















































软件

产品



适用版本:NX8.0以上
五轴机床加工时用户希望第四轴或第五轴在定向加工时能够锁轴,以保证加工的稳定性,五轴联动加工时松开第四轴或第五轴。有此需求的用户多数用开发后处理的方法来实现,开发后处理需要一定的专业性,并且实现这个场景的后处理算法并不简单,用户对后处理了解不深就没法实现这个功能。锁轴作为一个常用功能,NX软件其实已经自带这个功能,本文将讲述这个功能的用法并延伸知识点,将此功能固化到后处理内。
具体操作方法
在几何视图下选中部分刀轨或全部刀轨(如图1),鼠标右键→对象→开始事件→双击事件“Clamp”,弹出对话框如图2。之所以在几何视图下选择刀轨,是因为几何视图比较方便选中全部刀轨。
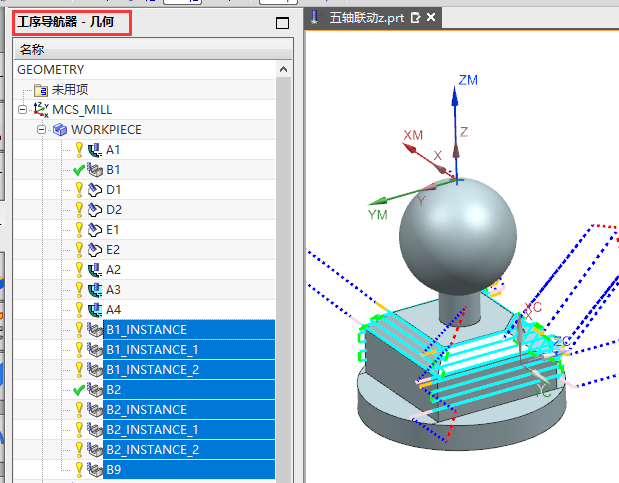
图1

图2
在夹具对话框中如图2所示设置,将夹紧轴设为自动,夹紧状态设为开。
执行后处理,发现第四轴第五轴锁轴代码已正确实现。

图3
如用户的机床锁轴松轴代码不是后处理默认的M10~M13,用户可以按照以下方法修改。打开后处理文件→N/C数据定义→块,分别修改下图4所示的四个块。
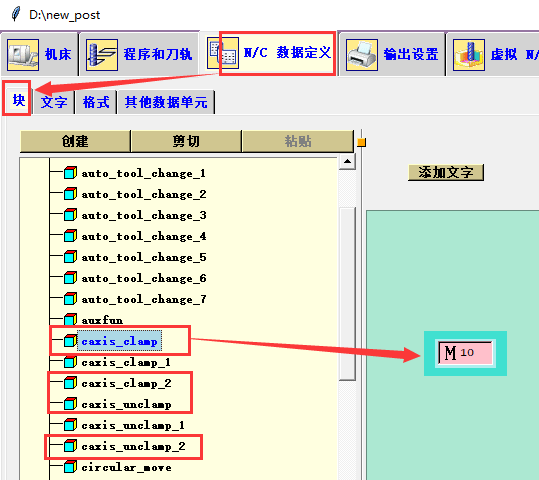
图4
如将第四轴锁轴代码M10改为M43,鼠标右击块M10→编辑,在表达式内将10改为43即可,效果如下图5所示。其余的锁轴、松轴代码操作方法一样,不再赘述。
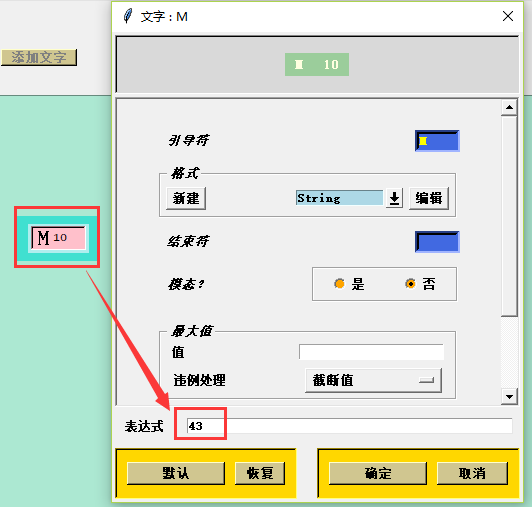
图5
虽然NX提供了如此便利的锁轴功能,但还是要用户操作一下。NX默认的后处理已经内置了先进的锁轴或松轴功能的算法,事件“Clamp”只是调用了这个算法而已,因此,只要简单的修改后处理也可以不用“Clamp”事件也能调用这个算法。操作方法如下图6所示,在刀轨开始事件里随便找一个定制命令,输入如图6所示的两行代码即可。经此方法修改后的后处理不用“Clamp”事件也能正确的输出锁轴或松轴代码。

图6
总结一下,本文所提供的方法适合各种五轴联动、四轴联动机器。适合不懂后处理修改或对后处理了解不深的用户通过简单的修改后处理即可实现自动锁轴或松轴的功能。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















