















































软件

产品


1、Lens
一般有三种方式: 塑胶透明镜片、装饰片、PET 薄片;也有部分产品 LCD直接外露。
1.1.塑胶透明镜片
1) 一般厚度为1.50mm 条件不足也可以是1.00mm;
注意:如果要丝印,尽量把丝印面做成平面;
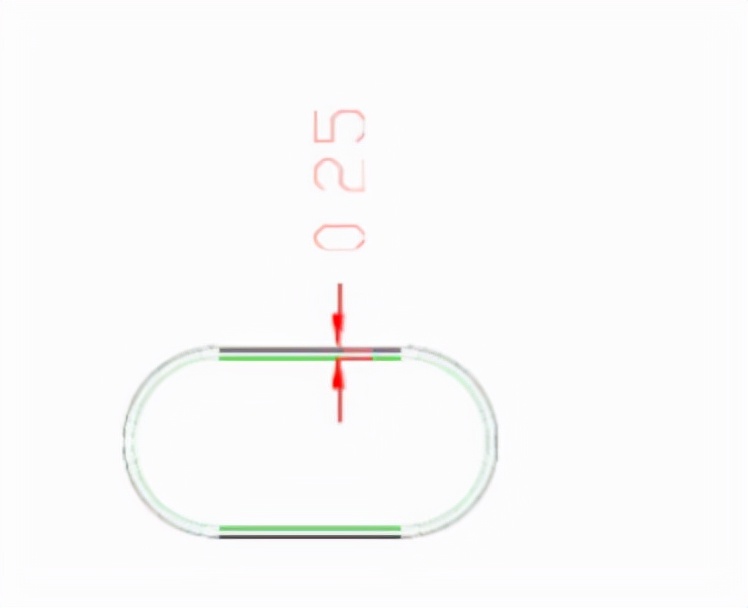
2)镜片要固定,通常用双面胶,双面胶需预留0.15-0.20mm 的间隙;
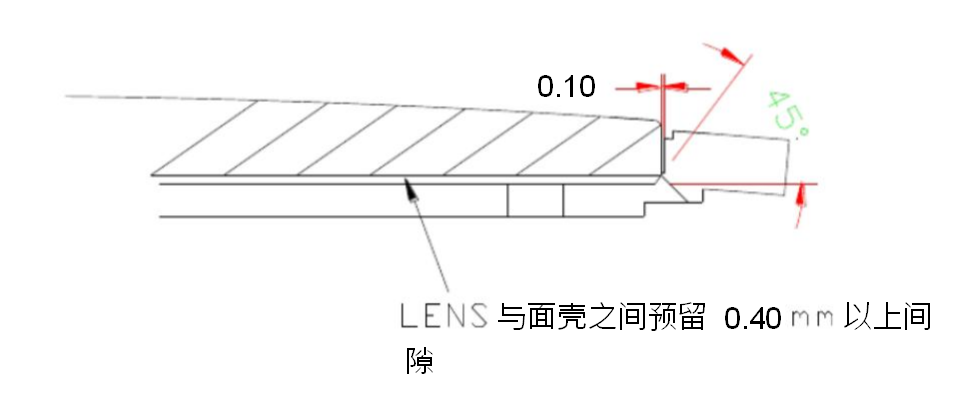
3)如果有防水要求,镜片可以用超声波焊接,不过结构上要预留超声波线间隙0.40mm以上。
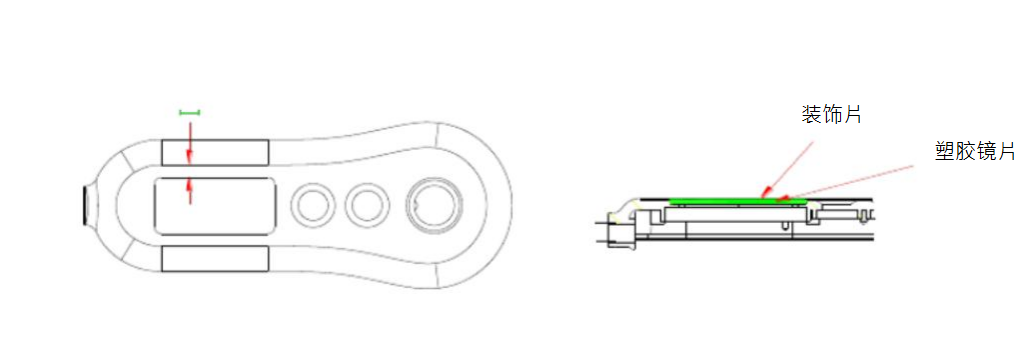
1.2.装饰片(PET、PC)
