软件

产品


1、问题或故障描述
***用户在使用一台配备FS0i-Mate-MD系统机床正常加工时,主轴突然停止不转,但伺服轴仍然正常移动。
2、处理过程
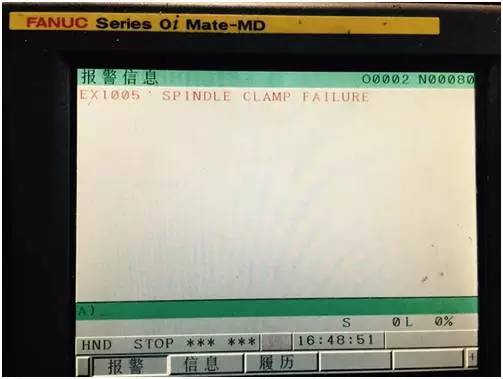
用户描述:在加工时,有时主轴突然停止不转,但伺服轴仍然在移动。CNC系统无报警,机床有1005报警(主轴刀具未夹紧)。此故障造成工件报废,并且容易出安全事故。用户反映有时几天出现一次,有时一天出现几次,频率不定。
FANUC工程师在现场观察到:机床在加工时,Z轴上下移动过程中突然出现主轴停止,且有1005报警,如下图所示:
主轴停转都是在Z轴上下移动时出现,初步怀疑是外部某一路信号线接触不良造成。
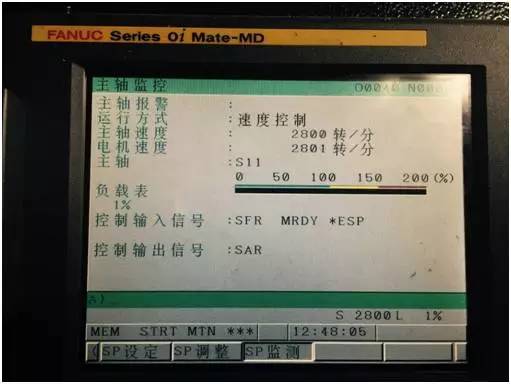
从主轴监控画面看到,正常时的主轴控制输入信号有:“SFR、MRDY、*ESP”
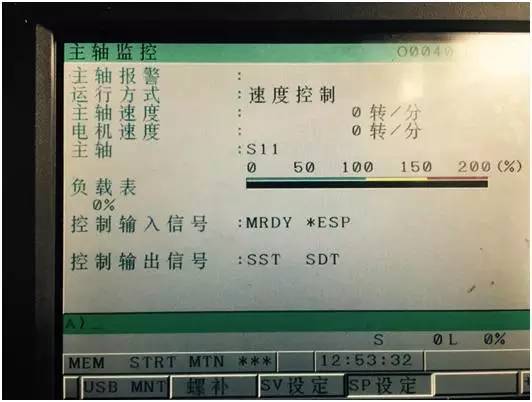
而在主轴停转时,主轴监控画面的控制输入信号是如下图所示:
对比发现:缺少“SFR”信号。
SFR是“主轴正转”信号对应G070#5
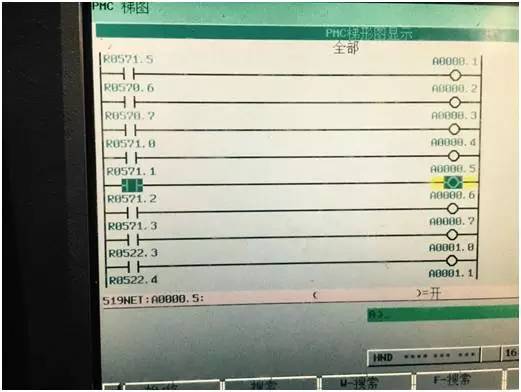
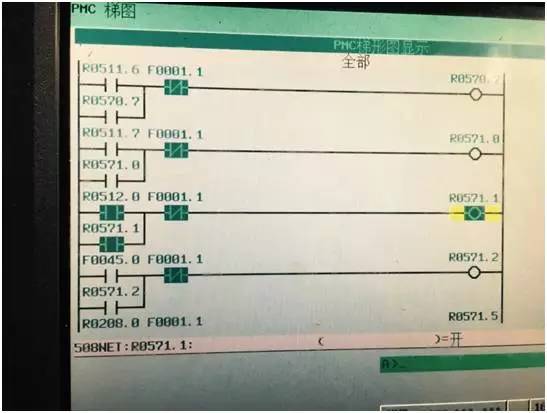
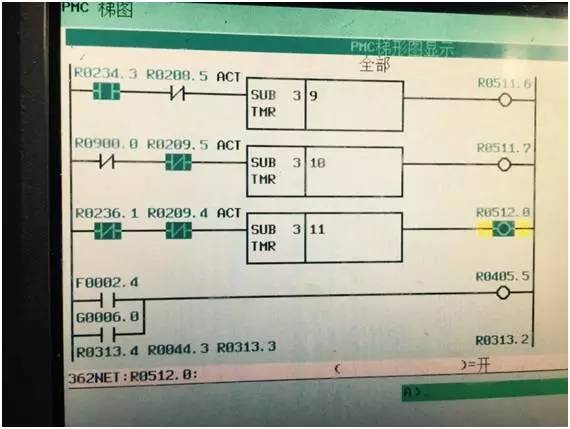
再通过查看PMC里面的G70.5信号看到:
对照查看机床厂家电气图,找到1005报警对应的是:A0.5
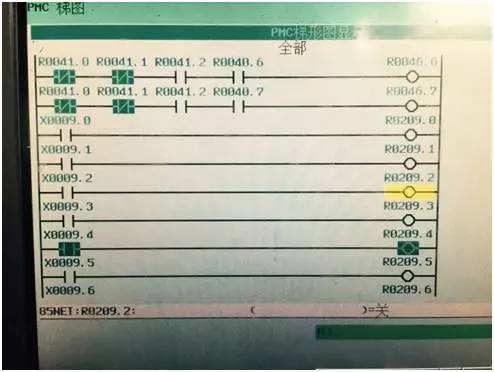
查找后,确认“主轴刀具夹紧确定”信号对应的是X9.4。
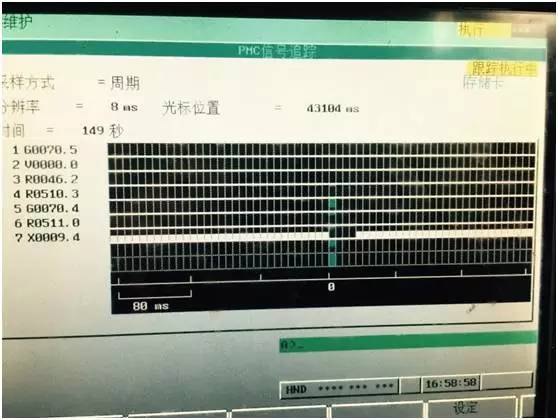
通过追踪该信号:
发现在加工过程中,有突然断开又马上恢复的现象(即由“1”变为“0”,再马上又变回“1”),发现是该路的信号线中间有断线,接触不良。顺藤摸瓜,最终找到是线号260这根线中间有断线。
结论
通过本案例,在维修工作中,特别是遇到偶发故障时,可以利用PMC信号来回推,并结合追踪信号点的变化来帮助我们解决问题。同时在维修过程中,要善于观察记录,将正常状态下的情形与异常时的情形作比较,找到其中不一样的地方,再顺藤摸瓜,最终找到问题症结所在。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020