软件

产品


导读
炼油化工行业是以煤或原油为基本原料,生产石油燃料及下游化工产品。在生产过程中会产生大量炼油厂干气,主要组分为氢气和低碳烃类化合物。
炼油厂干气中氢气作为炼油厂较为重要的化工原料,现多以天然气制氢工艺获得;低碳烃类中C2、C3作为乙烯装置原料,回收低碳烃类产品可有效降低乙烯装置原料成本,提高装置经济效益。
现阶段炼油企业对炼油厂干气资源已进行一定程度回收,但随炼油规模扩大,炼油厂干气资源愈加丰富,现有干气回收设施不能满足需求,仍有部分干气资源未能得到有效利用,多被排至燃料气管网作为燃料,造成氢气及轻烃资源的浪费。
目前,对于炼油厂干气中氢气资源,可通过变压吸附、低温冷凝、膜分离等方法获得产品氢气;对于干气中轻烃资源,则通常采用深冷分离、变压吸附、油吸收分离等方法来提浓回收其中的轻烃组分。
炼油厂干气资源回收现状
01炼油厂干气资源
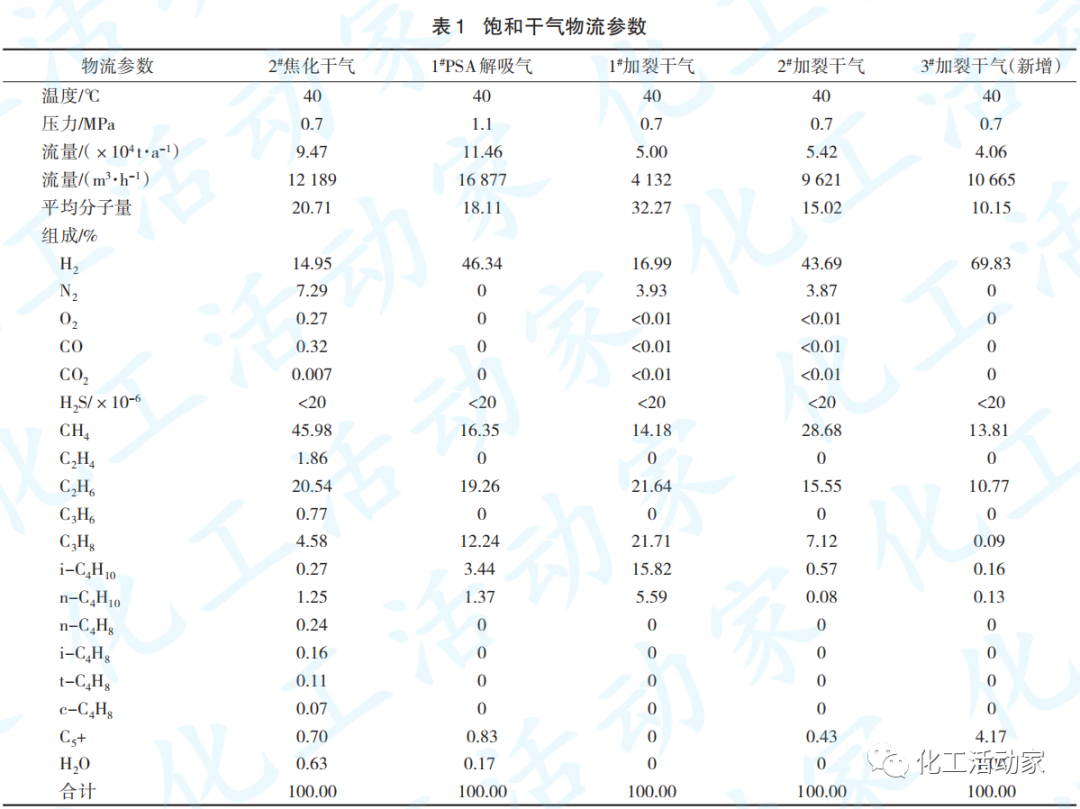
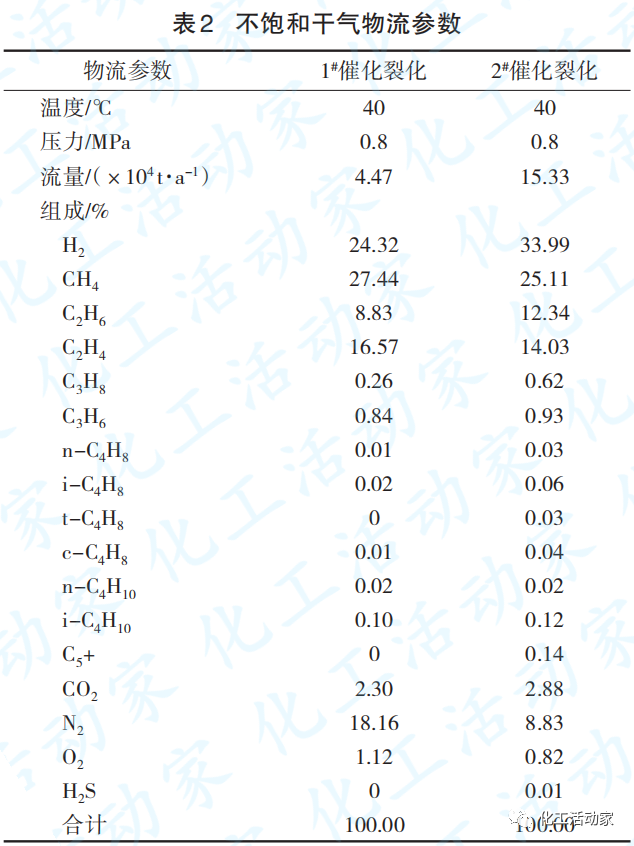
某炼油厂随着改造项目投产,将副产饱和干气和不饱和干气,其中饱和干气约35.41×104t/a,主要包括2#焦化干气、1#PSA解吸气、1#加裂干气和2#加裂干气及新增3#干裂干气;不饱和干气大约为19.80×104t/a,主要包括1#催化裂化干气、2#催化裂化干气。目前干气资源合计约55.21×104t/a,各股干气物流组分详见表1、2。