1) 一般采用0.30mm 厚的PET片,0.50mm的PC 片,表面丝印,背面背胶,冲裁成形。
2) PET 片的VA与面壳配合最窄处I为8mm,PC 片的VA与面壳的配合最窄处I为5mm;如果空间不足,那么在装饰片与面壳之间加镜片,以免用手按装饰片 VA ,使装饰片周边翘起。
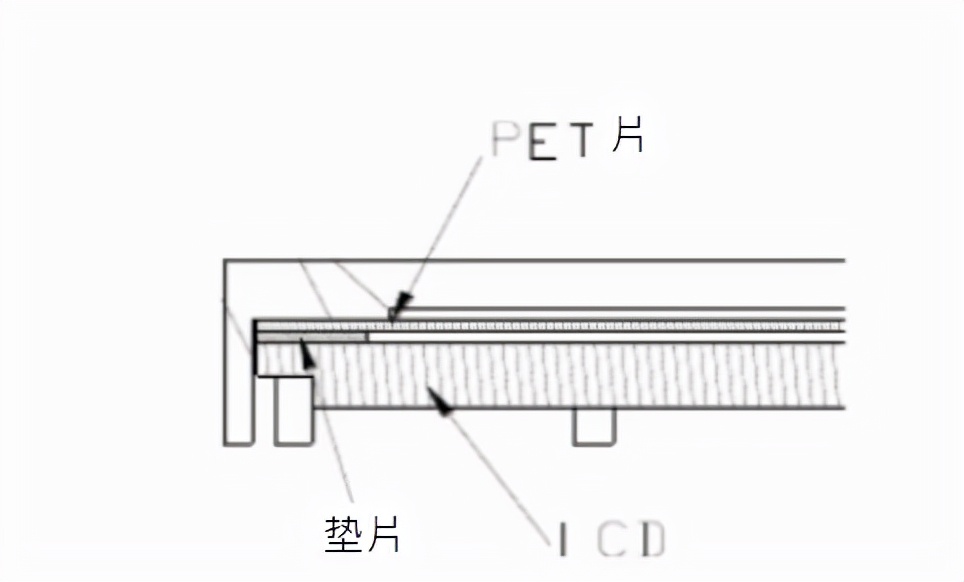
1.3.PET 透明薄片
一般采用0.40mm 厚的板料, 冲裁成形;薄片与LCD框留0.50mm 的间隙。
2.LCD
2.1.LCD通常做成方形,必要时可以切角,做成多边形;其厚度通常是2.00mm,跟据不同的情况可以做成 2.80mm 和1.60mm;
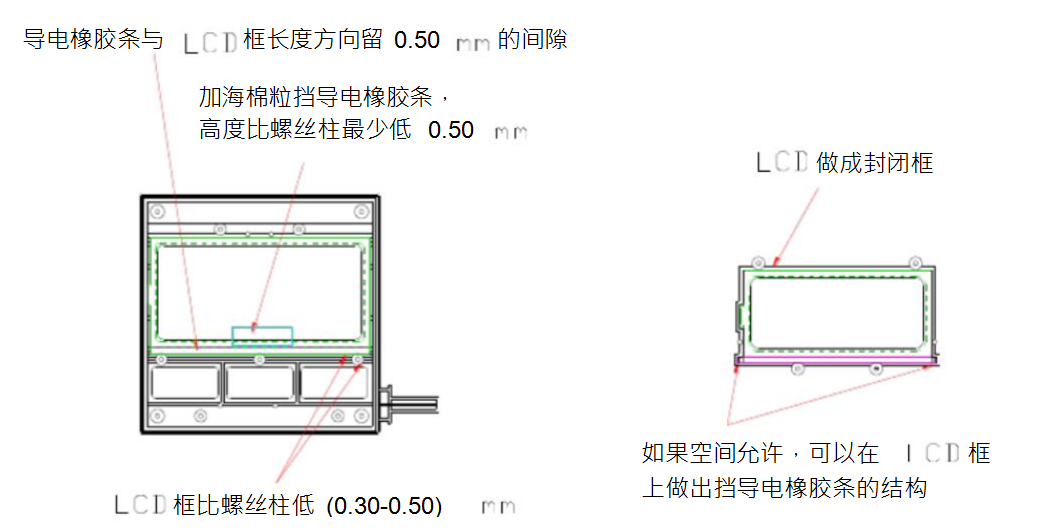
2.2.LCD与主板的连接方式常用为导电胶条和热压斑马纸:其中导电胶条要有预压量, 通常预压为0.30-0.40mm,预压量太少LCD容易缺划;预压量太大LCD容易被顶红。
