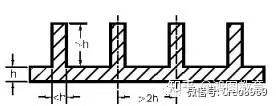
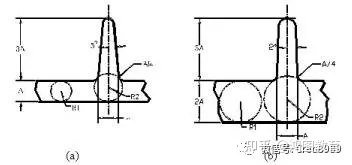
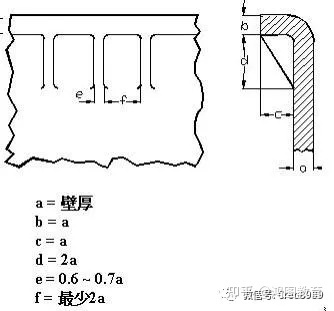
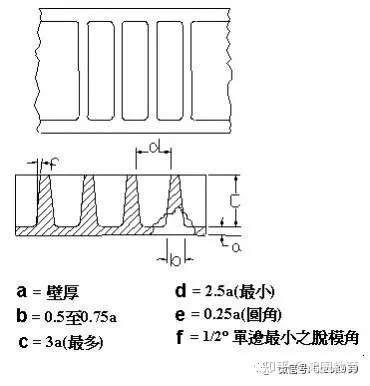
加强筋的两边必须加上出模角以减低脱模顶出时的摩擦力,底部相接产品的位置必须加上圆角以消除应力集过份中的现象,圆角的设计亦给与流道渐变的形状使模腔充填更为流畅。此外,底部的宽度须较相连外壁的厚度为小,产品厚度与加强筋尺寸的关系图a说明这个要求。图中加强筋尺寸的设计虽然已按合理的比例,但当从加强筋底部与外壁相连的位置作一圆圈R1时,图中可见此部份相对外壁的厚度增加大约50%,因此,此部份出现缩水纹的机会相当大。如果将加强筋底部的宽度相对产品厚度减少一半(产品厚度与加强筋尺寸的关系图b),相对位置厚度的增幅即减至大约20%,缩水纹出现的机会亦大为减少。由此引伸出使用两条或多条矮的加强筋比使用单一条高的加强筋较为优胜,但当使用多条加强筋时,加强筋之间的距离必须较相接外壁的厚度大。加强筋的形状一般是细而长,加强筋一般的设计图说明设计加强筋的基本原则。留意过厚的加强筋设计容易产生缩水纹、空穴、变形挠曲及夹水纹等问题,亦会加长生产周期,增加生产成本。
产品厚度与加强筋尺寸的关系
除了以上的要求,加强筋的设计亦与使用的塑胶材料有关。从生产的角度看,材料的物理特性如熔胶的黏度和缩水率对加强筋设计的影响非常大。此外,塑料的蠕动(creep)特性从结构方面来看亦是一个重要的考虑因数。例如,从生产的角度看,加强筋的高度是受制於熔胶的流动及脱模顶出的特性(缩水率、摩擦系数及稳定性),较深的加强筋要求胶料有较低的熔胶黏度、较低的摩擦系数、较高的缩水率。另外,增加长的加强筋的出模角一般有助产品顶出,不过,当出模角不断增加而底部的阔度维持不变时,产品的刚性、强度,与及可顶出的面积即随着减少。顶出面积减少的问题可从在产品加强筋部份加上数个顶出凸块或使用较贵的扁顶针得以解决,同时在顶出的方向打磨光洁亦有助产品容易顶出。从结构方面考虑,较深的加强筋可增加产品的刚性及强度而无须大幅增加重量,但与此同时,产品的最高和最低点的屈曲应力(bending stress)随着增加,产品设计员须计算并肯定此部份的屈曲应力不会超出可接受的范围。
从生产的角度考虑,使用大量短而窄的加强筋比较使用数个深而阔的加强筋优胜。模具生产时(尤其是首办模具):加强筋的阔度(也有可能深度)和数量应尽量留有馀额,当试模时发觉产品的刚性及强度有所不足时可适当地增加,因为在模具上去除钢料比使用烧焊或加上插入件等增加钢料的方法来得简单及便宜。
加强筋增强塑胶件强度的方法
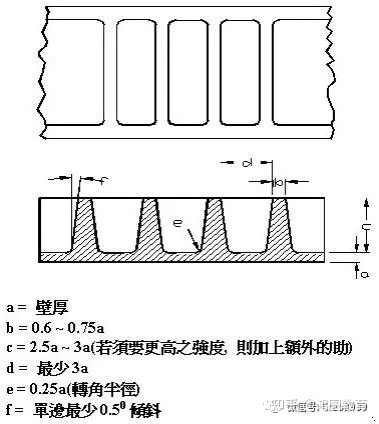
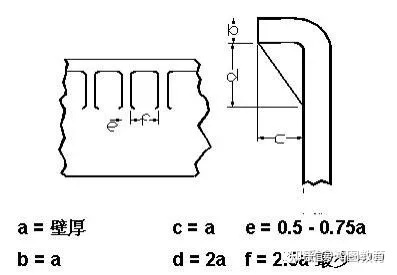
以下是加强筋被置於塑胶部件边缘的地方可以帮助塑料流入边缘的空间。
置於塑胶部件边缘地方的加强筋
不同材料的设计要点
ABS
减少在主要的部件表面上出现缩水情形,肋骨的厚度应不可是相交的胶料厚度的50%以上,在一些非决定性的表面肋骨厚度可最多到70% 。在薄胶料结构性发泡塑胶部件,肋骨可达相交面料厚的80%。厚胶料肋骨可达100%。肋骨的高度不应高於胶料厚的三倍。当超过两条肋骨的时侯,肋骨之间的距离应不小於胶料厚度的两倍。肋骨的出模角应介乎单边至以便於脱模容易。
ABS加强筋的设计要点
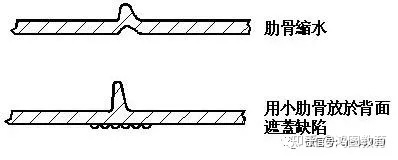
PA
单独的肋骨高度不应是肋骨底部厚度的三倍或以上。在任何一条肋骨的後面,都应该设置一些小肋骨或凹槽,因肋骨在冷却时会在背面造成凹痕,用那些肋骨和凹槽可以作装饰用途而消除缩水的缺陷。
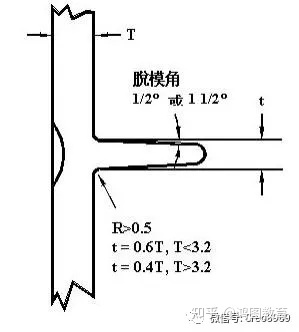
PBT
厚的肋骨尽量避免以免产生气泡,缩水纹和应力集中。方式的考虑是会限制了肋骨尺寸。在壁厚於3.2mm (1/8 in) 以下肋骨厚度不应超过壁厚的60%。在壁厚超过3.2mm的肋骨不应超过40%。肋骨高度应不超过骨厚的3倍。肋骨与胶壁两边的地方以一个0.5mm(0.02 in) 的R来相连接,使塑料流动畅顺和减低内应力。
PC
一般的肋骨厚度是取决於塑料流程和壁厚。若很多肋骨应用於补强作用,薄的肋骨是比厚的要好。PC肋骨的设计可叁考下图PS的肋骨设计要点。
PS
肋骨的厚度不应超过其相接壁厚的50%。经验告诉我们违反以上的指引在表面上会出现光泽不一现象。
PS置於中位的肋骨设计要点
PS置於边位的肋骨设计要点
PSU
肋骨是可以增强了产品的撞击强度和利用最经济的成本达致有效的结果。不良的设计是会使表面有收缩痕和非期望的撞击强度。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















