软件

产品


导读
炼厂含氢尾气中含有丰富的H2及C2+轻烃,是炼厂提高经济效益的重要优化点。炼厂含氢尾气来源繁杂,性质差别大,主要依据经验认识回收利用这些含氢流股,或者直接将其排放至燃料气(瓦斯)系统作燃料。此篇文章旨在通过考察炼厂各类含氢尾气性质区别,探寻共性特征,建立含氢尾气三元坐标分析方法,为开展炼厂含氢尾气资源化优化利用提供借鉴。
含氢尾气性质分类
01典型炼厂含氢尾气构成
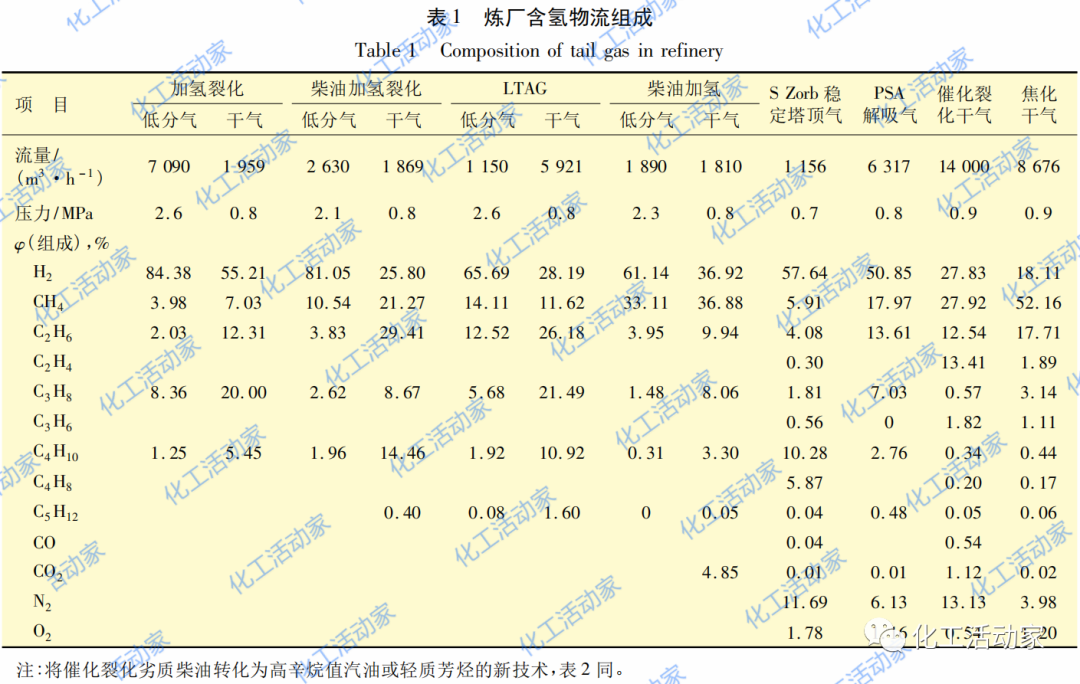
某千万吨级炼厂主要生产装置有(10+3)Mt/a常减压装置、(0.8+2.0)Mt/a催化裂化装置、1.6Mt/a延迟焦化装置、0.8Mt/a连续重整装置、(1.2+1.2)Mt/aSZorb(汽油吸附脱硫)装置、1.4Mt/a喷气燃料加氢装置、2.6Mt/a柴油加氢裂化装置、2.0Mt/a加氢裂化装置、1.2Mt/a柴油加氢裂化装置、LTAG(催化裂化柴油选择性加氢饱和—选择性催化裂化组合生产高辛烷值汽油或轻质芳烃技术)装置。全厂典型含氢物流构成如表1所示。