1)导电橡胶条一般有YL(四面导通)和 YS (两面导通)两种;一般采用YS。
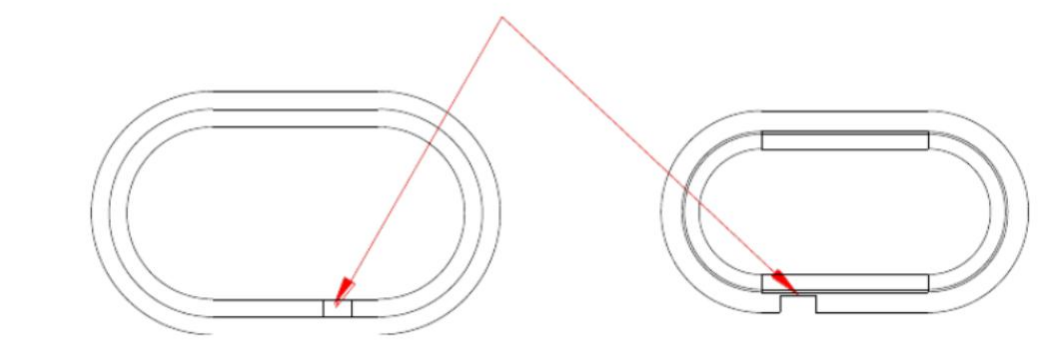
2)导电橡胶条与面壳、 LCD配合有以下两种方式:
2.3.热压斑马纸不需要预压,但成本较高,连接时要用热压啤机, PITCH脚位密的还要用精密热压啤机。
2.4.LCD与LENS不能直接贴合,贴合容易产生水纹,也有 LCD直接固定在LENS上的情况,通常在 LENS的VA显示区开一个凹槽, 间隙留足0.30mm;
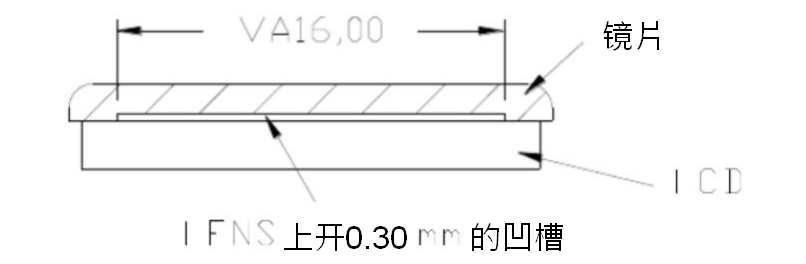
如果LENS 使用0.40mmPET薄片,那么LENS与LCD中间使用0.30-0.40mm 的PET垫片隔开。
2.5.通常LENS外装,LCD 内装,中间用面壳隔开,面壳局部胶厚至小1.00mm,LCD与LENS之间要保持洁净,通常做成封闭结构。
