软件

产品


导 读
目前,全球大部分丙烯来自于乙烯蒸汽裂解和炼油厂催化裂化的副产品。丙烷脱氢制丙烯技术(PDH)与其他烯烃生产技术相比,具有产品收率高、路线简单的优势,并可副产高附加值氢气。国内丙烷脱氢制丙烯装置大多采用进口丙烷为原料,本文采用炼油厂副产丙烷气进行丙烷脱氢制丙烯的工艺研究,考察反应温度、空速、载气、再生温度等对丙烷脱氢反应和再生性能的影响,获得适宜的丙烷脱氢工艺条件。
丙烷脱氢反应
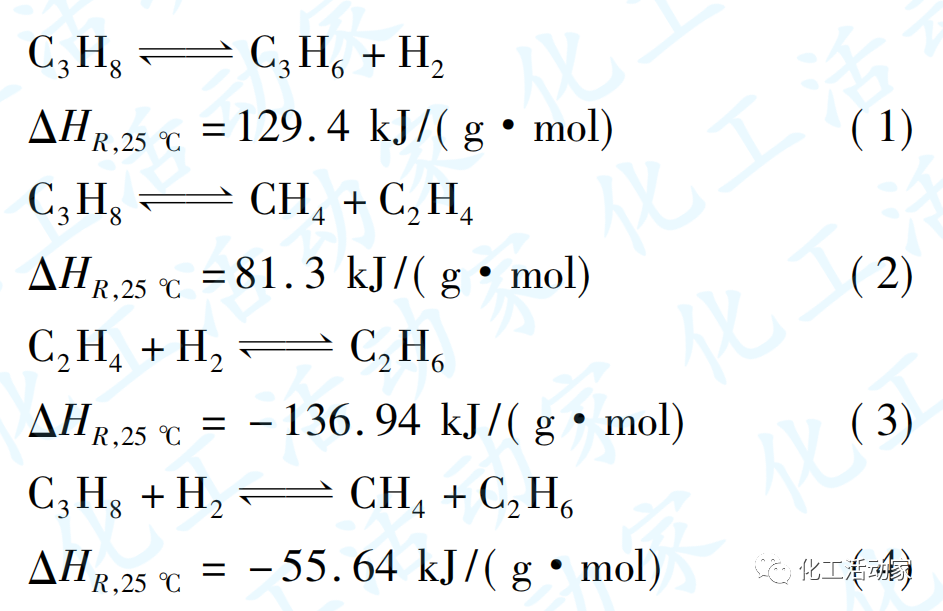
丙烷脱氢制丙烯是在催化剂的作用下丙烷脱去氢气生成丙烯,与热裂解反应相比,脱氢催化剂的使用降低了丙烷脱氢反应的活化能,使脱氢反应可以在较低温度下发生。反应过程中所涉及到的反应方程式如下,式(1)为主反应。
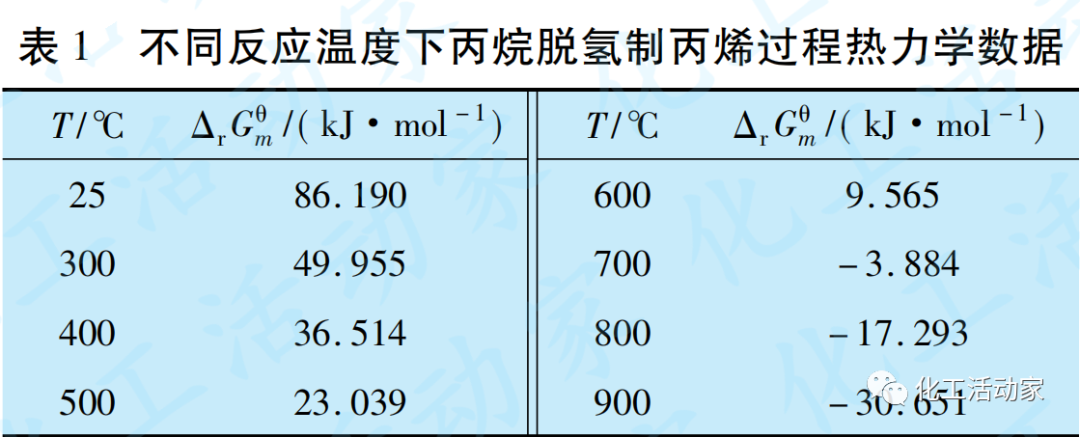
丙烷脱氢制丙烯反应在热力学上是强吸热、分子数增加的可逆反应,其转化率取决于热力学平衡。根据反应热力学数据(见表1)及吉布斯函数变ΔG与反应平衡常数的关系可知,该反应平衡常数随着温度的升高而增加,即便在高温下平衡常数仍很小,当反应温度高于650℃时ΔG为负值。