由表1可知,加氢装置低分气中H2含量较高,C2+轻烃含量相对较少;加氢装置干气、S Zorb稳定塔顶气、重整氢PSA(变压吸附)装置解吸气中除含有部分H2外,还含有较多的C2+轻烃。催化干气、焦化干气体积流量大,其中H2含量相对较少。
02共性特征分析
炼厂含氢尾气种类多,来源广。该类气体主要具有以下共性特征:均含有H2、甲烷、C2+轻烃及其他非烃类组分;不同类别含氢尾气中H2与C2+含量具有显著差别,可从含氢尾气的H2,C2+含量初步判断其来源,例如临氢装置低分气中H2含量大于C2+含量,而临氢装置干气中H2含量则与C2+含量相近;含氢尾气中H2和C2+有着此消彼长的关系。假若含氢尾气中H2得到回收,则C2+轻烃则会富集;反之,若含氢尾气中C2+轻烃得到回收,那么H2则会富集。
03含氢尾气资源优化利用表征
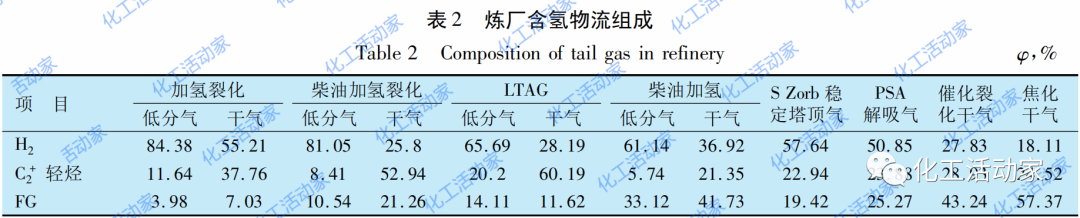
