软件

产品


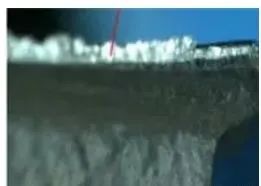
0 1钻尖磨损
01原因:
1.工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回.
2.机床刚性不足.
3.钻头材料不够结实.
4.钻头跳动太大.
5.夹持刚性不够,钻头滑动.
01措施:
1.降低切削速度.
2.增加进给量
3.调整冷却方向(内冷)
4.增加一倒角
5.检查并调整好钻头的同轴度.
6.检查后角是否合理.
0 2韧带崩刃
02原因:
1.工件在钻头钻入力作用下工件会向下移动,钻头钻通后弹回.
2.机床刚性不足.
3.钻头材料不够结实.
4.钻头跳动太大.
5.夹持刚性不够,钻头滑动.
02措施:
1.选用背锥更大的钻头.
2.检查主轴钻头跳动范围 (<0.02mm)
3.用预定心钻打顶孔.
4.使用刚性更强的钻头,带缩颈套或热缩套件的液压夹头.
0 3积削瘤
03原因:
1.切削材料与工件材料之间的化学反应引起的(含碳量较高的低碳钢)
03措施:
1.改善润滑剂,增加油或添加剂含量.
2.提高切削速度,降低进给率减少接触时间.
3.如果钻削铝材,可使用表面抛光无涂层的钻头.
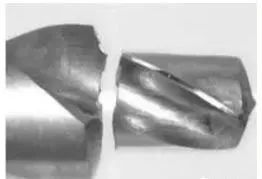
04断刀
04原因:
1.钻头螺旋槽被切削堵住,没有及时将切削排出.
2.孔快钻孔时,没有减小进给量或变机动为手动进给.
3.钻黄铜一类软金属时,钻头后角太大,前角又没修磨,至使钻头自动旋进.
4.钻刃修磨过于锋利,产生崩刃现象,而没能迅速退刀.
04措施:
1.缩短更换刀具的周期.
2.完善安装固定,比如增加支撑面积,增大夹持力.
3.检查主轴轴承和滑动槽.
4.使用高精度刀柄,如液压刀柄.
5.使用韧性更强的材料
END
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020