由表1、2可见,该炼油厂干气中C2、C3等轻烃资源及氢气资源含量较高,具有很大的回收潜力。
02现有C2回收装置概况
该炼油厂现有32×104t/a的C2回收装置,采用变压吸附(PSA)技术,分2个系列PSAⅠ、PSAⅡ。其中PSAI设计规模是4.6×104t/a,用于处理不饱和干气(催化干气),采用贵金属脱氧,提浓得到的2.17×104t/a富乙烯气送至乙烯装置分离系统;PSAII设计30×104t/a,用于处理饱和干气(2套焦化干气和2套加裂干气),采用半产品气加氢方案,提浓得到的14.97×104t/a富乙烷气送至乙烯装置裂解炉。因炼油改造项目投产后,干气产量大幅增加,已超出了现有PSA装置的处理能力,需配套规划1套C2回收装置,目的是与现有C2回收装置相结合,对全厂干气资源进行整合,完善工艺流程,对氢气及轻烃资源进行更为合理、有效回收利用。
生产方案对比分析
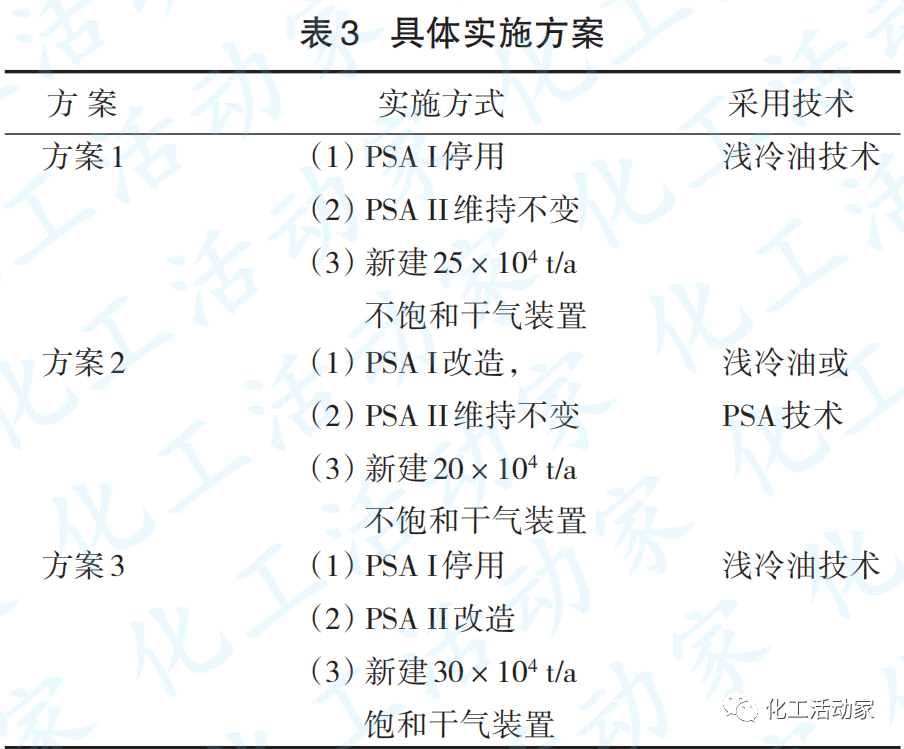
根据炼油改造项目的干气资源情况,考虑3个方案,具体见表3。
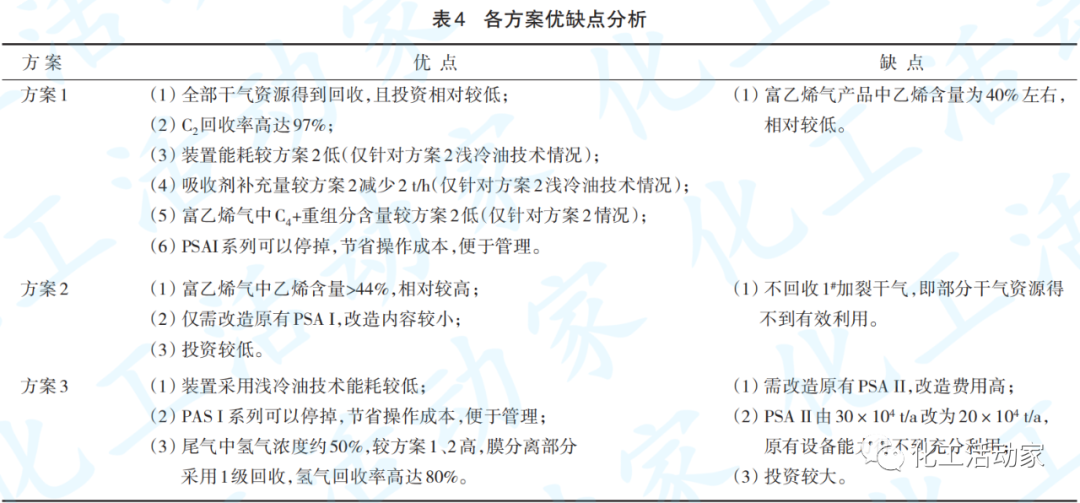
各方案优缺点见表4。
上述3个方案中,涉及到现有PSA装置改造的部分,方案1考虑新建C2回收装置处理不饱和干气兼顾1#加裂干气,可采用浅冷油技术;方案2新建C2回收装置仅处理不饱和干气,可采用浅冷油吸收技术或者变压吸附技术;方案3新建C2回收装置处理饱和干气,可采用浅冷油技术。3个方案中均考虑尾气中氢资源的综合回收,因场地面积有限,暂按采用膜分离技术考虑。
