















































软件

产品


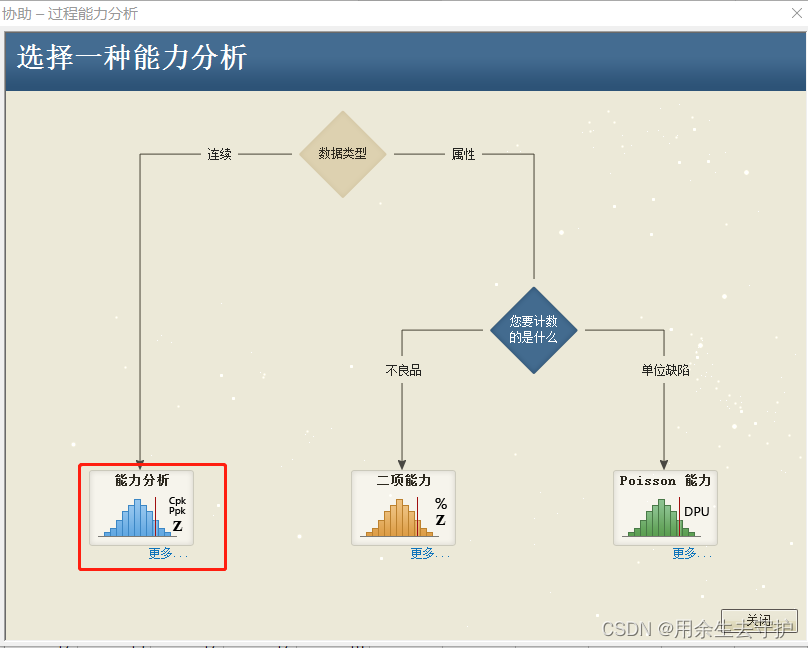
在SPC(统计过程控制中),主要分为:
正态分析
包括二项过程能力,DPMO、PPM、Z值等均属于过程能力分析,在SPC手册中:过程能力由造成变差的普通原因来确定,通常代表过程本身的最佳性能;在处