软件

产品


现如今,我们有些人非常幸运,可以通过某个过程对我们生产的所有产品进行瞬时的非破坏性检测,成本比较低。对于其他人来说,能力分析至关重要。以酿酒为例:测量更加困难。一旦在葡萄酒样品中加入过氧化氢,开始测量其化学特性,就不能把葡萄酒装回瓶子里销售了。从尽可能少的样品中快速获取所需的信息很重要!
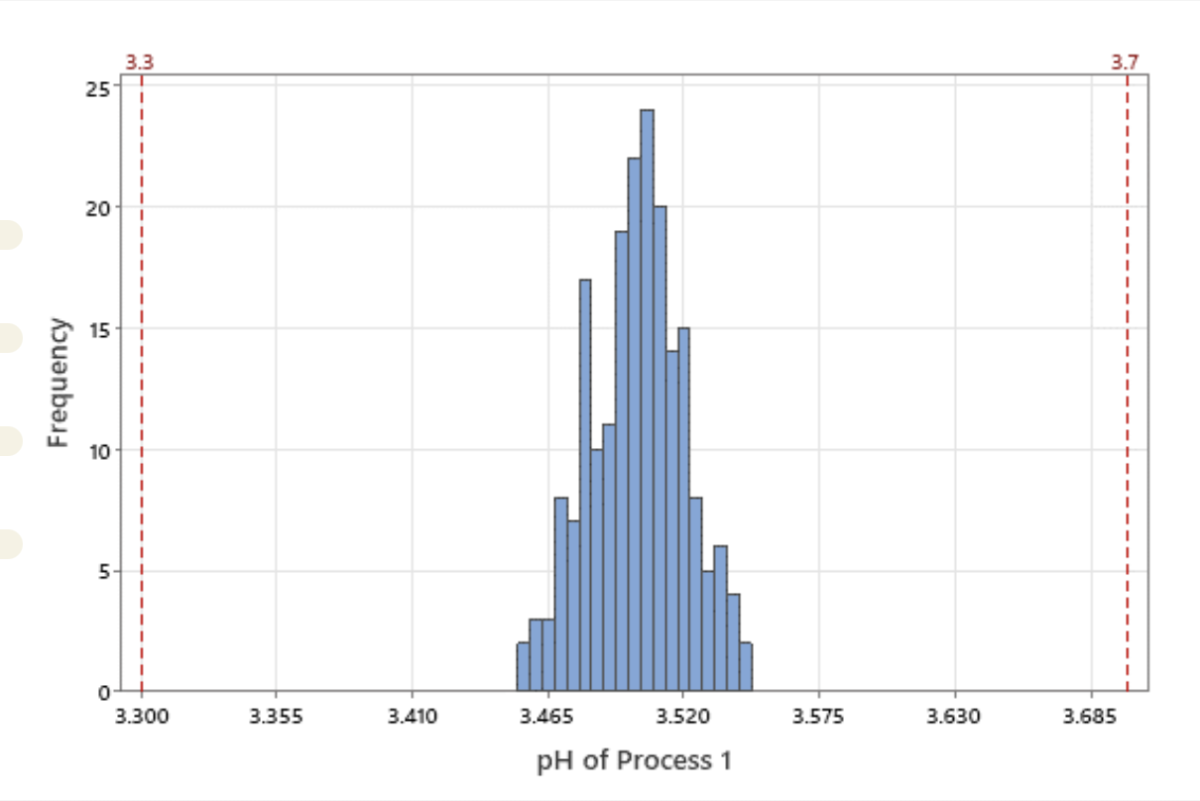
我们使用能力分析来评估过程在规格限方面的表现。乍一看,如果测量结果在规格范围之内,则认为过程表现良好。能力分析优于这种简单的二元方法,有助于洞察过程符合规格的程度。看看以下显示 pH 值测量结果的直方图。在成品中,这些值应在 3.3 和 3.7 的规格限范围之内。
在过程 1 中,测量值和规格限之间存在很大的差距。
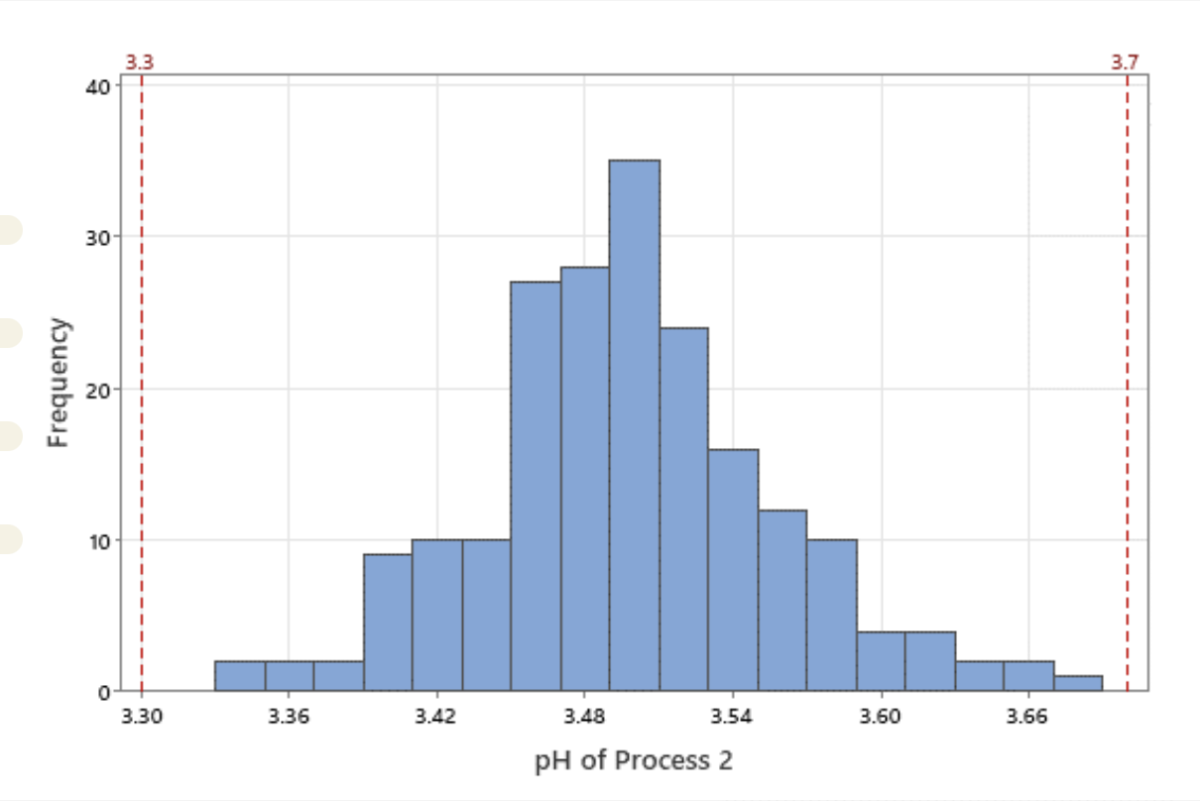
在过程 2 中,测量值接近规格限。在两个过程中,所有测量值都在规格限范围之内。因为直方图显示了过程中的样品,所以我们更担心过程 2 的测量值可能会超出规格限。能力分析将过程 1 与过程 2 区分开来,这样我们就知道我们的改进工作在哪里最有价值。
两种常见的能力测量:正在使用的能力测量有多种。最容易理解的两个是 Pp 和 Ppk。
什么是 Pp?Pp 是一个比率,用于比较规格限与估计的过程范围之间的距离。
估计范围越窄,过程表现越好,得到的 Pp 值越高。虽然不同的产品和过程有不同的标准,但经常会将 1.33 视作 Pp 的目标。
什么是 PPK?
当过程不居中时,Ppk 可以更好地表示过程向客户提供符合规格的产品的能力。Ppk 使用的是从测量平均值到最近的规格限的距离,而不是规格限之间的距离。Ppk 使用的是估计过程范围的 ½,而不是估计过程范围。结果得出的测量值考虑了过程平均值与规格限相关的情况。
为什么需要能力分析?
在做关于过程改进的决定时,仅仅知道产品样品是否都在规格限范围之内还不够。我们需要一种更详细的方法来描述过程在满足客户规格方面的有效性。如果需要知道要将改进工作的重点放在哪里,则需要做能力分析。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020