软件

产品


对一些多轴机定位加工时,为了提高加工时零件的刚性,一般会先把轴锁住再进行切削加工,UG后处理网上流传的一段代码如下,
global mom_operation_type
if { $mom_operation_type == "Variable-axis Surface Contouring" } {
MOM_output_literal "M11"
} else {
MOM_output_literal "M10"
}
相信很多人玩烂了,优劣自有各自的评价。
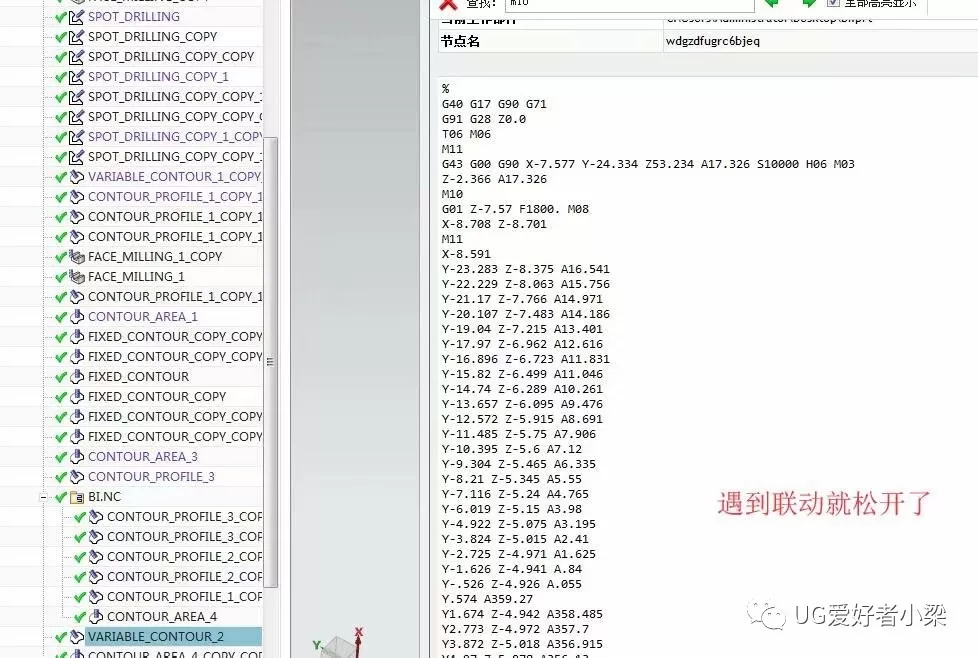
在这里讲一另一个比较流氓的锁轴的方法,原理就是通过预读前后的代码,通过判断前后地址的变化输出松轴或锁轴代码,如果当前A轴角度与下一句程序的A轴角度一致,则保持锁紧状态,如果不同,则松开轴放飞它。 费话不多说,要用到的代码如下:
mom_kin_read_ahead_next_motion 这个预读开关,必须打开它才能预读指令(如果你都没叫我先看看后边的,你就问我后面是啥,懒得理你)
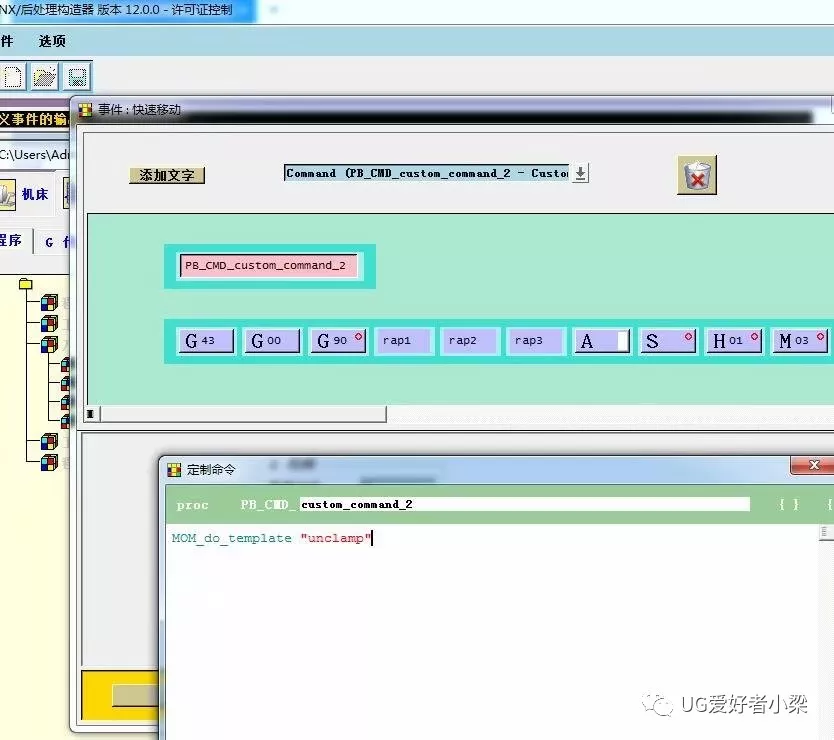
如图在程序头添加定制命令如图,
要锁轴松轴,肯定要添加代码,如图添加块
然后就可以用到mom_pos 和mom_nxt_pos这两个变量了,如mom_pos(0),就是当前的X坐标值,mom_pos(3)就是第四轴数据,mom_nxt_pos(3)为下一个的第四轴数据,其它的类推,添加代码如图
为什么取值3位小数?如果不取整的话,可能第十位的不同也会导致判断不一样,再说咱的机床一般也就三位小数,程序如下
看起来很乱是不是?,把这些中文输出的关掉就行了
如图:
正常情况下G0快速运动的时候和换刀之后都是松轴的,所以在快移前面和换刀之后添加一个松轴代码
程序如下:
原理在这里,方法在这里,想要用作其它的就自己去玩吧。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020