软件

产品


引言
在汽车轻量化和节能的压力下,各OEM纷纷采用碳纤维复合材料、轻质铝合金、高强度钢、薄壁化设计等措施进行减重。虽然这些技术可以实现大幅度的减重,但这些措施轻则更改模具,重则更改生产工艺,投入成本太高、验证周期长、风险较高,在国内OEM推广存在困难。
目前中低端汽车门板内饰板、侧围饰板、立柱饰板材料大多采用PP类材料,全车内饰用量约50kg。开发低密度的PP类材料可以无需更改模具和注塑设备,调整注塑工艺即可得到尺寸和性能满足要求的零件,实现轻量化。集团种子基金支持主要用于PP、POE、添加剂和填料等材料购买、加工费和测试费。
1 材料开发
1.1 材料开发思路
目前中低端汽车门板内饰板、侧围饰板、立柱饰板、座椅饰板、副仪表板材料大多采PP+EPDM-T20,整车内饰用量约50kg。PP+EPDM-T20是以PP(聚丙烯)为基材添加约10%的EPDM(三元乙丙橡胶)作为增韧相,添加20%的滑石粉改善材料的强度、刚度和尺寸稳定性。PP密度0.92g/cm3,EPDM密度0.87 g/cm3,滑石粉密度2.7-2.8g/cm3。在保持材料性质不变同时降低滑石粉的使用量可以降低材料的密度,实现轻量化。
1.2 材料开发原理
主体基材聚丙烯是主链为亚甲基和次甲基交替、侧链为甲基的线性聚合物,其分子极性小,易结晶,低密度和化学惰性等性能。纯的聚丙烯由于存在机械强度较低、耐热性差、收缩变形大等缺陷,不能满足车内饰塑料件要求(见表1)。随着结晶度的提高,PP材料的拉伸强度、弯曲模量、硬度都有明显提高。
EPDM是乙烯-丙烯-非共轭二烯烃共聚的三元橡胶通常作为增韧材料使用,但由于碎胶困难,后期与粒状PP混合不均匀,流动性较差,造成整体性能下降,同时由于EPDM气味较大,作为增韧材料使用量逐渐减少。POE是采用茂金属催化剂的乙烯和辛烯实现原位聚合的热塑性弹性体,在POE分子链中辛烯的柔软链卷曲结构和结晶的乙烯链作为物理交联点,使它既有优异的韧性又有良好的加工性;POE分子量分布窄,具有较好的流动性,与聚烯烃相容性好,相对于常用EPDM增韧效果更好。
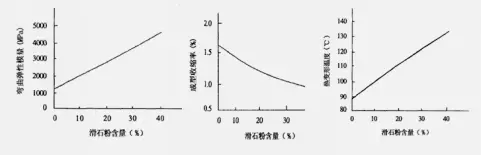
为改善纯聚丙烯材料的缺陷,通常采用价格便宜的无机硅酸盐滑石粉进行填充改性。试验证明,随着滑石粉量的增加,材料弯曲模量显著提高,收缩率降低,热变形温度提高(见图1)。
图1 滑石粉对聚丙烯材料性能影响
但随着滑石粉含量的增加,材料的冲击强度和拉伸强度逐渐下降。主要原因是随着滑石粉含量增加,滑石粉微粒相互团聚,与聚丙烯基材结合力下降,出现了不同程度的相分离,增强效果减弱。
表1 材料基本配方
| 成分 | 比例 |
| 高结晶聚丙烯PP | 71% |
| 增韧材料POE | 18.4% |
| 亚纳米滑石粉 | 10% |
| 热稳定剂 | 0.3% |
| 光稳定剂 | 0.2% |
| 耐刮痕剂 | 0.1% |
因此选用高结晶PP基材,选用增韧效果更好的POE提高增韧效果,特殊偶联剂改善滑石粉表面性质,提高滑石粉和PP基材的结合力。通过以上措施可以在保持材料的力学、热学性能的基础上降低滑石粉的含量,从而降低材料密度实现轻量化。基本配方见表1。
1.3 材料级性能测试
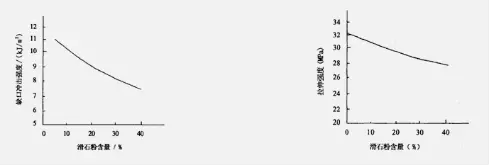
各组分混合后加入螺杆挤出机中混合挤出造粒,注塑标准测试样条。首先通过扫描电镜观察PP+POE-T10(左)和PP+EPDM-T20(右)新开发材料样条断口形貌,见图2。