为使反应向脱氢方向进行,需在高温低压条件下进行,但温度过高时C-C键较C-H键更易断裂,导致丙烷的深度裂解和深度脱氢,副反应加剧,副产物增多,且高温会加速催化剂表面结焦,导致催化剂失活。因此有必要对反应条件和失活再生情况进行研究。
实验部分
01催化剂制备过程
选用氧化铝为载体,按等体积浸渍法配置浸渍液,浸渍液中包含Cr,K,Mg,Ce等金属元素;将配好的浸渍液缓慢滴加到载体中,浸渍一定时间,使元素充分均匀地负载在载体中;浸渍结束后,进行烘干去除水分,然后再进行高温焙烧,完成催化剂的制备。
02反应评价流程
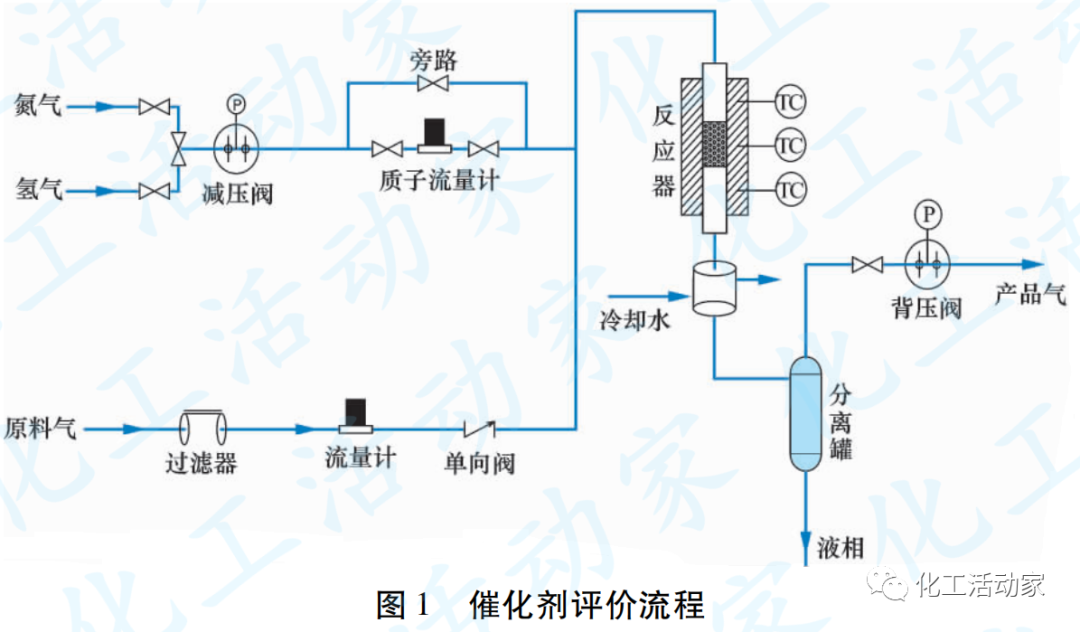
在10mL固定床评价装置上进行丙烷脱氢制丙烯的试验,工艺流程主要由进料单元、反应单元、产品分离单元3部分组成。通过对原料和尾气的分析获取丙烷转化率、丙烯选择性、丙烯收率等催化剂性能数据。工艺流程如图1所示。
03数据分析
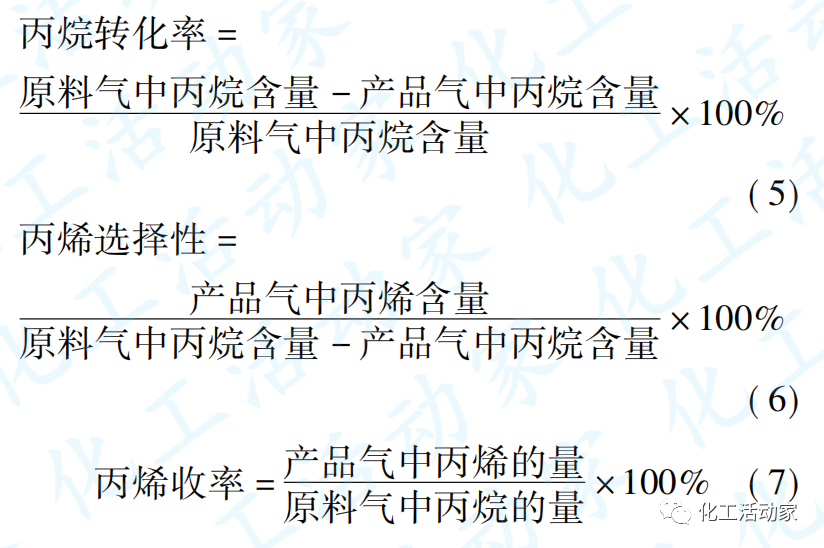
采用气相色谱仪分析产物,色谱柱为GDX103型,2mm×4mm,火焰离子化检测仪(FID)。根据反应前后物料和组成的变化,计算得到丙烷转化率、丙烯选择性、丙烯收率等催化剂性能数据。计算公式见式(5)~(7)。
结果与讨论
01反应温度
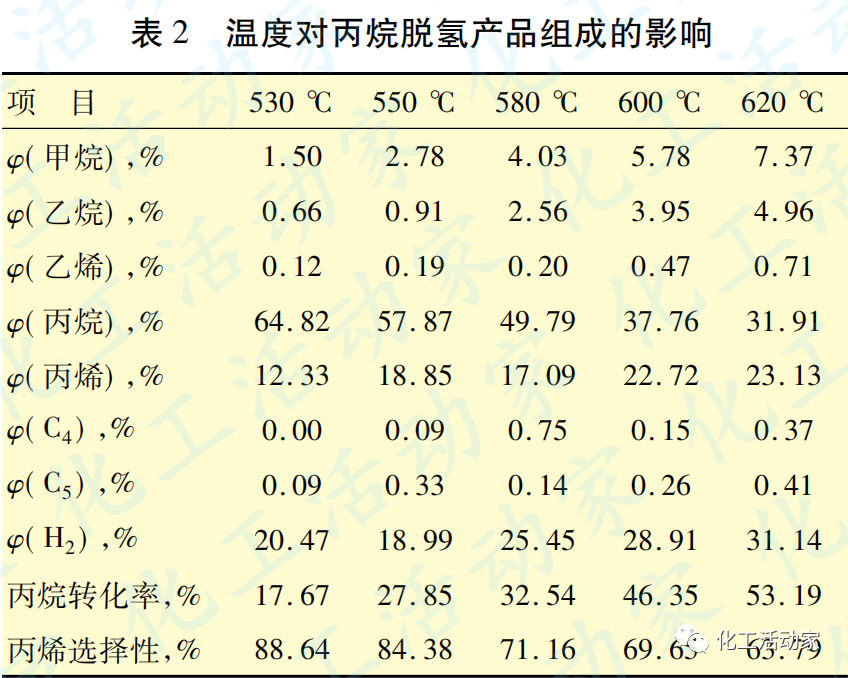