从资源化优化利用角度出发,可以将炼厂含氢尾气简化为H2、C2+轻烃、燃料气(FG)三元体系,既能表征含氢尾气的基本性质,又能直观反映其资源化优化利用潜力。对表1所述含氢尾气按照“H2-C2+轻烃-FG”三元分析方法归类整理(见表2)。
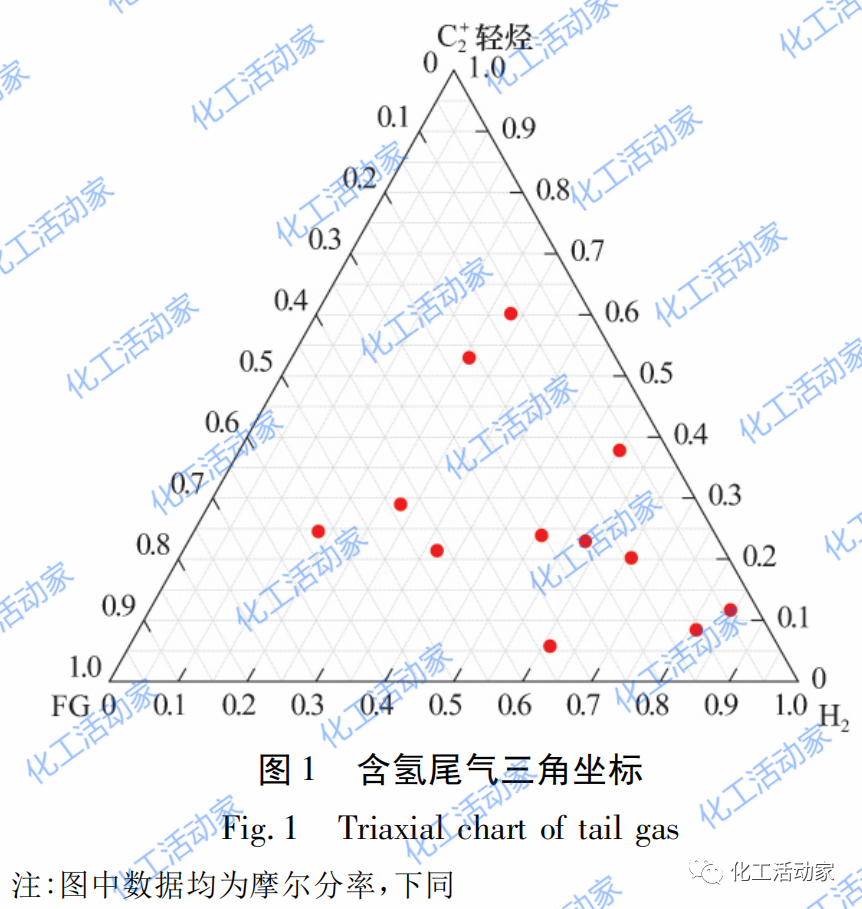
再利用Origin软件的ternary模块绘制含氢尾气三角坐标图(见图1)。
在三角坐标体系中,3个顶点分别表示高附加值产品H2,C2+轻烃和低附加值燃料气FG,图中任一点表示某一含氢流股,该流股的H2,C2+轻烃和FG值加和为1。
回收技术优势区域划分
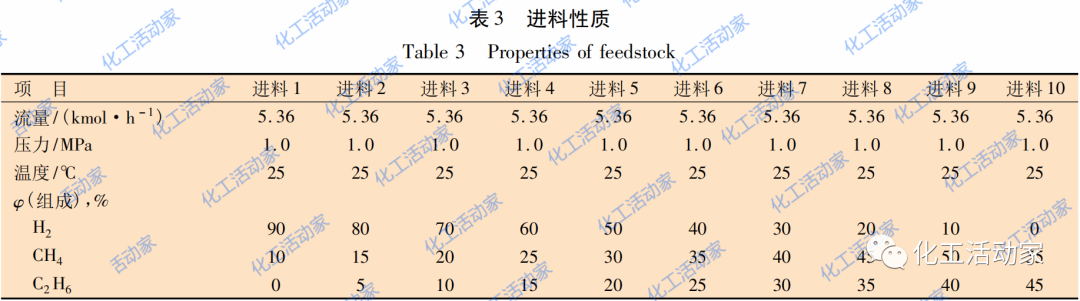
进料性质见表3。
以H2-CH4-C2H6体系为例,利用模拟软件考察PSA提浓氢技术、膜提浓氢技术及C2提浓技术适宜的运行范围。
01变压吸附技术提浓氢气
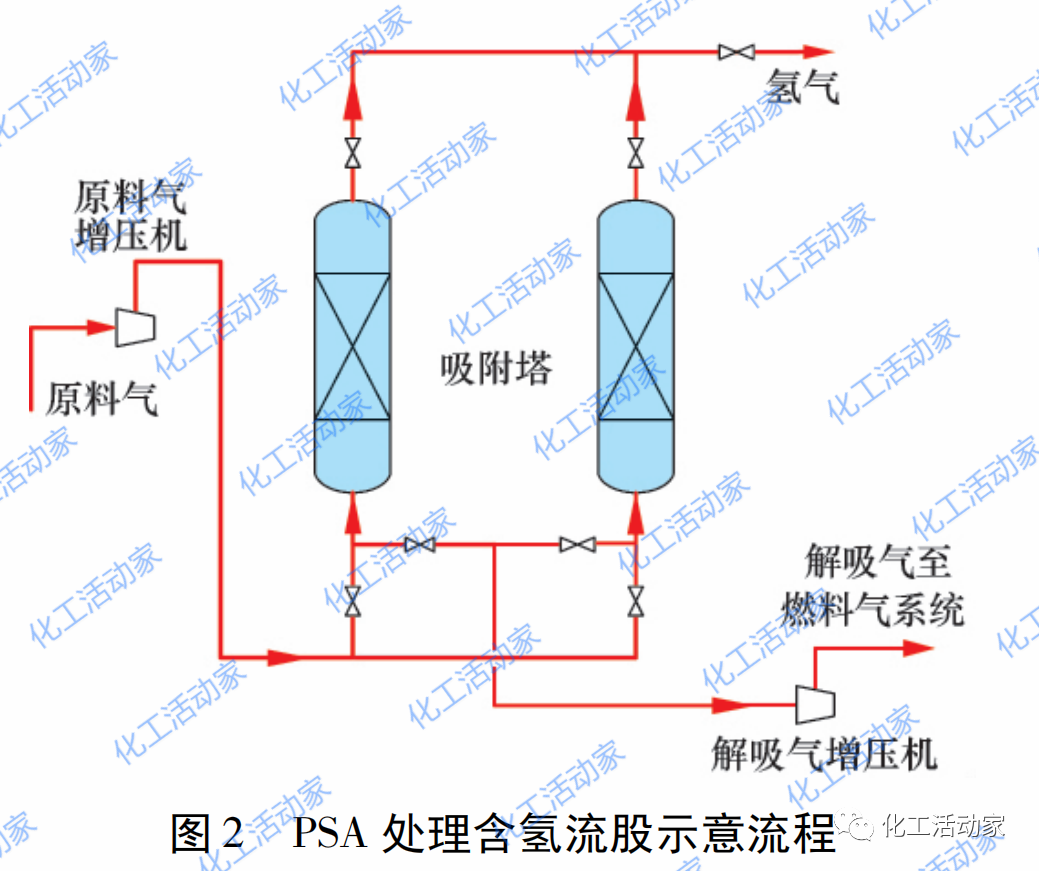
PSA处理含氢流股示意流程见图2。
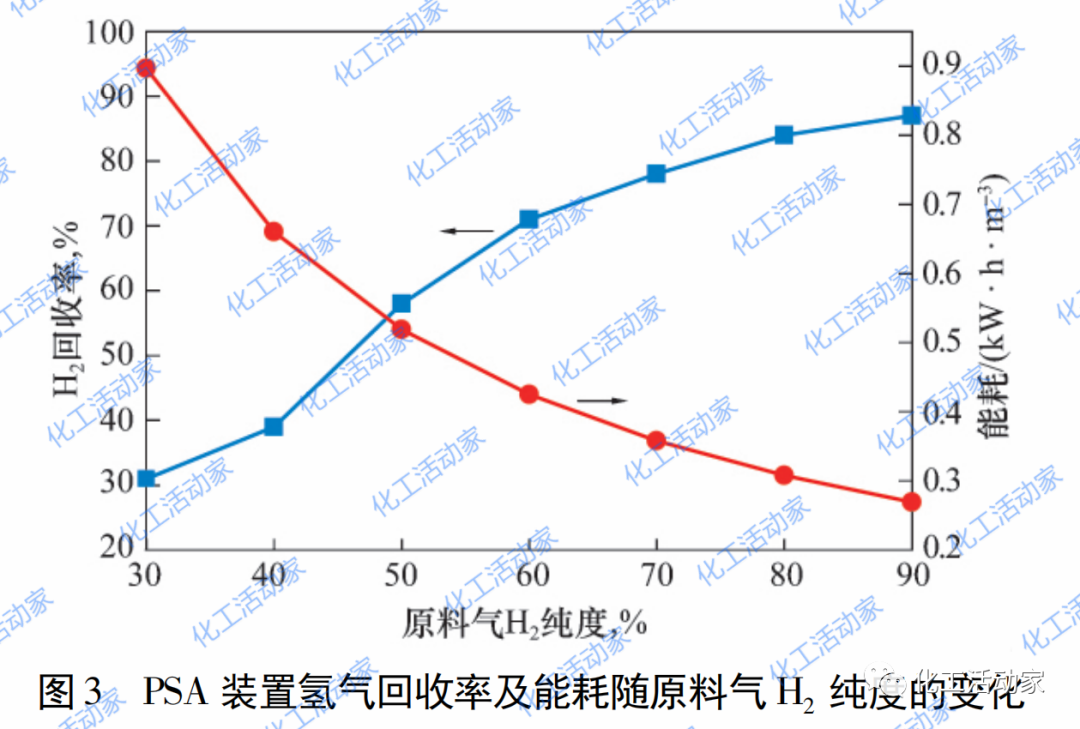