于统计控制状态下运行过程,一般来说,由于受统计控制的过程服从可预测的分布,从该分布中可以估计出符合规范的产品比例。
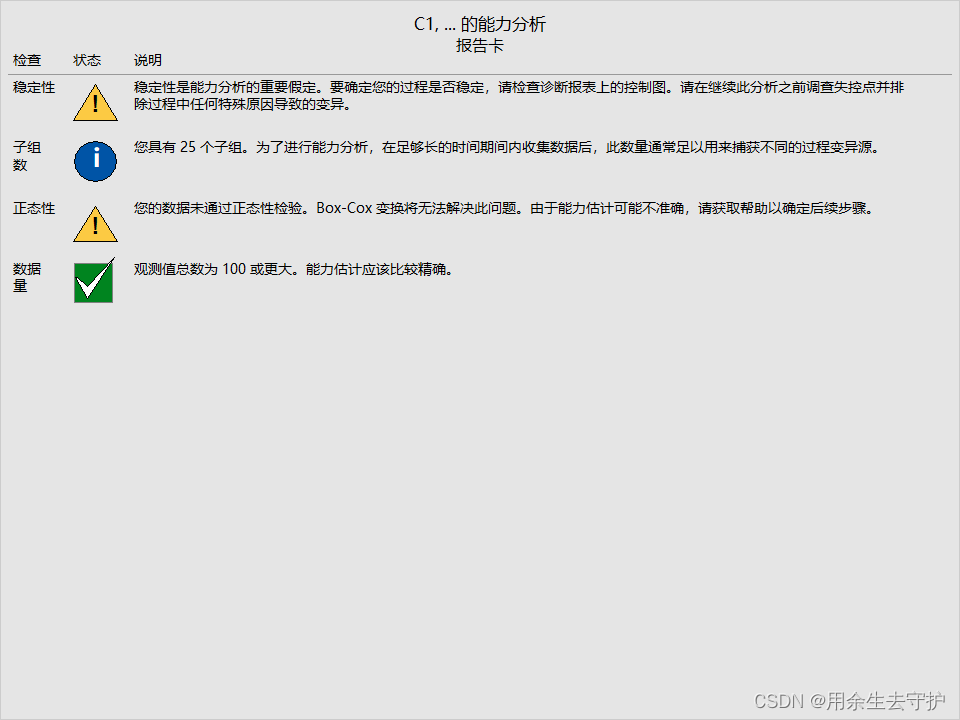
计算CPK前提:
除了上述三个条件外,数据收集应该满足时间顺序,分析见(三、时间顺序对CPK的影响)
分为25个组,每组5个数据
分析之前需要将数据进行转置处理,minitab中数据在多列时,每组数据占一行;或将所有数据堆叠到一列中;