首先考察了反应温度的影响,选取530,550,580,600,620℃5个温度,在常压、丙烷体积空速160h-1的条件下进行,反应评价结果见表2。
从表2可以看出,随着温度的提高,产品中丙烷的含量快速下降,丙烯和H2的量逐渐增加,丙烷的转化率从530℃下的17.67%提高到620℃下的53.19%。这是由于丙烷脱氢反应是强吸热反应,提高温度会促使反应向正方向进行,进而提高了丙烷转化率。然而,随着温度的提高,丙烷、丙烯中的C-C断裂加剧,副反应逐渐加深,产品中甲烷、乙烷的含量快速增加,导致丙烯的选择性从88.64%降至63.79%。因此,反应温度过低或过高都对反应不利,适宜的温度范围应当为580~600℃。
02空速
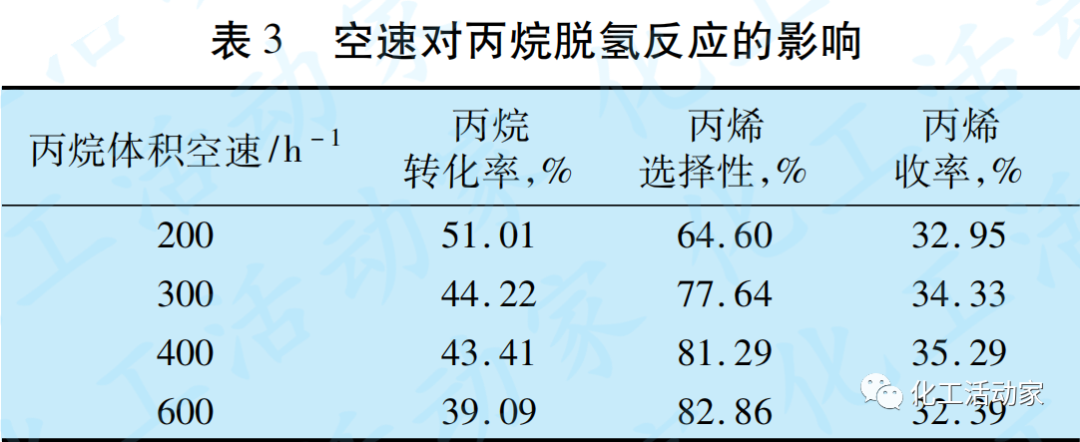
丙烷脱氢过程是一个快速反应,其控制步骤是生成的丙烯分子从催化剂表面的脱附。分子在催化剂中停留时间过短,会使丙烷分子不能完全接触催化剂活性位,造成丙烷的转化率较低;如果停留时间过长,则会使生成的丙烯继续在催化剂和高温环境下发生裂解或聚合,导致丙烯的选择性下降。在580℃、常压下,考察丙烷体积空速分别为200,300,400,600h-1时的反应性能,结果见表3。