图2 PP+EPDM-T10和PP+EPDM-T20材料断口形貌
通过图中可以看出,右图中由于滑石粉含量提高,与PP基材之间结合力下降,出现不同程度的相分离,微观下材料整体出现较多的小碎片。新开发的PP+POE-T10滑石粉与PP基材结合良好,分散均匀,没有出现明显的聚集和相分离。
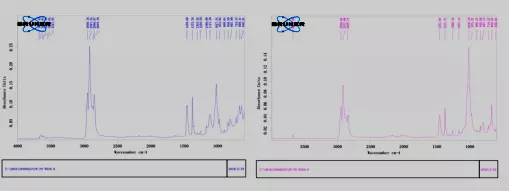
图3 PP+POE-T10和PP+EPDM-T20材料红外谱图
通过红外谱图(图3)可以看出,CH2的不对称伸缩正常在2826cm-1出峰,由于CH2中H和滑石粉中的Si-O形成氢键红移至2917 cm-1。对比两张谱图可以看出,左图(PP+POE-T10红外谱图)中在2917 cm-1处峰强是右图(PP+EPDM-T20红外谱图)中的2.5倍,这表明经过特殊钛酸酯偶联剂处理的滑石粉和聚丙烯基材形成的氢键更多,结合力更强。
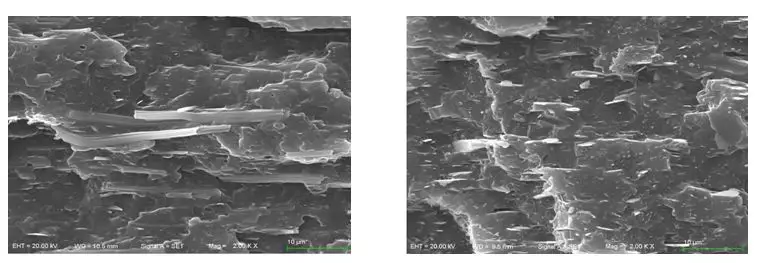
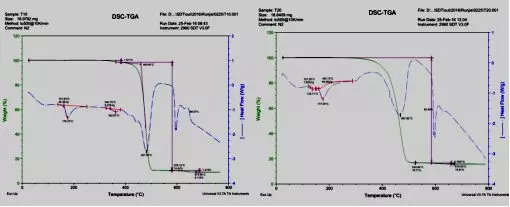
滑石粉和PP基材之间的结合力增强有利于材料的耐热性能的提高,如图所示,用DSC和TGA分别测试两种材料测熔融温度和分解温度。
图4 PP+POE-T10和PP+EPDM-T20材料DSC和TGA谱图
从图中可以看出,两种增强的聚丙烯材料的熔融温度都在177℃;特殊偶联剂增强的聚丙烯的分解温度在481℃,比普通滑石粉增强的聚丙烯的分解温度提高约14℃。这说明虽然降低滑石粉的含量,但通过提高滑石粉和聚丙烯基材的结合力,使PP+POE-T10的热老化性能优于PP+EPDM-T20。
把材料注塑成标准样条,进行力学测试, 通过特殊处理的滑石粉增强和POE增韧的聚丙烯在拉伸强度、弯曲强度和缺口冲击均能够满足通用门板的技术要求。且密度比常用的PP+EPDM-T20低近10%,见表2。
表2 力学性能测试
| 测试项目 | PP+EPDM-T20 | PP+POE-T10 | 常规门板要求 |
| 密度(g/cm3) | 1.06 | 0.96 | 1.03±0.03 |
| 拉伸强度(MPa) | 18 | 20 | 17 |
| 弯曲模量(MPa) | 1800 | 1750 | 1700 |
| 缺口冲击强度(-30℃, kj/m2) | 4.2 | 3 | 2.8 |
| 缺口冲击强度(23℃, kj/m2) | 36 | 25 | 25 |
| 收缩率(%) | 1.0-1.2 | 0.9-1.0 | 1.0±0.1 |
综上所述,通过用10%特殊表面改性的滑石粉增强、POE增韧的低密度PP+POE-T10材料通过材料级测试性能优于PP+EPDM-T20,可以满足通用门板的力学、热学性能要求。
2 零件级耐久测试
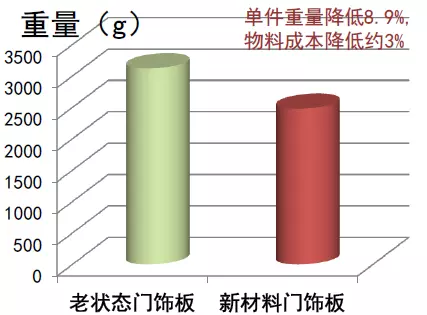
利用开发的材料在现有的模具和注塑设备上制作结构复杂的SK81前门内饰板,注塑样件尺寸和外观良好,实现8.9%减重效果(见图5)。
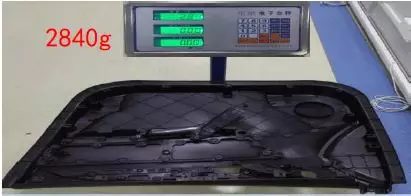
图5新老状态门板重量对比
为简化实验,注塑SV71洗涤液盖板,注塑样件尺寸和外观良好。首先进行安装拉托力对比测试,新开发的注塑样件拉托力为31N,与老状态材料33N相当(见图6)。
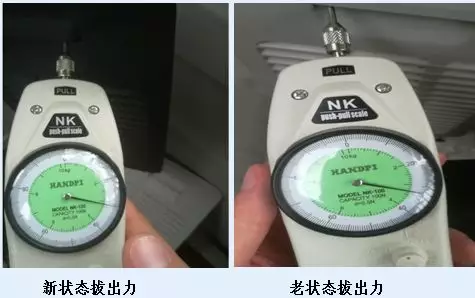