进入入口1: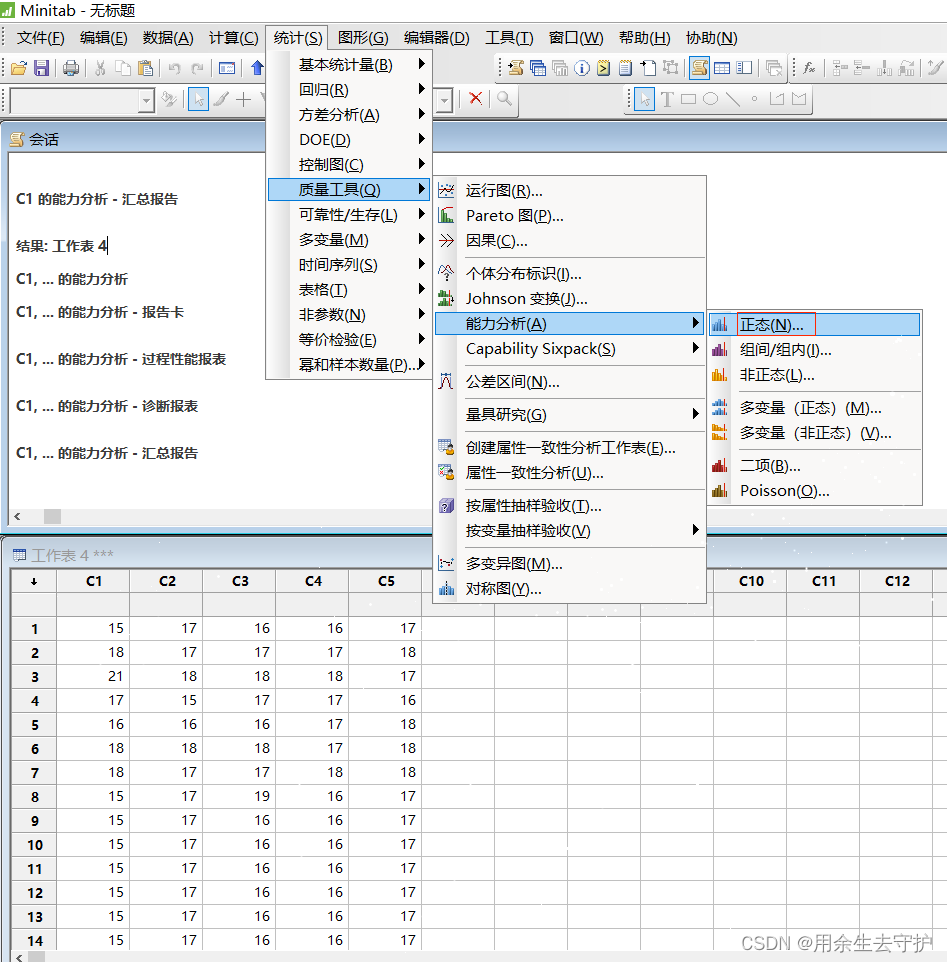
进入入口2: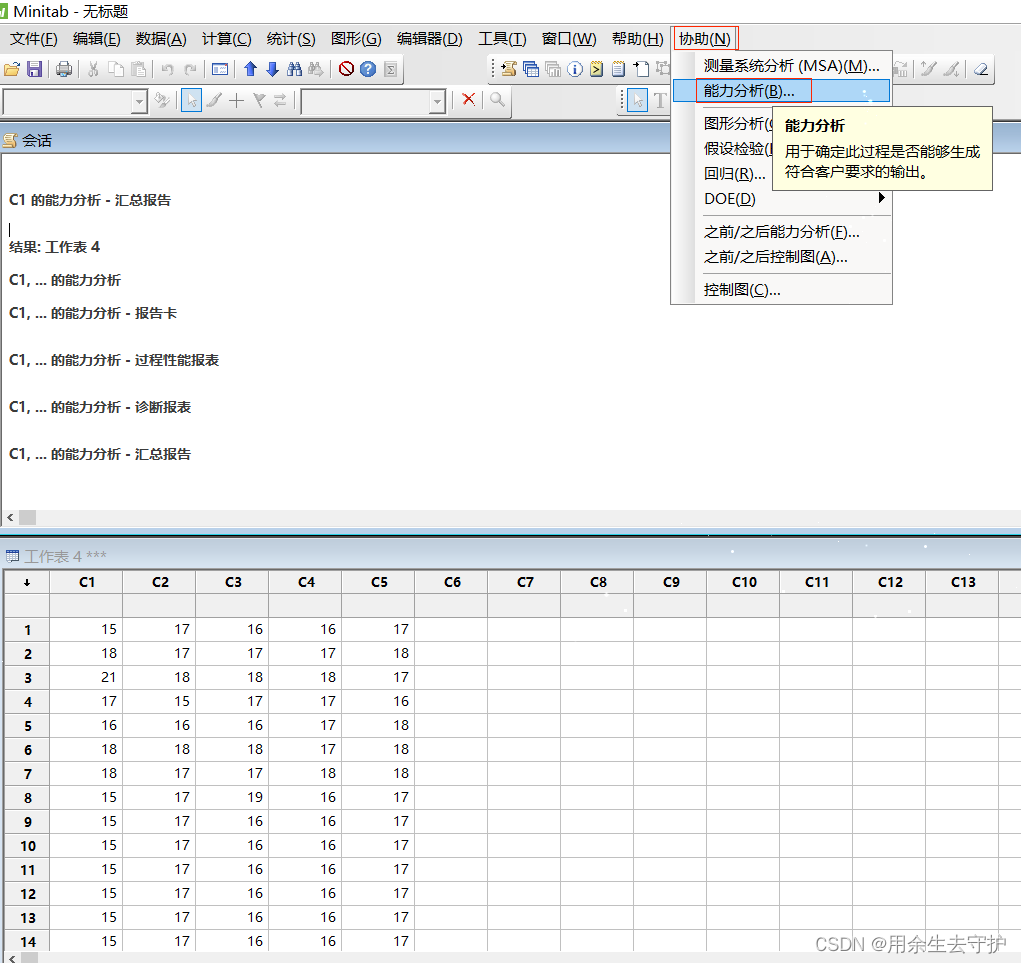
入口1:
单列: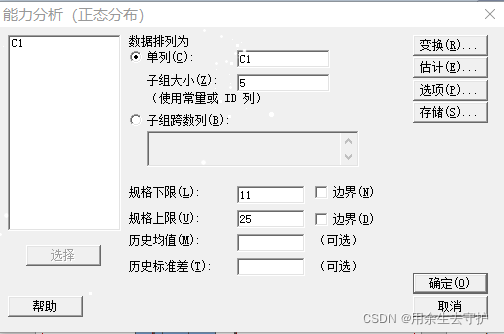
多列: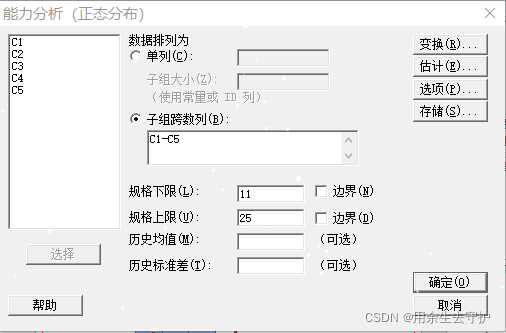