PSA装置氢气回收率及能耗随原料气H2纯度的变化见图3。
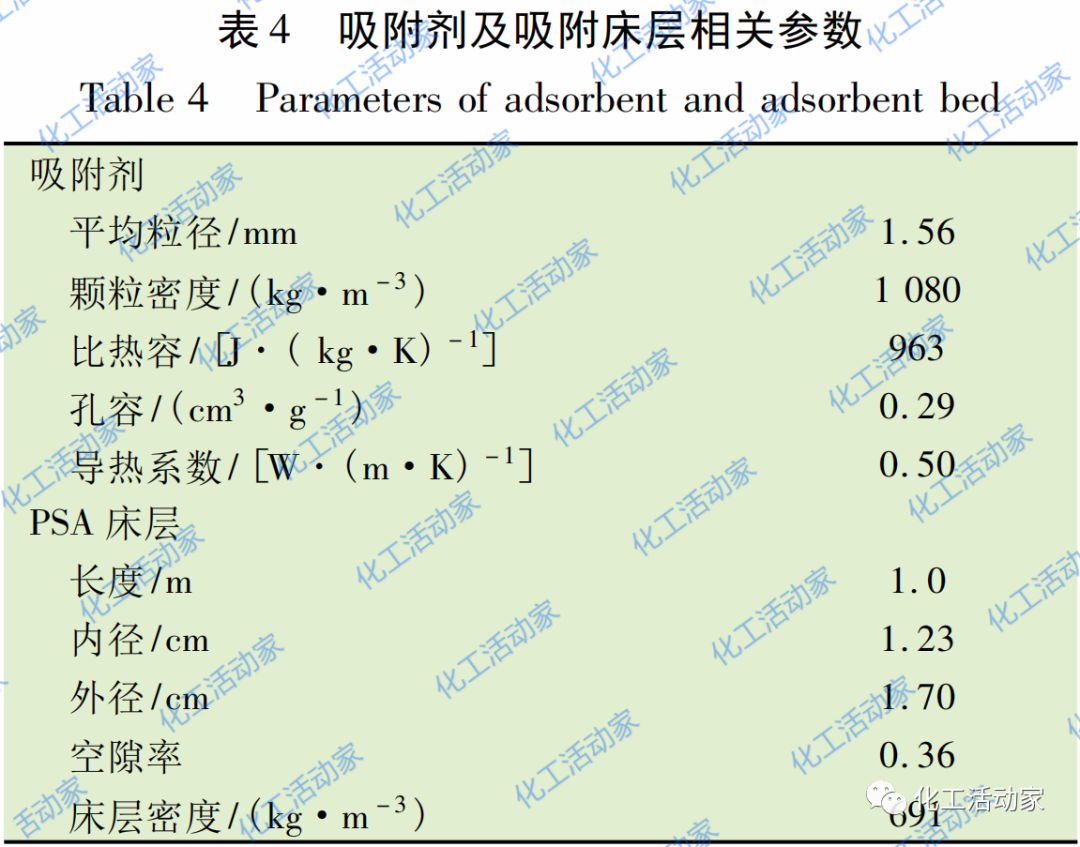
原料气经压缩机增压至2.1MPa后进入PSA吸附塔,解吸气增压至0.6MPa后送燃料气系统,塔顶产品氢送出装置,并利用Aspen Adsorption进行模拟计算,PSA吸附床参数见表4。
在PSA吸附剂配比不变、装填量不变、操作压力不变等前提下,通过更改吸附时间确保产品氢的纯度大于99%。从图3可知,随原料气中氢气纯度升高,氢气回收率呈升高趋势,当进料氢纯度高于60%时,氢气回收率大于70%;随着进料氢纯度升高,PSA解吸气流量减小,获得提浓后单位体积产品氢的压缩功呈降低趋势;当原料中H2体积分数低于40%时,仅通过调整吸附时间不能满足产品氢纯度大于99%,而且氢气回收效率低,工业应用价值较差。
02膜分离提浓氢气
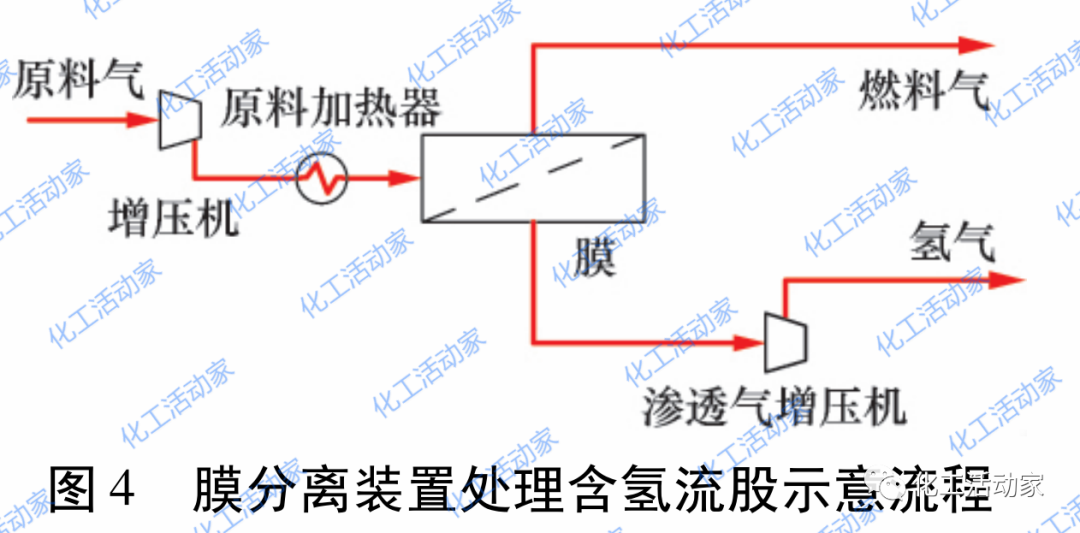
膜分离装置处理含氢流股示意流程见图4。