2.6.根据外观图提供的VA,来确定 LENS、面壳、LCD的VA;
如:外观图提供VA 为(a*b)mm,则LENS 的丝印VA 为(a*b)mm,面壳的VA为(a+0.5)*(b+0.5)mm,LCD 的VA为(a+1)*(b+1)mm ;保证LCD上不会露出黑边。
3.螺丝柱
3.1螺丝柱的结构直接影响到整机的装配效果和可靠性。
3.2螺丝柱的设计先要考虑整机受力情况,一般要求吃牙深度至少 3圈以上,孔内要预留容屑空间0.30mm以上。
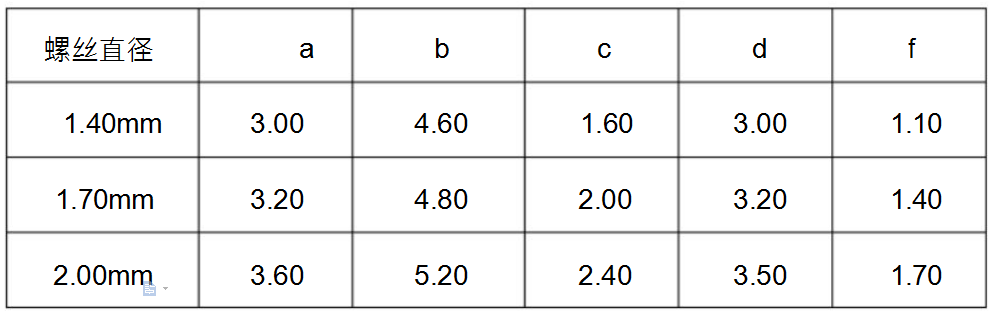
3.3小电子产品通常用1.40mm、1.70mm、 2.00mm的螺丝, 螺丝柱各部分尺寸如表所示;螺丝柱间距视需求而定,外观上尽量看不到螺丝,必要时可以做到电池门内或藏在易拆件的下面,也可以以扣位取代一侧的螺丝。
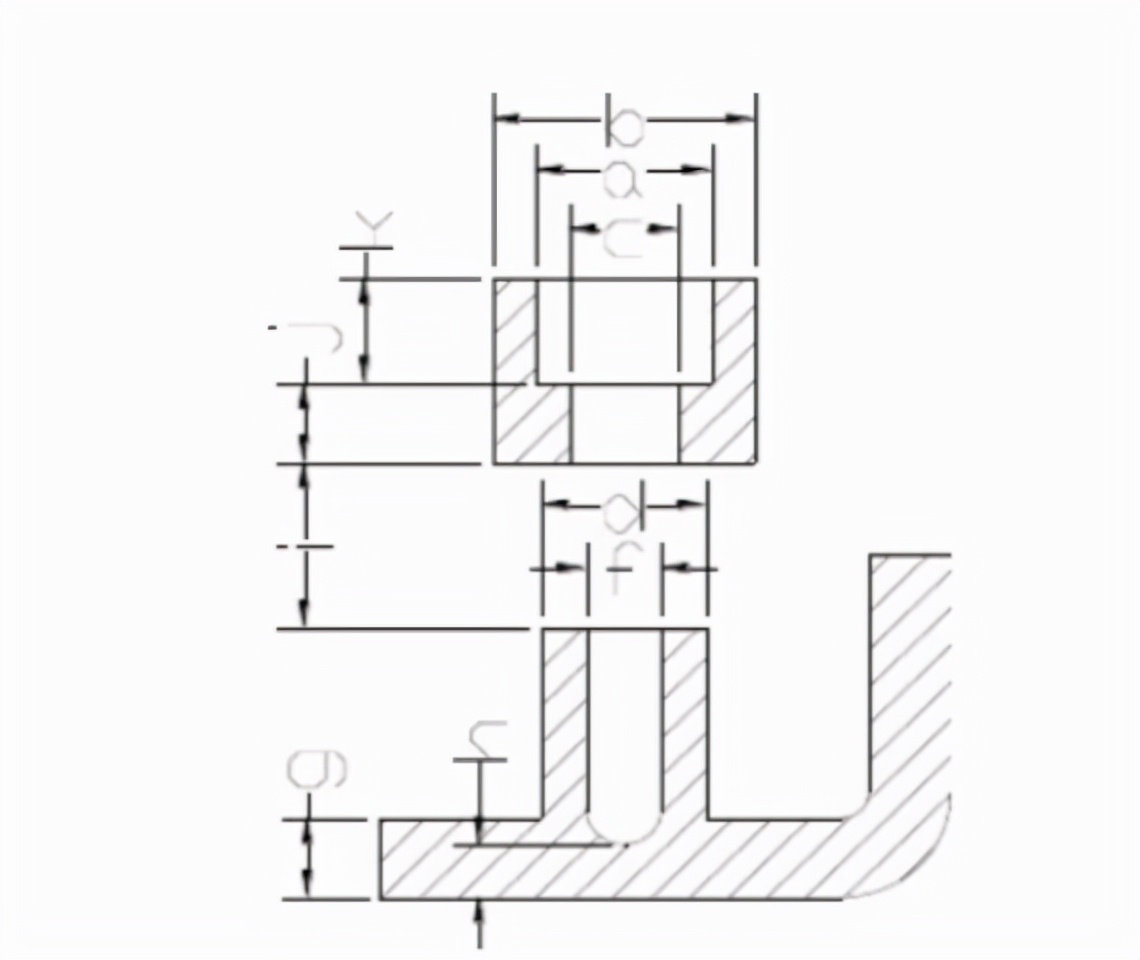