综合对比考虑上述3个方案,方案1在统筹回收全厂轻烃资源和氢气资源优势较明显,在其产品质量可满足下游乙烯装置接收前提下,采用方案1进行处理全厂干气资源。
工艺技术分析
01技术概况
浅冷油技术是北京化工研究院针对炼油厂干气的特点,将中冷油吸收法分离乙烯技术和FCC吸收稳定系统的技术特点相结合,开发出的浅冷油吸收法回收炼油厂干气成套技术。
浅冷油吸收法利用的是“相似相溶”的原理,以C4为吸收剂,将干气中“相似”的C2及以上组分吸收下来,而将“不相似”的H2、N2、O2、NOx、CO、CH4等组分脱除,可从各类炼油厂干气中高效回收乙烯、乙烷等组分。
02工艺流程分析
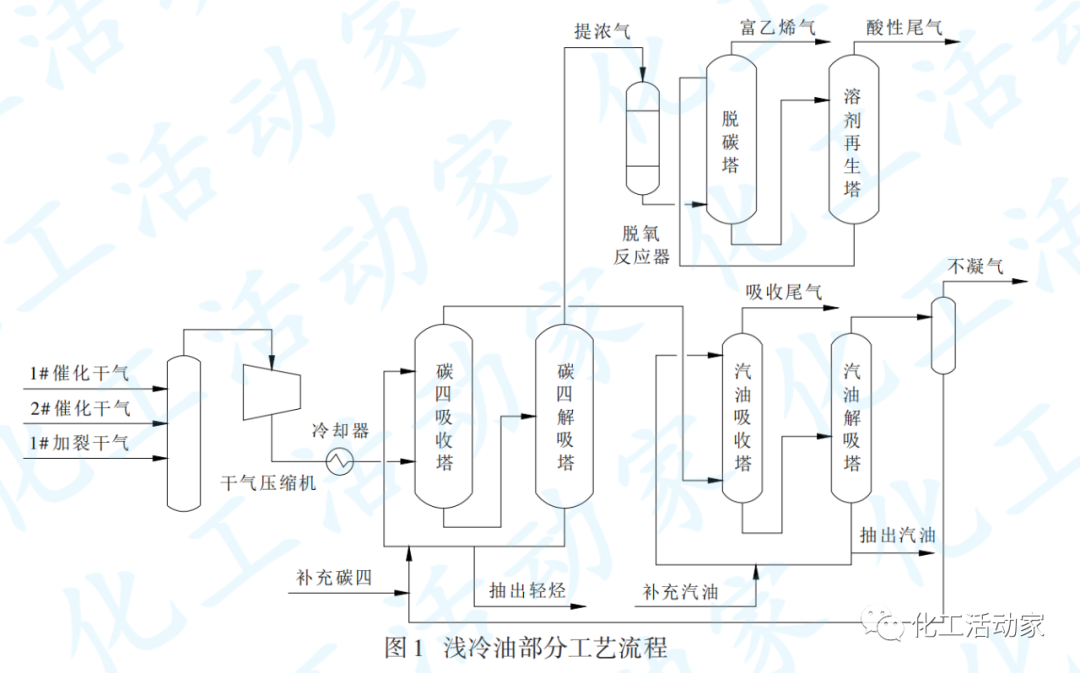
该工程采用浅冷油吸收技术+膜分离技术组合工艺。浅冷油吸收工艺与炼油厂吸收—稳定系统接近,原料进装置经1台压缩机增压,流程简单且采用常规设备,装置操作及维护都比较容易,浅冷油部分流程见图1。
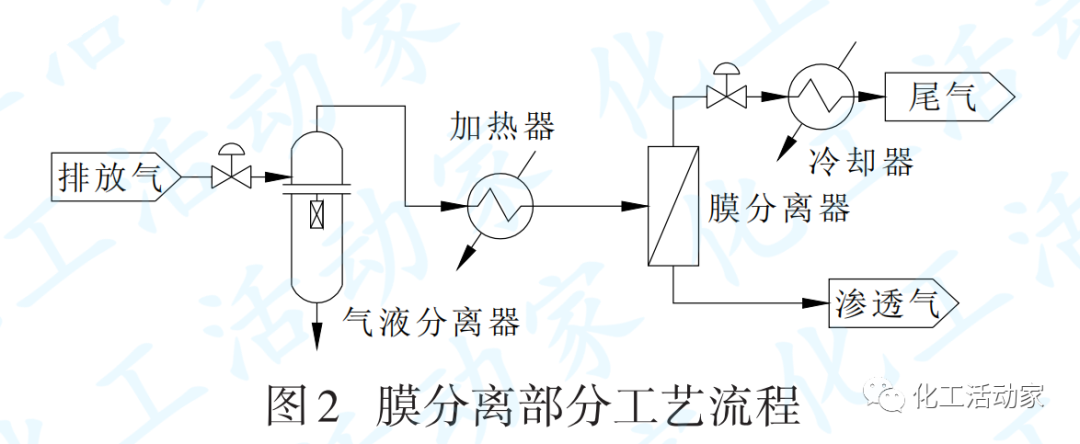
浅冷油技术的吸收尾气经膜分离提浓氢气,考虑膜分离技术无法脱除部分杂质,使产品氢气满足管网氢的要求,此工程按较高回收率(96.5%),相对较低纯度(88.3%)考虑,粗氢气经现有制氢装置PSA获取质量合格工业氢,膜分离部分流程见图2。
