















































软件

产品


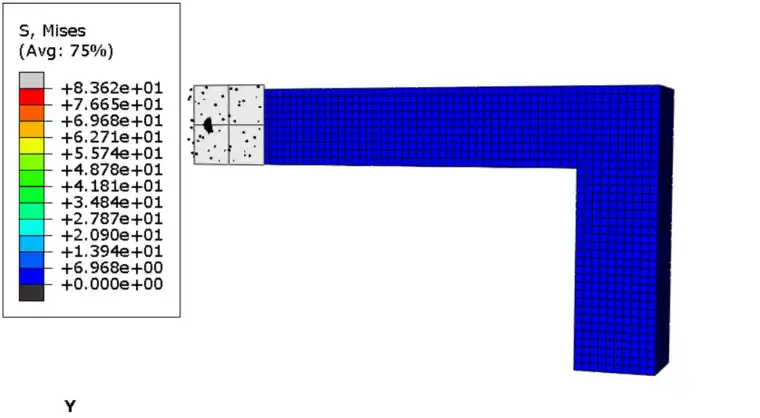
机械喷丸:
利用弹丸高速冲击到靶材,使其表面产生塑性变形产生残余应力以及加工硬化从而提高材料的强度和冲击到靶材mily:'宋体';font-size:12.0pt;white-space:pre-wrap;">疲劳强度。
影响喷丸强度的工艺参数主要有:弹丸直径、弹流速度、弹丸流量、喷丸时间等。弹丸直径越大,速度越快,弹丸与工件碰撞的动量越大,喷丸的强度就越大。喷丸形成的残余压应力可以达到零件材料抗拉强度的60%,残余压应力层的深度通常可达0.25mm,最大极限值为1mm左右。喷丸强度需要一定的喷丸时间来保证,经过一定时间,喷丸强度达到饱和后,再延长喷丸时间,强度不再明显增加。在喷丸强度的阿尔门试验中,喷丸强度的表征为试片变形的拱高。
随机喷丸
ABAQUS支持的四种粒子生成的概率密度函数
正态分布 对数正态分布 均匀分布 分段线性分布
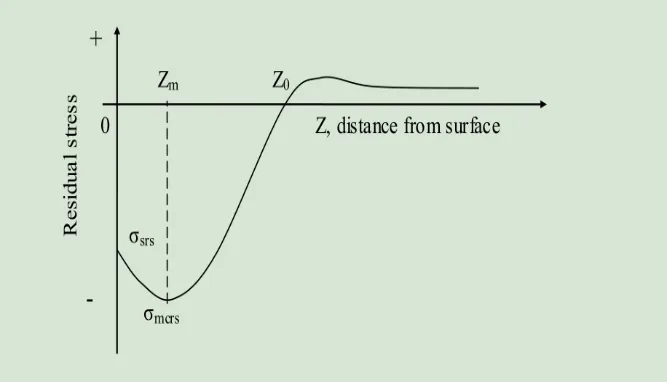
深度方向残余应力图
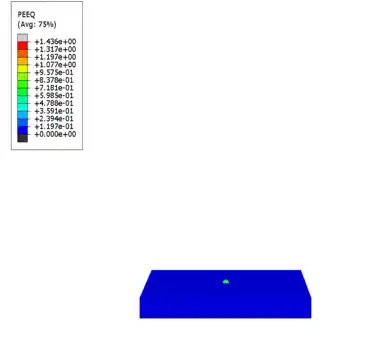
机械喷丸包括:单弹丸、多弹丸和随机弹丸
粒子透明下塑性应变动画
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