入口2:
单列: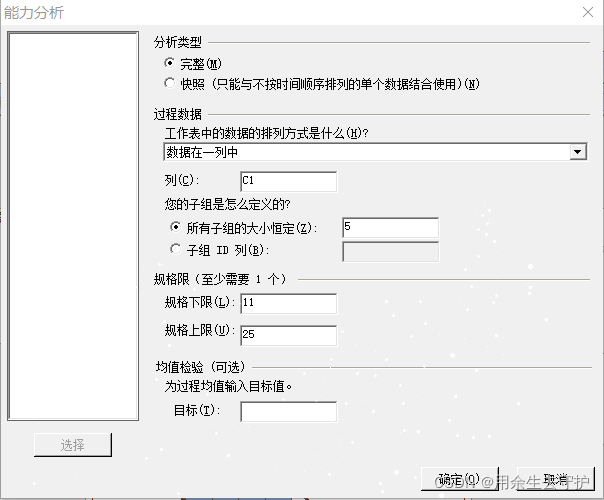
多列: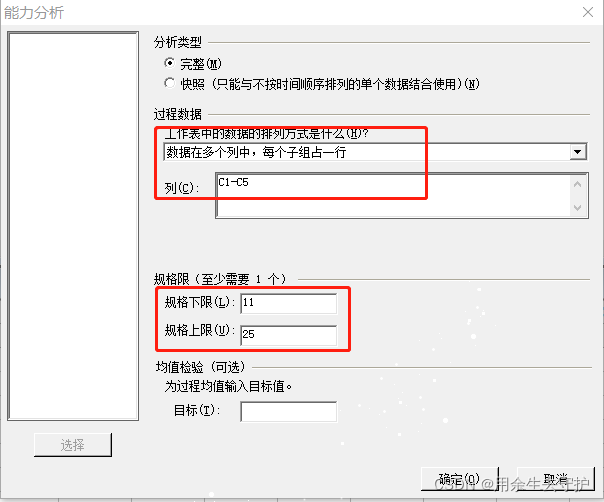
入口1:
单列: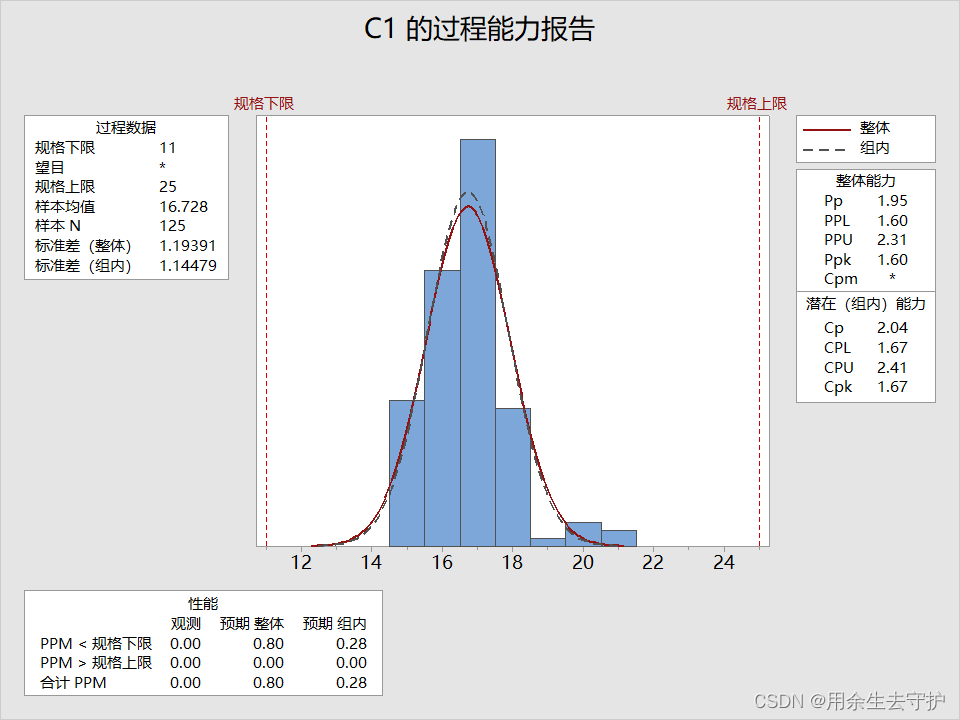
多列:
入口2: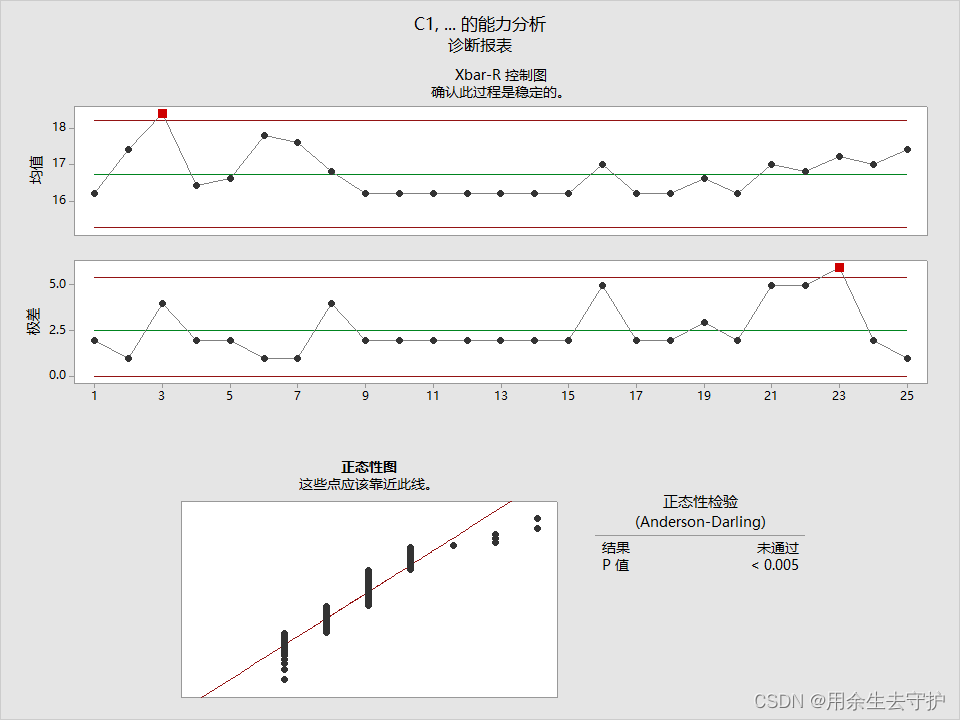