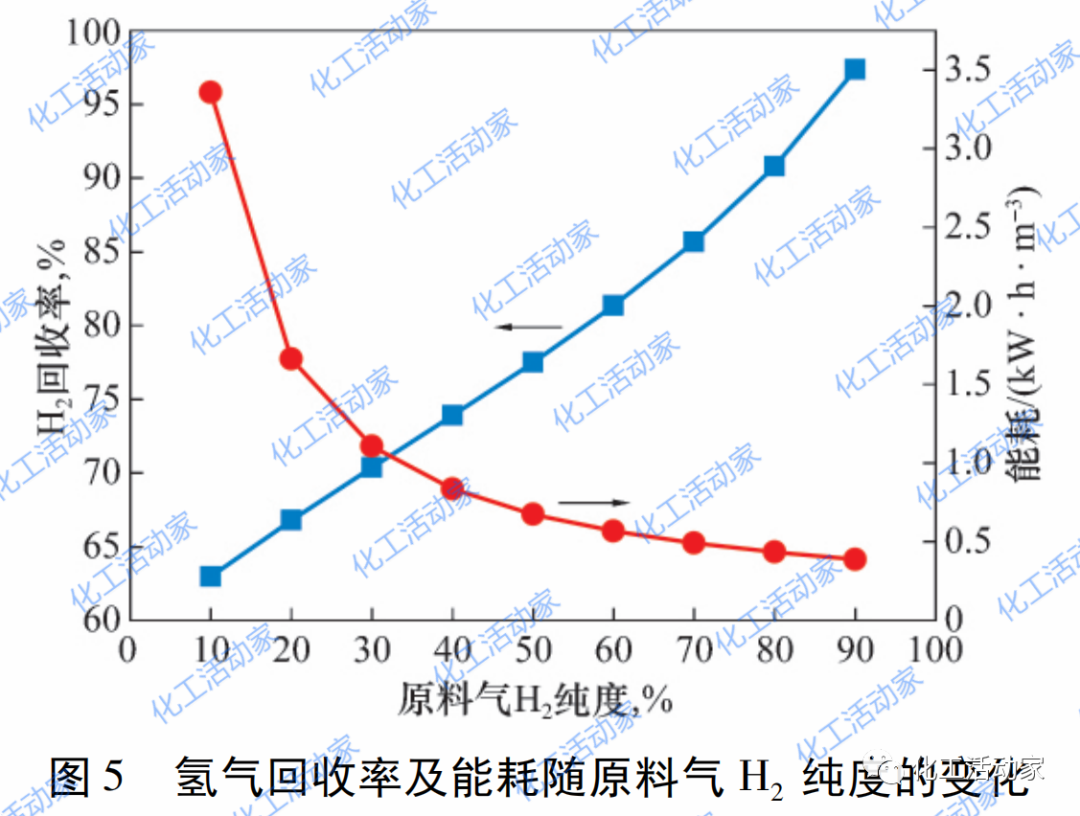
氢气回收率及能耗随原料气H2纯度的变化见图5。
原料气经压缩机增压、加热器换热至2.1MPa,80℃后进入有机膜分离装置,渗透气由0.2MPa增压至2.0MPa后送氢气管网或装置新氢机入口,渗余气排至燃料气系统,并利用ProⅡ软件进行模拟计算。计算时假定膜面积不变、组分渗透系数不变。从图5可看出,随原料气中氢气纯度升高,氢气回收率呈升高趋势,当进料氢纯度30%时,氢气回收率仍大于70%;随着进料氢纯度升高,膜分离装置渗透气流量减小,回收单位体积产品氢所需的压缩功呈降低趋势。
03含氢流股中C2+轻烃回收
炼厂含氢干气中除含有大量具有回收潜力的H2外,还含有大量C2+轻烃。若将这类含氢物流直接送至PSA装置或膜分离装置进行氢气提浓,那么将出现因轻烃含量高而在装置入口分液罐形成大量轻烃积液、溶解有机膜组件、轻烃燃料气穿透分子筛吸附剂床层等现象,不利于装置的长周期稳定运行,因而从氢气资源回收高效化、C2+轻烃资源高附加值化角度考虑,可以对这类含氢流股中的轻烃资源进行有效回收。
