















































软件

产品


通过计算Cp/Cpk/Pp/Ppk等,可以评价过程满足客户要求或工程规范的能力,如何计算呢?使用Minitab,简单又方便哈。
不过,想要使用以上参数分析流程前,还需要验证过程是稳定的,且服从正态分布。
1.如何验证过程是否服从正态分布?比如,下面是某零件的直径测量数据

在Minitab输入以上数据,然后“统计->基本统计量->正态性检验”,如下图
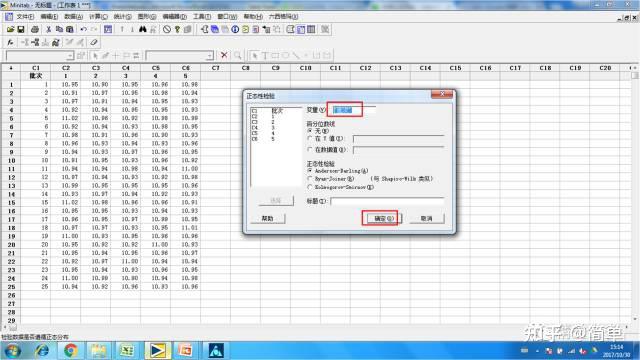
点击确定后得下图
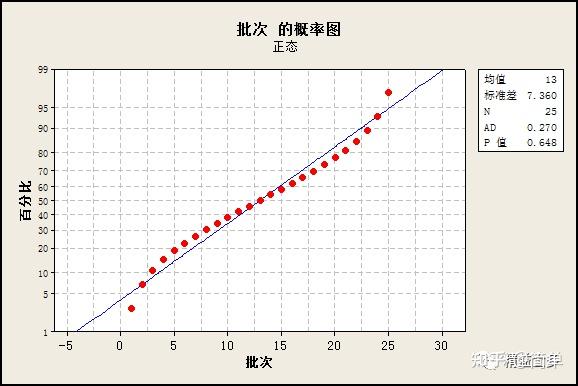
右边P值:0.648>0.05, 即分布为正态;若P<0.05,则非正态。
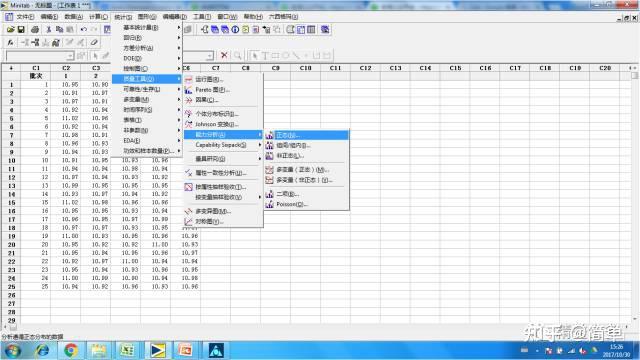
2.验证数据正态后,如何计算流程能力参数呢?
1)Minitab中,“统计->质量工具->能力分析->正态”
点击后输入规格下限10.9,规格上限11.0
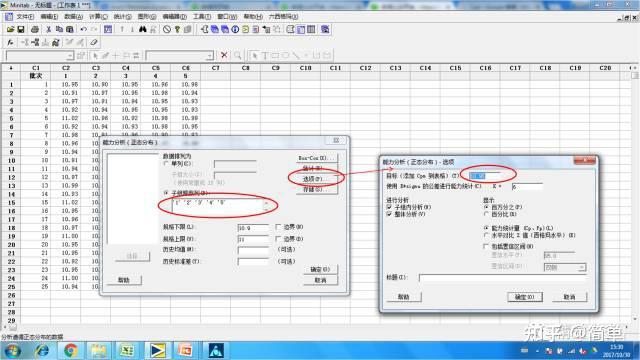
->“选项”输入目标值10.95,两个确认后
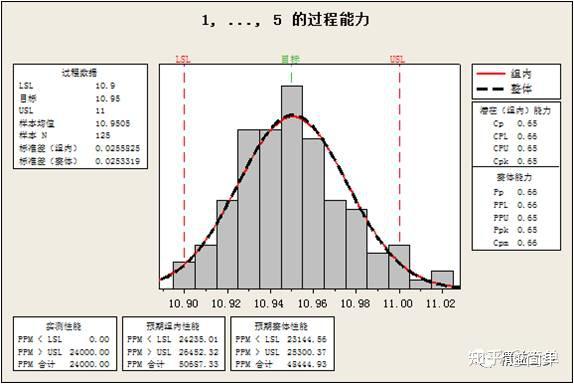
通过这个图,我们可以看到很多信息
1)左上角的标准差组内0.0255825和标准差整体0.0253819相差非常细微,说明该流程除了组内随机误差外,组间的差异不明显;
2)Cp=0.65, Cpk=0.65,都<1,说明过程能力不足;且两者可以认为是相等,说明改善流程的主要工作是降低流程的波动;
3)Pp=0.66,Ppk=0.65,都几乎等于Cp,Cpk,说明流程的问题在于随机波动,流程不存在组间差异大的特殊因素,即我们要解决的问题是随机因素,非特殊因素。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