而与之并列的PSA技术流程长且相对比较复杂,流程中使用真空泵、冷干机组等动转设备以及多台程控阀,依据经验预测装置的运行稳定性稍差,且设备维护相对复杂。同时,浅冷油吸收废气压力为3.2MPa,可直接进入膜分离系统;PSA技术吸附废气较低,在进膜分离部分需增加1台压缩机,流程较复杂,投资和能耗均大幅增加。
03产品分析
以1#催化干气、2#催化干气及1#加裂干气为原料,采用浅冷油吸收技术,所产富乙烯气产品中的C2及乙烯含量指标均可满足乙烯装置要求,其中H2+N2+CO2+CH4含量为4.09%,相对较低。如富乙烯气中甲烷氢含量高,将对下游乙烯装置不利,因为甲烷氢会占用裂解气压缩机以及深冷系统较多的负荷,导致乙烯装置能耗增加。
对于浅冷油吸收技术,C2回收率>93%,如齐鲁石化催化干气回收装置乙烯回收率为93.19%、齐鲁焦化干气回收装置C2回收率为93.12%、福建联合石化炼油厂干气回收装置C2回收率为93.75%、燕山石化炼油厂饱和干气回收装置C2回收率达95.47%。该技术采用塔内吸收—解吸过程,C2回收率不受运行周期影响,且回收率容易通过增加或减少吸收剂循环量来进行调整。
04应用现状
近几年新建及扩建的大型炼化一体化企业,基本采用浅冷油吸收技术来处理炼油厂干气,如中科炼化、浙江石化、山东京博、中化泉州、广东石化等。可见,随着炼油规模加大,浅冷油吸收技术在处理炼厂干气,回收轻烃资源具有较大优势。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020