图6 新老状态拔出力对比
然后委托上海普尼测试进行耐化学性、耐合成汗液、内饰耐刮擦、光照色牢度、耐潮湿、高低温令热循环等测试 (见表3)。
表3 耐久测试结果
| 测试项目 | 测试标准 | 测试结果 |
| 耐化学性 | 参考CVTC 54117-2013和委托单位要求 | 试样未出现软化、隆起、变色现象 |
| 耐合成汗液性 | 参考CVTC 54087-2013和委托单位要求 | 试样表面无明显变化 |
| 内饰材料耐刮擦 | 参考CVTC 52021-2014、CVTC 54115-2013 和dL≤2.0 | dL= 0.97 |
| 光照色牢度 | 参考CVTC 52021-2014、CVTC 52031-2012和色差△E≤3.0或灰度等级≥4 | 测试后,均无渗出物、黑斑、不良颜色变化、不良光泽变化;灰度等级均为4-5级 |
| 冷存放测试 | ①从25°C以1°C/min的速率经过65min至-40°C,并驻留28h ②从-40°C以1°C/min的速率经过65min恢复至25°C | 测试后,产品无起泡、起皱、颜色或表面变化及裂纹 |
表3(续)
| 耐冲击性测试 | ①从25°C以1°C/min的速率经过55min至-30°C,并驻留4h ②500g的钢球 冲击能量为2.5J | 测试后,产品无裂纹 |
| 耐温度循环测试 | ①从23°C以2°C/min的速率经过13min至50°C,95%RH,并驻留24h ②从50°C,95%RH以2°C/min的速率经过13min至23°C,50%RH,并驻留1h ③从23°C,50%RH以2°C/min的速率经过30min至85°C,并驻留24h ④从85°C以2°C/min的速率经过30min至23°C,50%RH,并驻留1h ⑤从23°C,50%RH以2°C/min的速率经过26min至-30°C,并驻留4h ⑥从-30°C以2°C/min的速率经过26min恢复至23°C,50%RH,并驻留1h 以上为1个循环,共进行2个循环 | 测试后,样品无起泡、起皱、颜色或表面变化及裂纹,尺寸保持稳定; |
| 耐潮湿性测试 | ①从25°C以1°C/min的速率经过25min至50°C,95%RH,并驻留168h ②从50°C,95%RH以1°C/min的速率经过25min恢复至25°C | 测试后,产品无颜色或光泽等有害变化,外观无异常 |
| 热老化测试 | ①从25°C以1°C/min的速率经过60min至85°C,并驻留168h ②从85°C以1°C/min的速率经过60min恢复至25°C | 测试后,样品无起泡、起皱、颜色或表面变化及裂纹;试验后目测样件无明显影响装配的尺寸变化, |
上述实验结果表明,新开发的PP+POE-T10材料制作的样件均满足CVTC企业标准要求。
3 总结
选用高结晶PP基材;改善滑石粉的表面处理、增强滑石粉与PP基材的结合力;改善增韧体系,提高增韧效果,制得低密度PP+POE-T10材料。通过材料微观测试、材料级力学和热学测试、零件级耐久测试和安装测试表明新开发的材料满足CVTC标准要求。可以在原有的模具和注塑设备上替代PP+EPDM-T20,实现8.9%的减重效果,综合物料成本下降3%。全车内饰用量约45-50kg,非常适合老项目VAVE和新项目的轻量化设计。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020