当对数据进行排序后: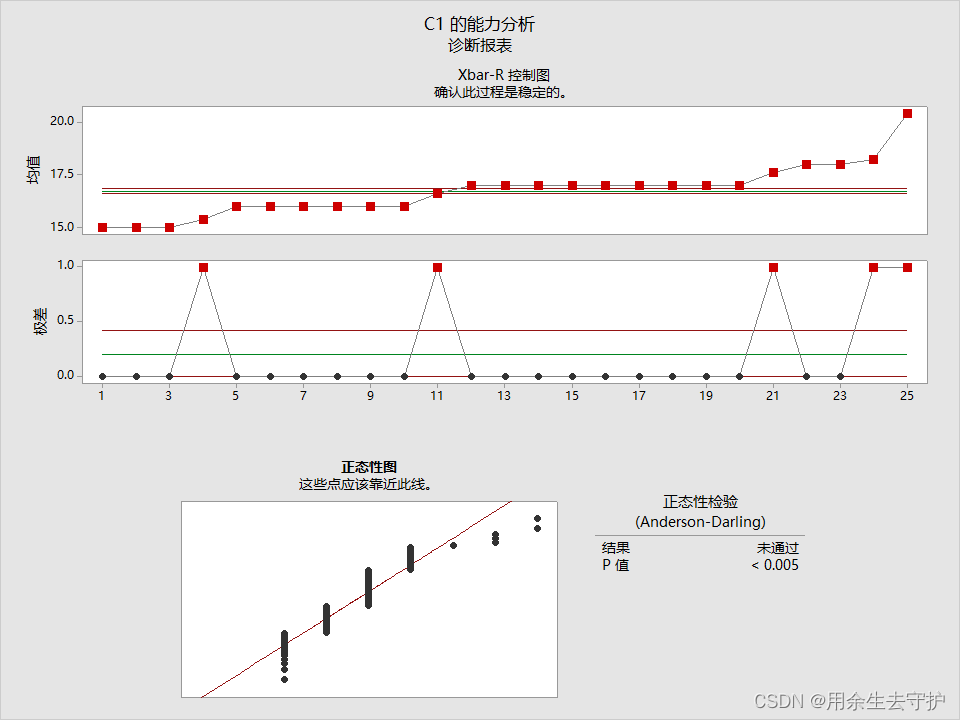

可以看出排序后的CPK明显高于未排序,但是PPK值却是一样的,我们得出的结论是:排序后的过程能力要高于未排序的;
原因分析:
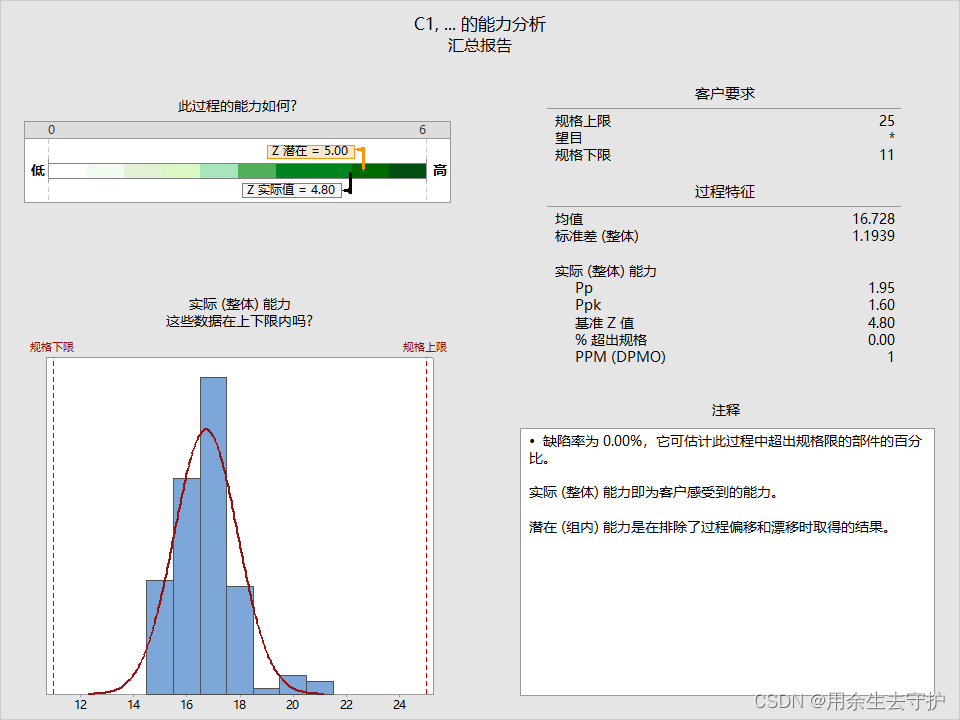
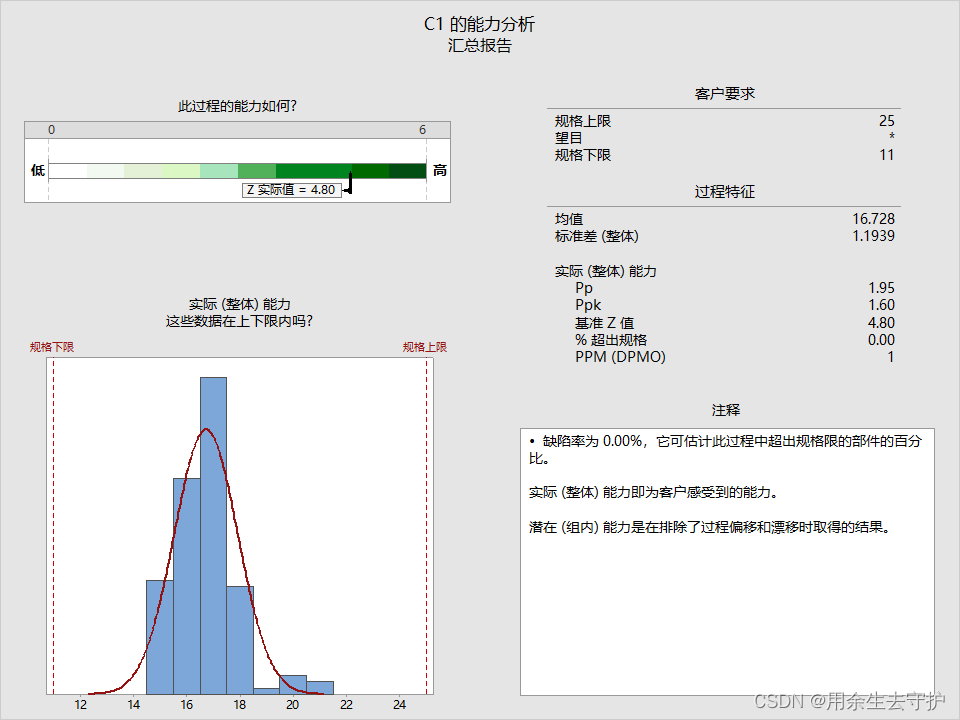