从表3可以看出,在同样的温度下,随着空速的增大,丙烷的转化率逐渐下降,丙烯的选择性逐渐增加。当空速逐渐增加时,丙烷分子在催化剂上停留时间减少,使得丙烷分子不能充分反应,导致丙烷转化率下降;同时停留时间缩短会使生成的丙烯分子快速脱离,副反应减少,因此选择性增高。在丙烷体积空速300~600h-1时丙烯选择性较高,均大于77%,当丙烷体积空速为400h-1时,丙烷的转化率达到43.41%,丙烯的选择性达到81.29%,丙烯收率达到35.29%。
03载气
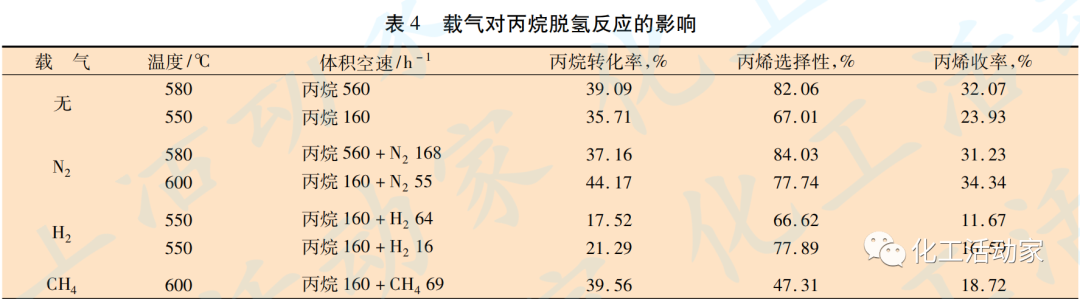
实验考察加入N2,H2,CH4等载气对丙烷脱氢反应的影响,其结果见表4。
从表4中数据可以看出:加入N2后,丙烷的转化率略有降低,丙烯的选择性略有增加;加入H2后,丙烷的转化率大幅下降,H2量越大,下降的也越多;加入CH4后,丙烷的转化率略有下降,但丙烯的选择性下降较大。整体而言,加入N2后对催化剂性能影响较小,有助于催化剂选择性的改善,但H2,CH4等反应产物的加入会抑制丙烷的转化和丙烯的生成,不利于脱氢反应的进行。
04产物分布
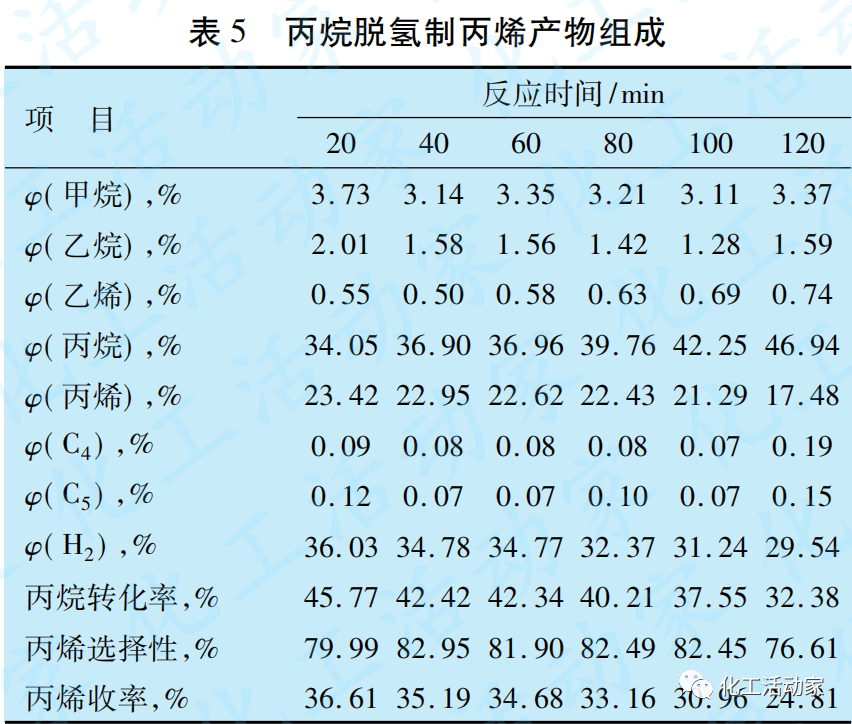
采用改进后的条件即反应温度600℃、丙烷体积空速400h-1进行催化剂的连续运转评价,其产物组成见表5。