h=g-g*(1/3)防止螺丝柱底部缩水; i一般取(0-0.10)mm;j取(1.50-2.00)mm;k不低于1.50mm。
3.4 如果空间允许的话,长螺丝尽量做成尖头或破口螺丝;螺丝柱周围可以做些加强肋,可以改善受力,还能使注塑时走胶顺畅。
3.5在有发射和接收功能的电子元件旁边尽量避免使用螺丝固定。
3.6当螺丝柱在斜壁上时, 不宜将螺丝柱设计的太长, 因为如果螺丝柱太长,在啤塑的时候胶会把针冲变形,导至偏心,一边胶厚,一边胶薄。
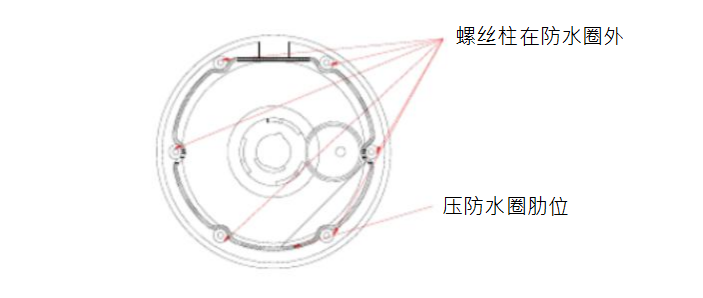
3.7如果产品需要防水,那么螺丝柱一定要做到防水槽外面,并在组装成品机后,在螺丝头上加胶水,防止螺丝反松;如果只要求防滴,那么螺丝柱可以做在防水圈内,但面底壳螺丝柱要紧配。
4.按键
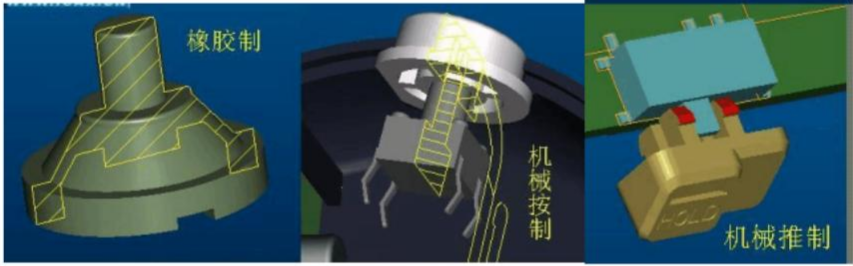
通常按键有窝仔片、橡胶按键、塑胶按键、机械按键、机械推制,可根据空间大小,行程要求,手感要求来选择。