CPK=min{(USL-μ)/3σ,(μ-LSL)/3σ}
PPK=min{(USL-μ)/3S,(μ-LSL)/3S}
未排序: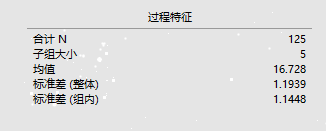
排序后: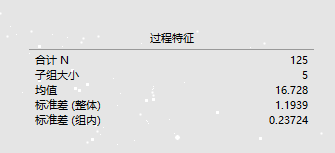
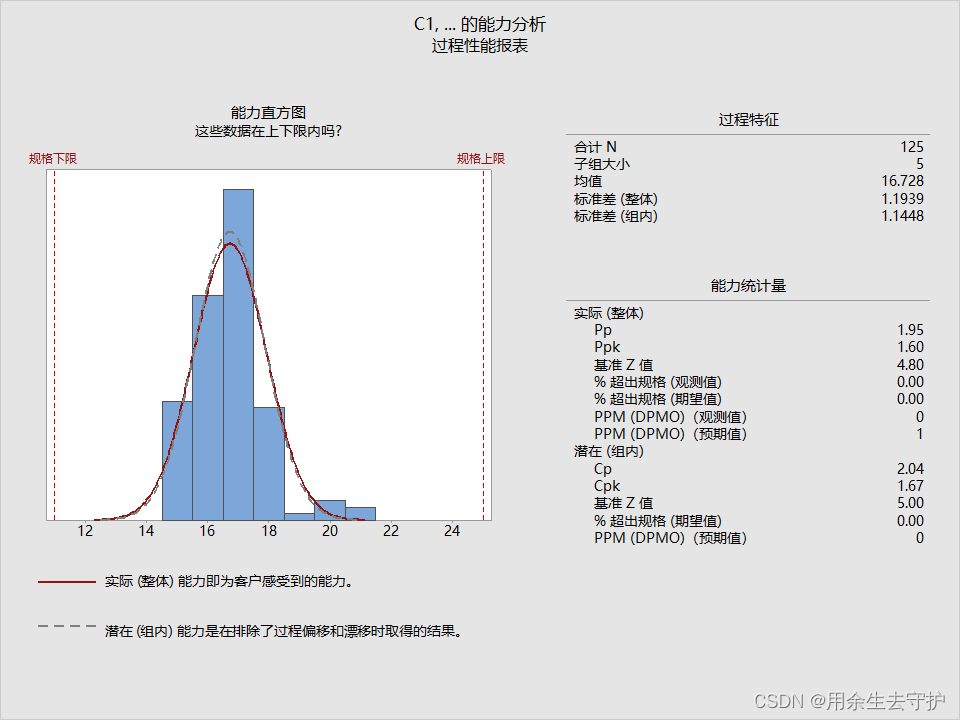