从表5可以看出:随着丙烷脱氢反应的进行,丙烷含量逐渐增加,丙烯含量逐渐降低,催化剂活性和选择性与最初相比产生明显下降;在80min的反应时间内,丙烷转化率大于40%,丙烯选择性达到80%以上,氢气产率达到2.7%以上,反应效果良好。
05催化剂再生性能
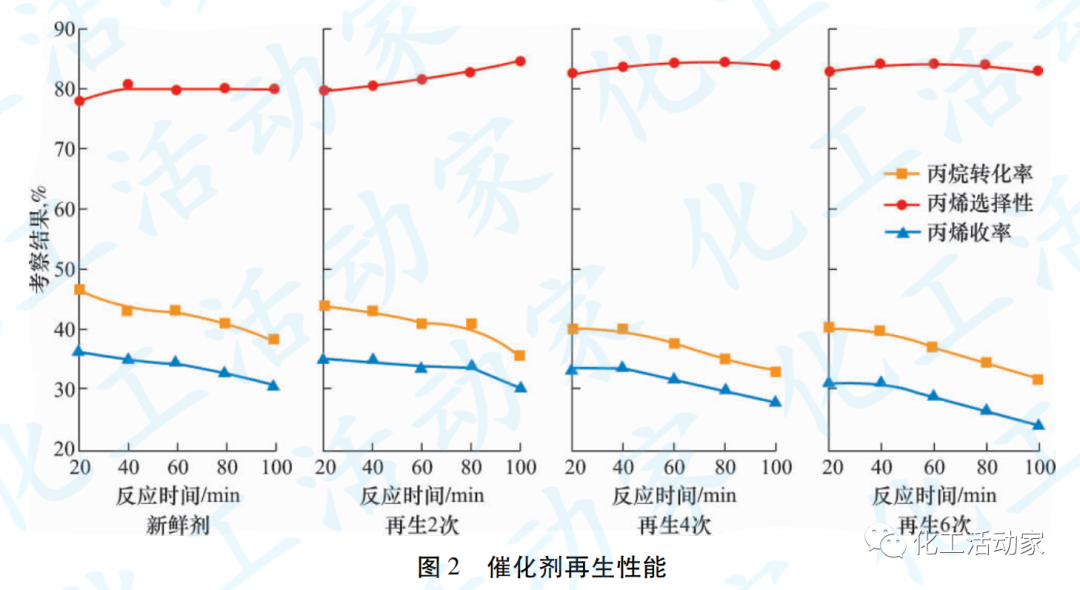
造成催化剂失活的原因:活性组分的流失、积炭、催化剂中毒、催化剂烧结、反应副产物沉积等。在高温下催化剂可能发生烧结现象,同时负载型金属催化剂中金属晶粒在载体表面长大,导致催化剂活性降低。对工业丙烷脱氢催化剂Cr2O3/Al2O3的失活现象进行研究时发现,催化剂多次再生后失活可能是由于高温下Cr活性中心发生烧结或是氧化铝载体表面形成积炭而覆盖了Cr活性中心。因此,有必要对丙烷脱氢催化剂进行再生性能考察,探索丙烷脱氢催化剂的失活原因,验证催化剂的再生性能。在前期研究基础上进行再生,反应温度为600℃,体积空速400h-1,反应及再生结果如图2所示。
从图2可以看出,经过6次再生后催化剂性能维持良好,没有下降趋势,说明采用炼油厂丙烷气不会造成催化剂中毒,并且自制的丙烷脱氢催化剂在6次高温下反应再生后不存在结构破坏、活性组分流失等不可逆失活现象,证实催化剂失活的主要原因是积炭。在60min的反应时间内,丙烷转化率大于42%,丙烯选择性大于80%,丙烯单程收率大于34%。