4.1 窝仔片行程短,一般为0.20mm-0.50mm,金属材质,可靠性好,占用空间小,带脚的窝仔片可以配合PCB 上的通孔定位安装。
4.2橡胶按键行程长, 一般为1.00-1.50mm,最低也要有0.50mm,橡胶材质,可靠性不如窝仔片,占用空间大,优点是按键手感好,而且橡胶按键连成一片,容易组装。
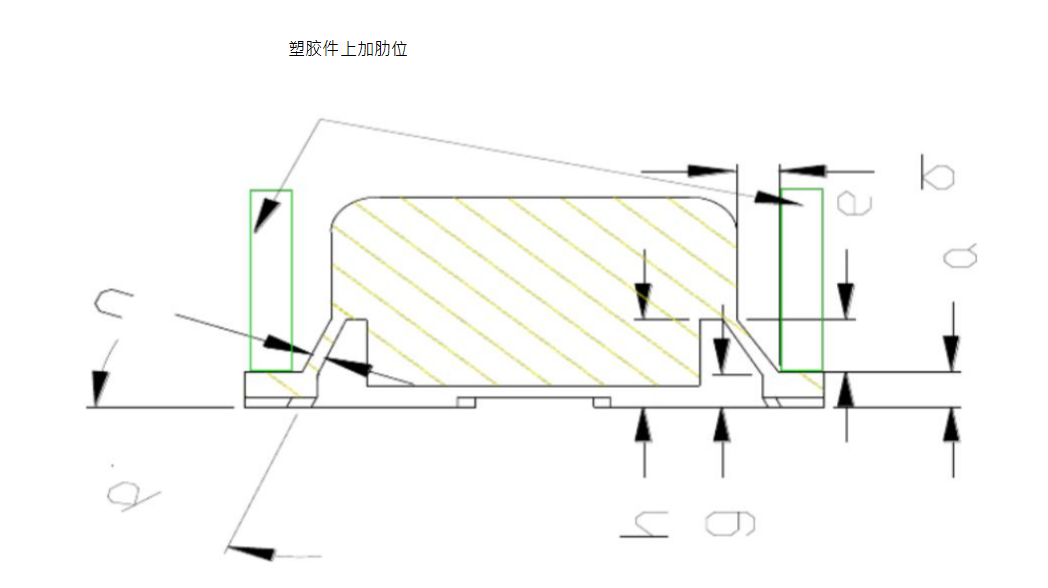
4.2.1RubberKey的设计
1) KeyPad厚度 a=1.0-1.50mm
2) KEY斜壁角设计时一般取d=45°,但跟据不同的情况可以作适当的更改。
3)斜壁厚 c=0.25-0.45mm。
4)斜壁在水平面上的投影 b,在垂直方向的投影e,设计时一般取 1.00mm,
最短不应小于 0.80mm。
5).参数 g≤a
6).参数h≤a+e
4.3Rubber的按键力要求:100±50g.
