















































软件

产品


问答里看到有人问怎么用minitab制作CPK,现在将最基本的的操作步骤分享如下:
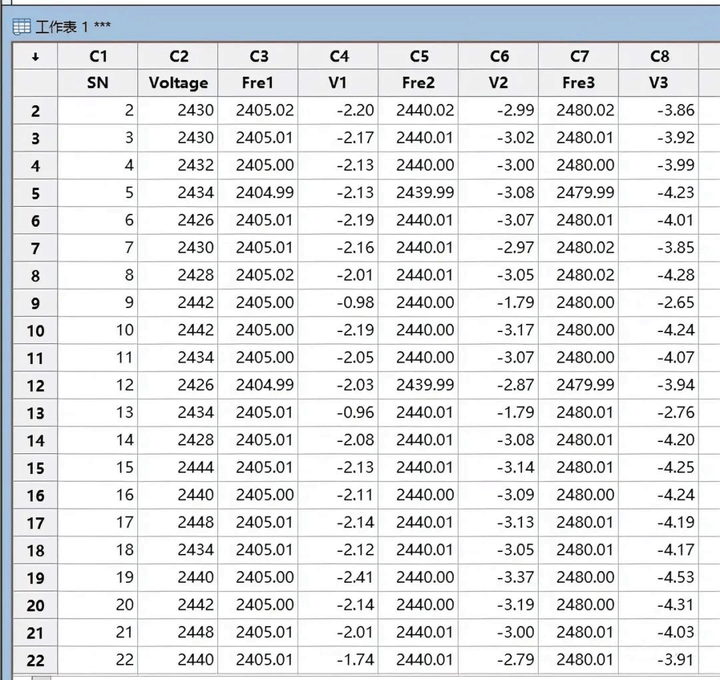
1. 将所需要的制作CPK的数据列复制到minitab的工作表中, 注意需要两列以上的数据,并且包含列头(对应的项目名称),复制粘贴在minitab中,因为包含列头,所以从第一行的上面一行开始粘贴。
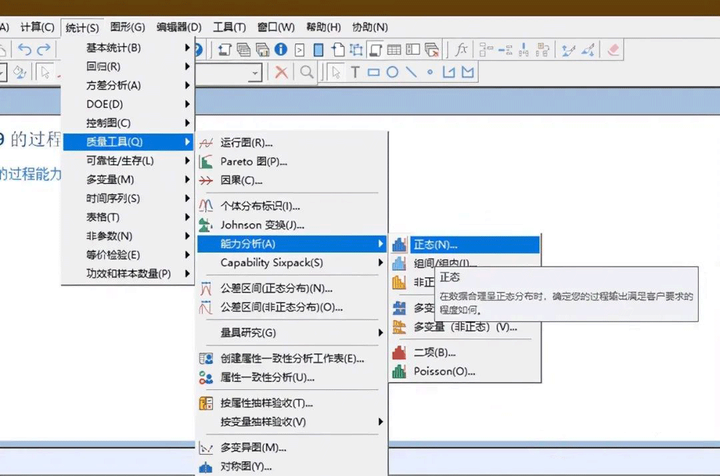
2. 点击主菜单的“统计”->“质量工具”->“能力分析”->“正态”,正态分布就是我们通常意义上的cpk。
3. 在弹出来的对话框里面选择数据排列位单列,从左侧的list里双击需要计算cpk的列名,选择一个常量或者ID项在“子组大小”;设置规格上限和下限。是否设置上下限作为边界位可选项。
4. 生成了这个项目的过程能力报告,也就是CPK. 这个图里面包含了数据分析的基本数据,比如:均值,样本,标准差,Cp, CPL, CPU,CPK. 可以直接复制该图形粘贴到excel或者其他文件里面。
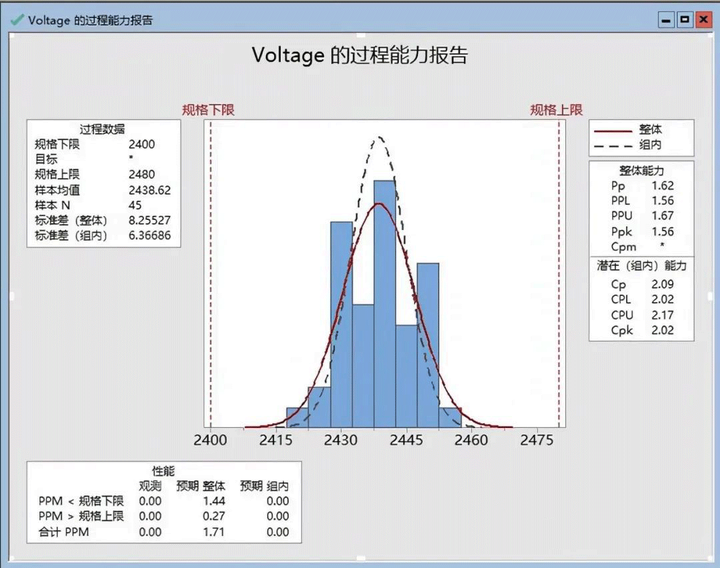
为什么要关注CPK?CPK是对于生产过程中体现制程能力的指数。
对于这个CPK的正态分布,在上下限范围里,波形越集中,拟合的曲线越好,说明CPK越好,制程能力越好。
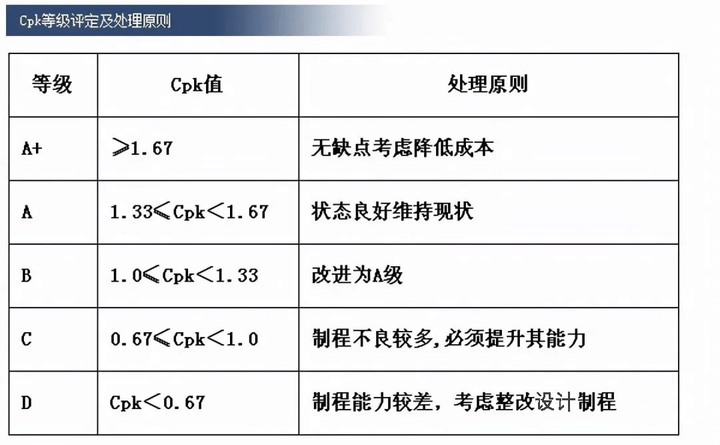
CPK的等级及处理原则如下,一般工厂如果能达到1.33,则表示制程能力良好,维持现状即可。低于1.33则要考虑制程不良的原因进行分析改善。
一些计算CPK要注意的点:
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