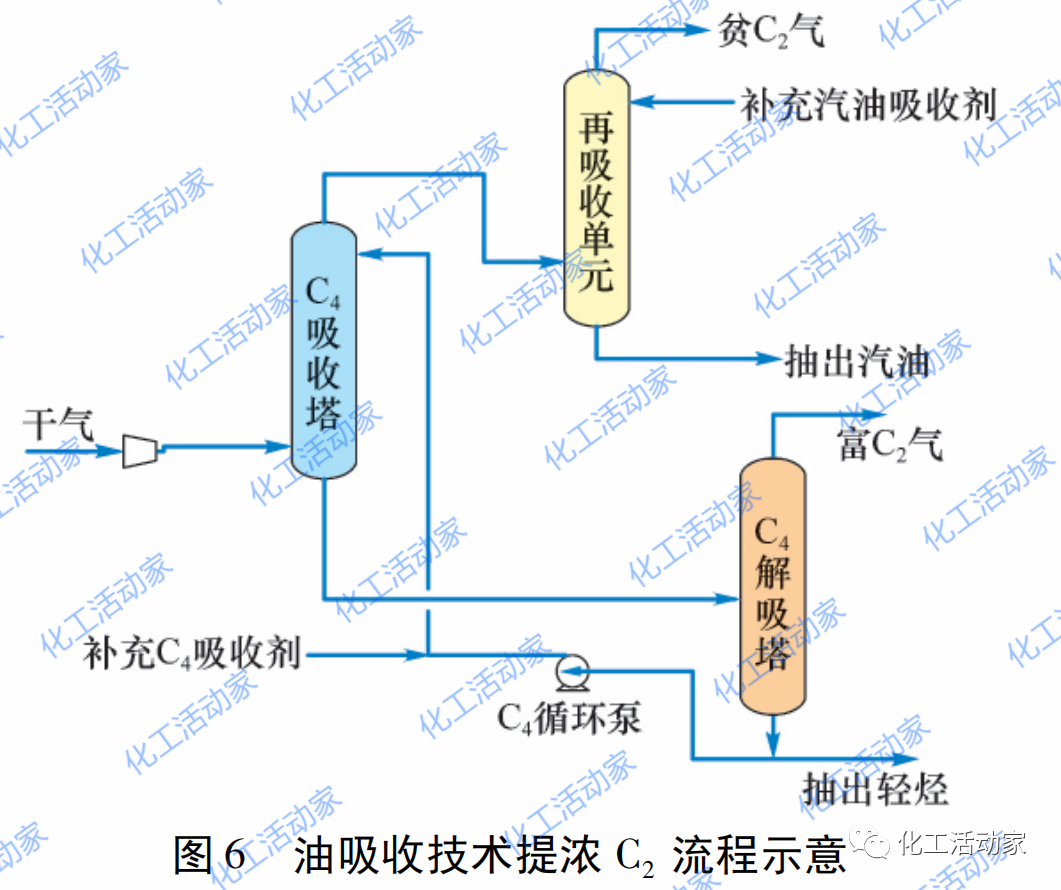
当前炼厂主要利用油吸收技术进行炼厂干气中C2+轻烃组分的回收利用,利用AspenPlus软件构建简易的油吸收提浓C2装置模型,流程示意如图6所示。
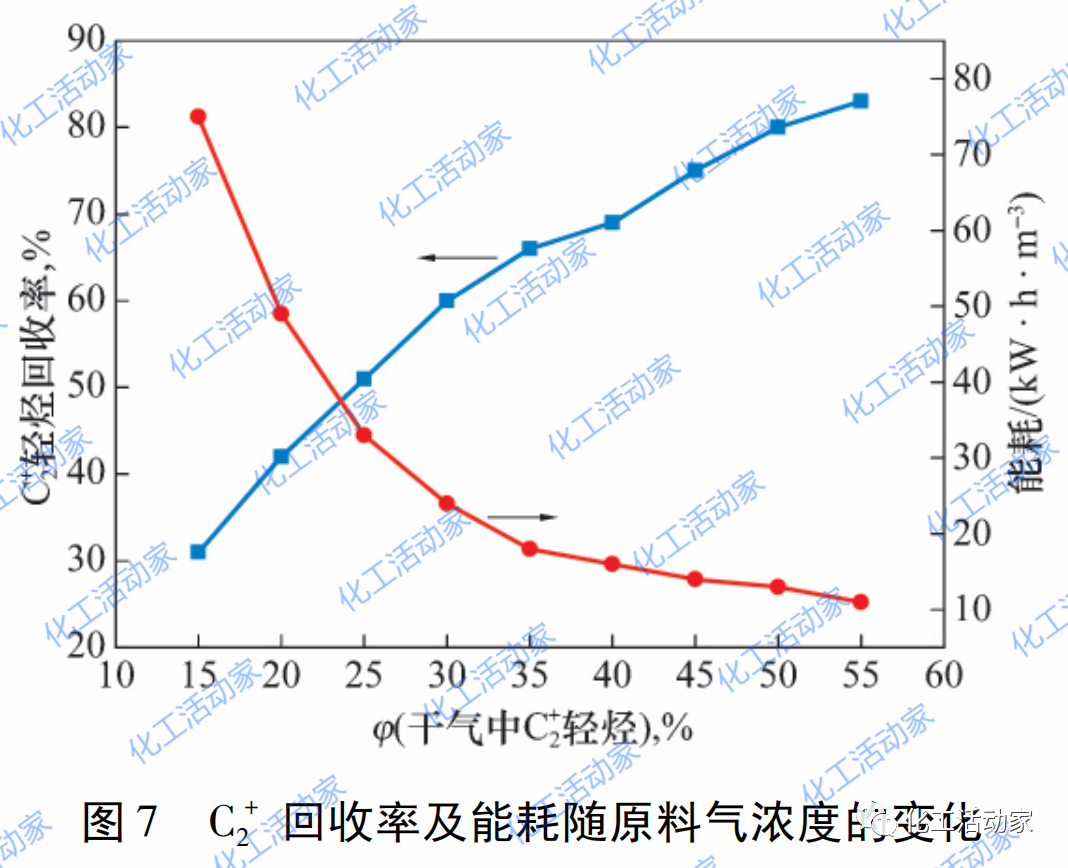
模拟测算结果如图7所示。
油吸收提浓C2的回收率随着C2+轻烃含量升高而呈升高趋势;能耗随着C2+轻烃含量升高而呈降低趋势当φ(C2+轻烃)<30%时,模型测算C2+轻烃组分回收效率偏低,能耗偏高,需进一步核算经济效益、投资回报率等再确定是否有必要进行C2+轻烃回收;当30%<φ(C2+轻烃)<50%时,C2+轻烃回收率在60%~80%,工业上可根据采用低温热制冷等措施进一步提高其回收效率;当原料中φ(C2+轻烃)>50%时,装置能耗将进一步降低,轻烃回收效率也将进一步提升。
04技术优势区域确定
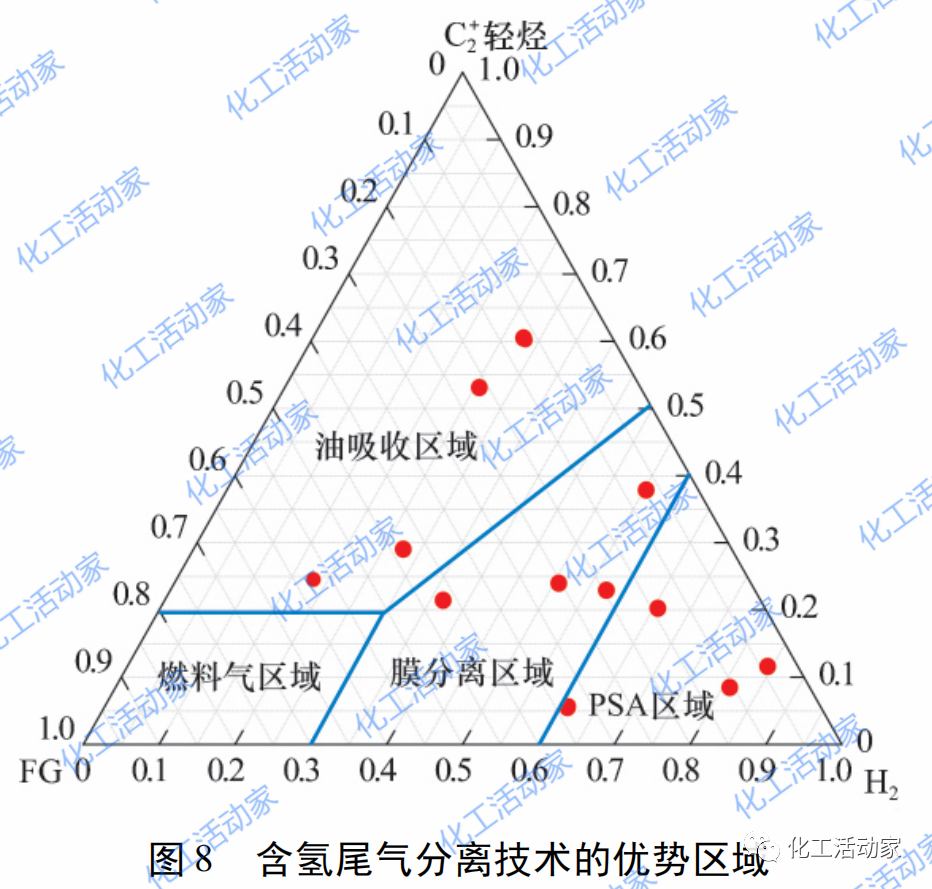