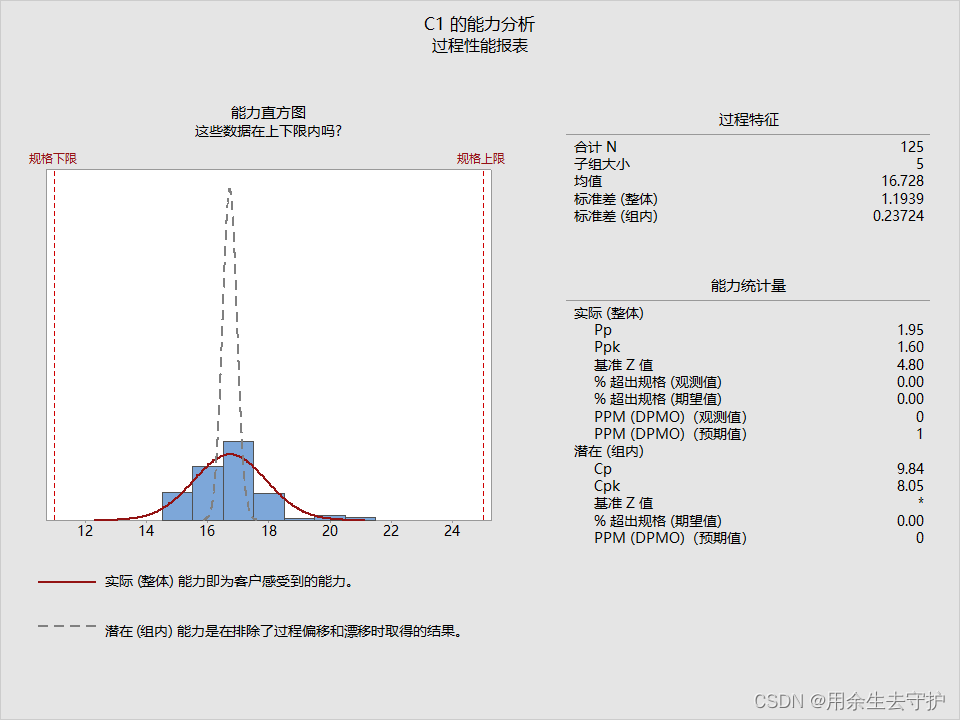
从公式中我们可以看出u,CPK与PPK的计算仅为标准差不一致,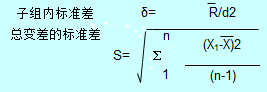
CPK中σ=子组内标准差(d2为常数,可查表得),而PPK中S=总变差的标准差,从公式可以看出σ受极差影响很大,而S并不会,我们可以看出,整体标准差(S)输出结果一样,而组内标准差(σ)排序后明显比未排序要小很多。
从此处也可以看出为什么CPK叫组内过程能力指数,而PPK叫整体能力指数。也可以看出CPK对过程取样的敏感性,计算CPK不仅要考虑三个前提,对数据的收集也有讲究,并不是任何情况下考虑CPK值都是有意义的。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