4.4在塑胶件上要加肋位压RubberKeyPad,如上图。
4.2.2导电接触点的常用方式
一般规格直径有:2.0、2.5、3.0、3.5、4.0、4.5、5.0、6.0、7.0、8.0。
4)碳点厚度
一般取0.5-0.6mm,太薄则阻值偏高。
4.2.3与胶件配合的结构设计
1) Keypad 与胶件配合间隙,取单边为0.30mm。
2)脱模角,胶件孔和KEY 的脱模角一般都取1.0°。
3)大Key设计,由于有些 Key太长,应设计为两个接触点。
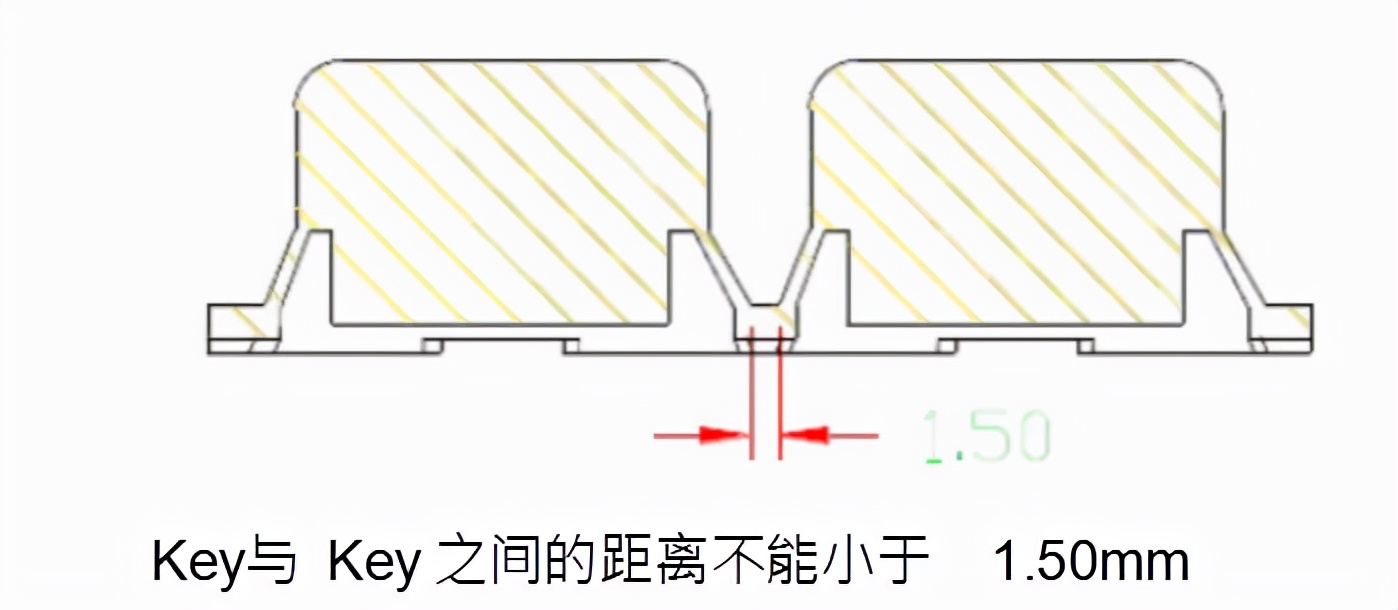
4)Key 之间的间距
4.3塑胶按键
一般配合窝仔片,RubberKey,机械按制,机械推制使用。
4.3.1塑胶按键与面壳之间留单边留0.25mm间隙。
4.3.2面壳和按键上要做防呆标志。
面壳上做肋位,按键上做缺口,防止按键装错、装反
4.3.3面壳的按键孔和按键一般做 1°拔模斜度。
4.4机械按键,其实里面还是金属窝仔片,性能和窝仔片差不多,但有辅助机构,按键手感比窝仔片容易调到最佳状态。
4.5机械推制,可以加推制帽使用,但挡位不容易控制,装配间隙不足都有可能影响挡位感。按键结构有一点要特别注意,按下去不能被卡住,应该可以顺利回弹;这种不良情况多出现在行程长的橡胶按键上,对策是加高按键深度,如行程为1.00mm的橡胶按键, 上面的塑胶按键要高出面壳表面 1.00mm 以上,如果塑胶按键帽高面壳不许超过1.00mm, 也可在面壳的下面起围骨加深,效果一样。
5. PCB结构
5.1一般小电子产品的 PCB: FR4 的厚度选用0.80mm, HB94选用1.00mm。
5.2如果 LCD和PCB用导电胶条连接的, 压导电胶条的螺丝之间的间距不要超过15.00mm,以免出现少划。
5.3 PCB上的按键位置是需要受力的,可以的话应尽量离螺丝柱和卡槽近点,必要时反面加支撑点。