综上分析可知,对于含氢流股综合优化利用来说,PSA能够生产高纯度氢气,但要求原料氢体积分数大于60%才能保证合适的回收率,经济效益较好。从氢气回收率角度看,膜分离技术对任意氢浓度的原料都具有较高的回收率。从回收单位体积氢气的能耗角度看,膜分离装置的能耗要高于PSA装置。从回收产品氢纯度角度看,膜分离装置产品氢纯度偏低,适合于供对氢气纯度需求不太高的加氢装置或作为PSA进一步提浓的原料。油吸收装置适合于对含氢流股中C+3轻烃含量偏高的流股进行处理,目的是一方面回收高价值的轻烃组分,另一方面是将原料气中的H2富集,便于后续提浓处理。含氢尾气分离技术的优势区域见图8。
由图8可知,针对炼厂含氢尾气而言,根据PSA、膜分离技术和油吸收技术处理各种含氢石化尾气时的分离效果差异,划分了其优势分离区域:PSA系统依然适合处理氢气体积分数大于60%的原料。值得注意的是,PSA处理含氢石化尾气时,原料氢气浓度的下限并不是固定不变的,随着吸附剂选择性的提高,或者吸附塔的数量增加(增加均压次数,减少尾气氢含量),对较低氢浓度的原料也具有较高的回收率。