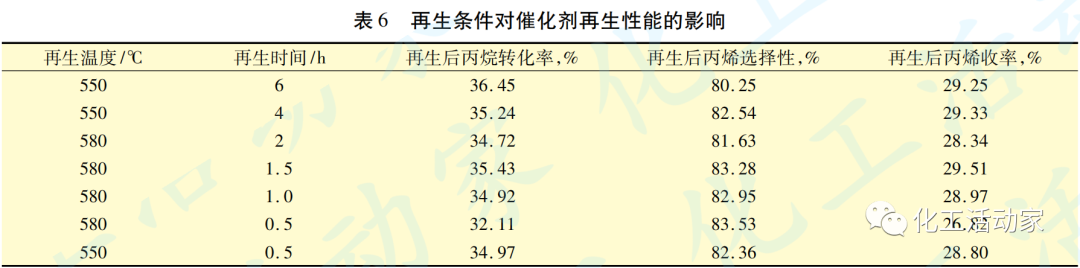
在再生过程中对再生条件进行考察优化,采用器外再生的方式在空气氛围下进行,对再生条件的考察结果如表6所示。
从表6可以看出,失活催化剂在550~580℃,经过0.5h就可以烧炭完全,催化剂性能恢复完好。丙烷脱氢催化剂再生时长必须小于反应时长才能保证丙烷脱氢工艺的连续运转,较短的再生时长能够降低反应器切换的操作苛刻度,为下一步工程放大研究提供依据。
结 论
随着反应温度的提高和空速的下降,丙烷转化率也不断提高,但丙烯选择性逐渐下降。在反应温度600℃、丙烷体积空速400h-1的条件下,丙烷的转化率达到43.41%,丙烯的选择性达到81.29%,丙烯收率达到35.29%。
催化剂经过6次再生后性能保持良好,在60min的反应时间内,丙烷转化率大于42%,丙烯选择性大于80%,丙烯单程收率大于34%。采用炼油厂丙烷气不会造成催化剂中毒,且自制的催化剂经过6次高温反应及再生后不存在结构破坏、活性组分流失等不可逆失活现象,性能保持稳定,没有下降趋势。失活催化剂在550~580℃下经过0.5h就可烧炭完全,催化剂性能恢复完好,再生时长较短,利于丙烷脱氢工艺的连续运转。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020