5.4在PCB上布线是要条件和时间的,一般在建模时就提供初步的 PCB尺寸图, 给电子工程师试 LAY,以确定PCB 面积离要求不要相差太多;在结构设计的中间过程中,大元件和敏感元件的摆放也要和电子工程师进行沟通和协调, 做完所有机构后再出正式的PCB 尺寸图;
电子工程师LAY板的时候,结构这边在做手板,做完手板, PCB 打板也差不多回来了,正式装功能样板,把问题解决在前面,这样会节约许多时间。
5.5须注意静电保护,在有空间的情况下, PCB尽可能的远离边和孔,一般保证在1.50mm 以上。
6.底、面壳的配合
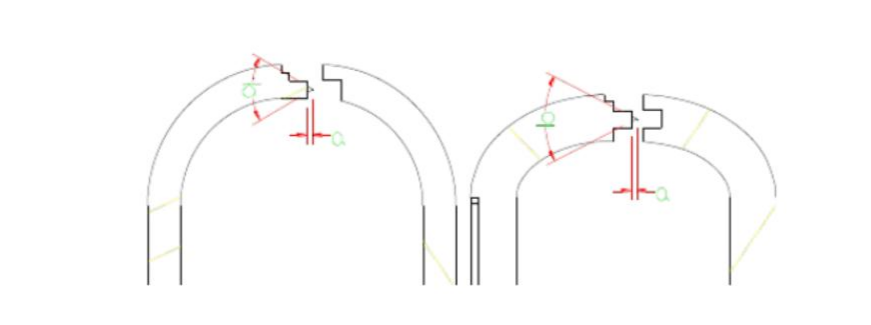
6.1底面壳采用止口配合,一般常用的止口有两种:标准止口和简化止口。
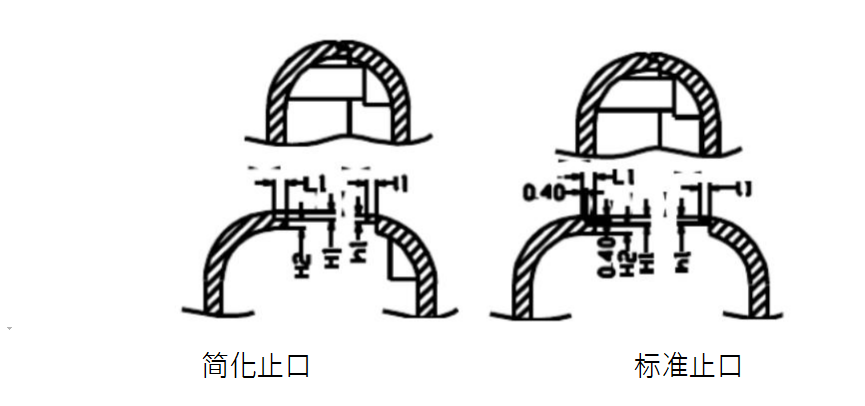
H2≥0.80mm H2 ≥0.80mm
H1-h1=0.10mm
L1-l1=0.40mm
H1-h1=0.10mm
L1-l1=0.40mm
6.2两种止口的比较:标准止口外形美观, 但在模具制造上相对来说较为复杂;而简化止口在模具制造上较为简单。对于外观上没有特别要求的产品,我们可以采用简化止品以降低模具成本。
6.3如果底面壳固定使用超声波熔接,那么在底面壳内使用定位柱, 使底面壳在超声波前不会错位。面底壳超声波结构一般采用以下两种设计方式: a=(0.3-0.4)mb=60°
6.4采用均匀壁厚设计,优先选用 ABS料,建议采用1.50-2.0mm的薄壁厚设计。如果要局部减胶,深度应小于该处壁厚的1/3,并辅以圆角过渡,以免出现熔接痕,影响表面质量。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