膜分离技术适合于处理氢体积分数在30%~60%的原料,膜分离技术处理含氢石化尾气的下限也不是固定的,高选择性的膜组件能够提高氢气浓缩程度,因而能够提高氢气回收率和使用范围。油吸收技术适合于对C2+轻烃含量较高的流股进行处理,特别适合用作膜分离或PSA的前处理装置。
05建立含氢物流分离过程矢量描述方法
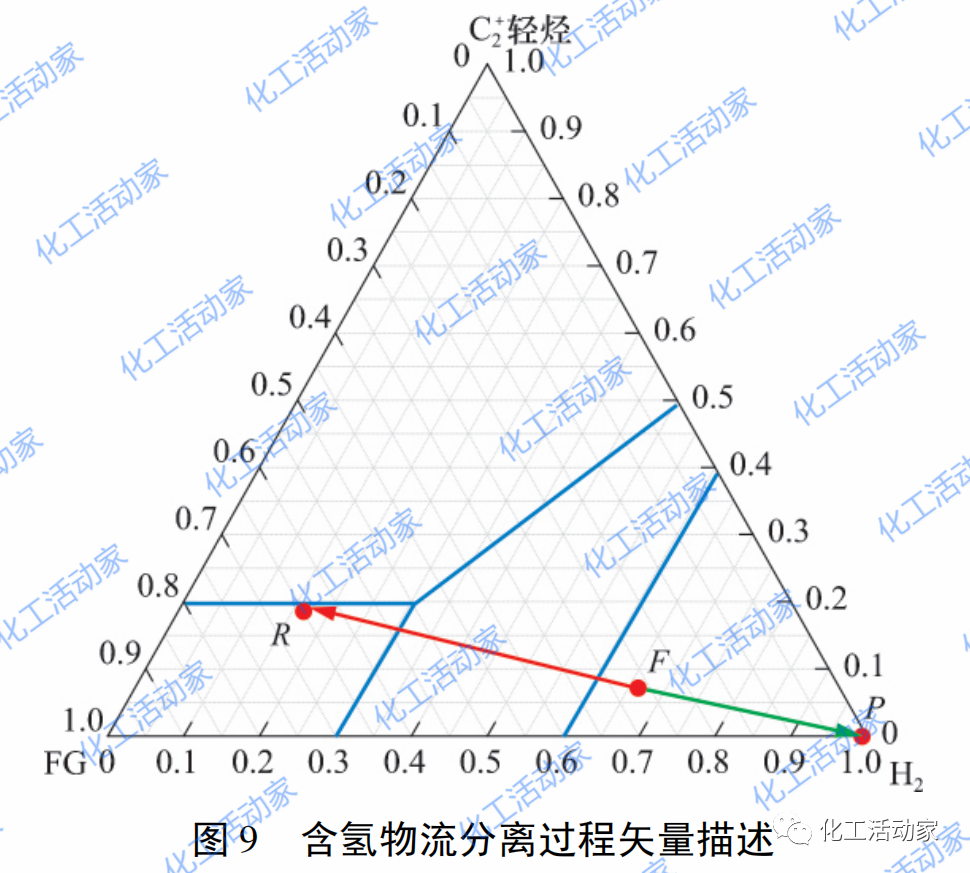
将分离过程当作“黑匣子”,满足物料守恒、组分守恒。含氢物流分离过程矢量描述见图9。
含氢物流的分离过程可用一对矢量描述:点F—含氢物流,进料;点P—目的产品;点R—剩余组分;矢量FP—获得产品的过程;矢量FR—得到剩余组分的过程。
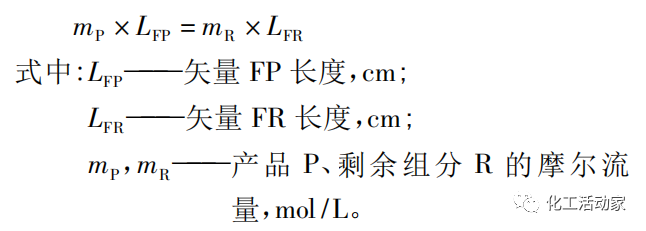
物料平衡关系用下面公式表示。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020