软件

产品


导读:
目前,大型封头锻件容易出现壁厚不均匀,局部拉薄、褶皱。为克服上述问题,本文提出了封头锻件工艺优化。通过Deform-3D数值模拟分析,对比封头冲形工艺进行,对成形板坯和冲形辅具进行优化,避免封头局部减薄和褶皱,最终优化后的封头成形工艺满足要求。
封头是化工、核电等设备的重要部件,为了保证设备在高温、高压下长期、高效运转,对性能的要求也越来越高,通过整体锻造得到的封头具有更高的强度和在高温、高压氢气下具有更大的抗力,应用前景广泛。
核电封头的完整性将直接关系到核反应堆的安全和寿命。封头在工作过程中受到高温、高压,特殊服役条件对核反应堆压力容器所用材料也提出了更加严格的要求:⑴在室温和工作温度下具有合适的强度和高韧性及尽可能低的脆性转变温度;⑵良好的可焊接性和冷热加工性;⑶在工作温度下具有最大的组织稳定性;⑷有足够的淬透性和厚断面组织性能均匀性。
常见的封头有椭球封头和球封头两种。本文介绍了球封头冲形成形,通过数值模拟优化封头成形辅具,保证了冲形后球封头壁厚均匀。
钢锭切锭底、冒口压钳口→镦粗压实→拔长下料→镦粗压实→镦粗出成品→锻造板坯锻后热处理→板坯粗加工→板坯探伤→板坯弯曲成形。
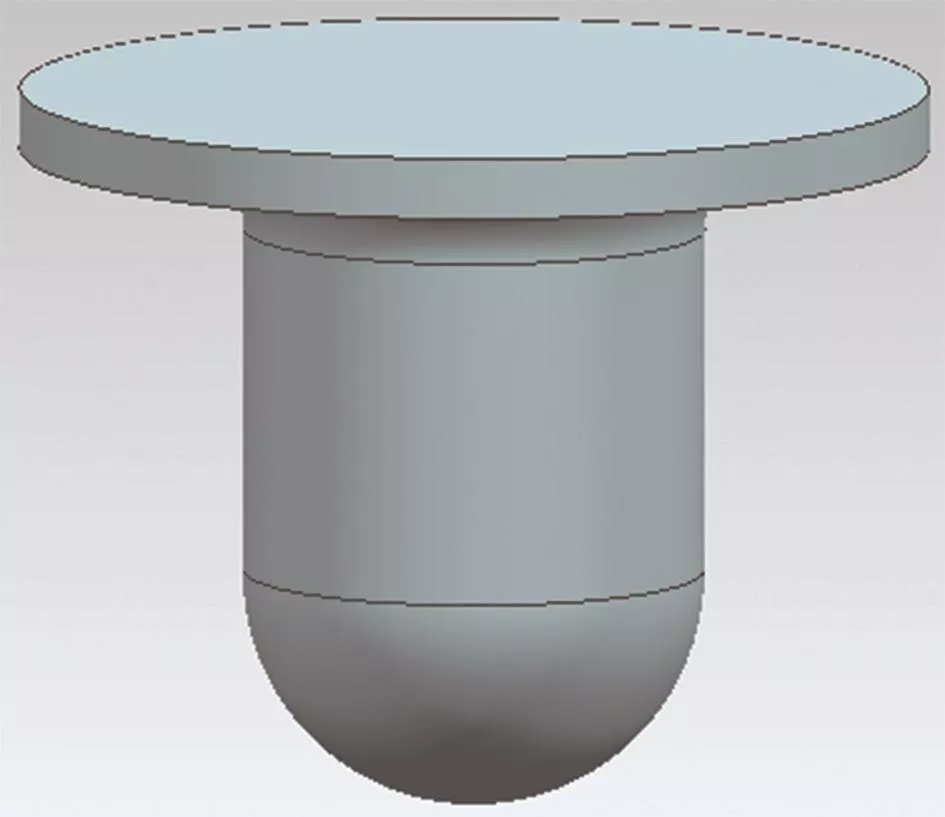
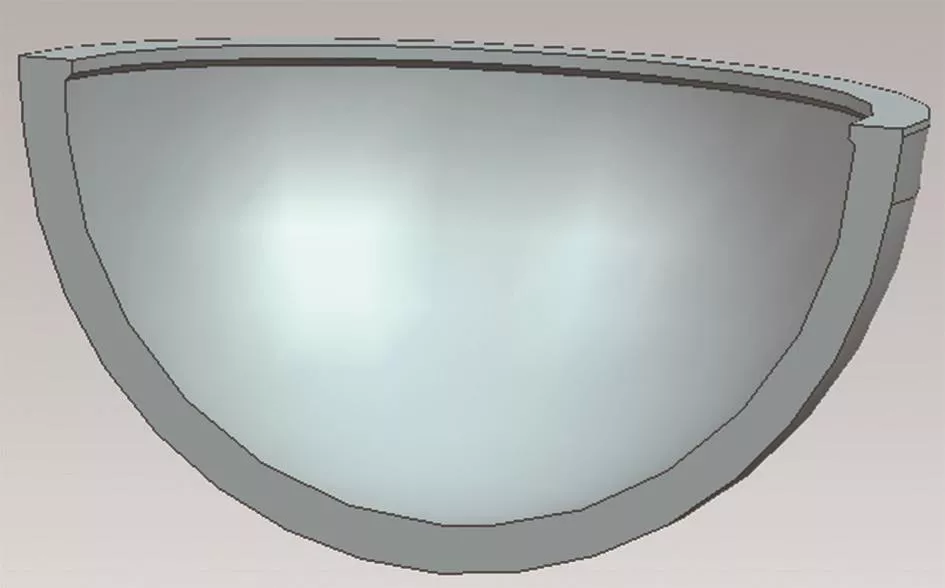
三维实体模型利用三维建模软件UG建立球封头成形上模、精加工的三维实体模型,如图1、图2所示。
球封头成形过程中,成形上模与水压机活动横梁连接,成形下模放在四个角柱上,冲形行程H=1300mm。冲形完成后,水压机活动横梁抬起,用天车吊起冲形完成的封头。
图1 球封头成形上模
图2 球封头精加工图
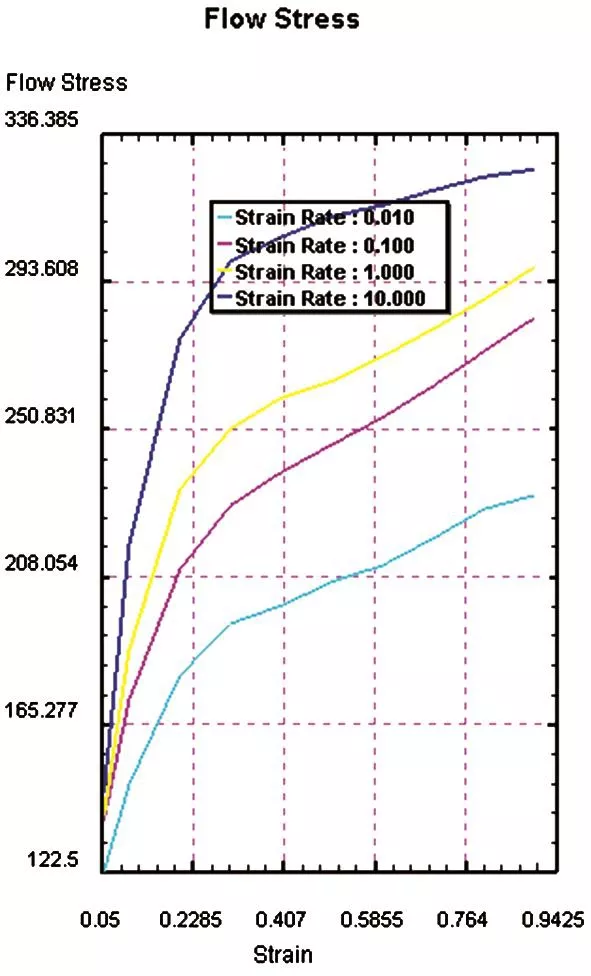
材料模型选择SA508-3,该钢具有优良的工艺稳定性和焊接性以及较高的强度。在Deform材料库中没有这种材料数据,根据材料物性实验,得到材料的真实应力应变曲线,如图3所示。
图3 SA508-3材料应力应变曲线
板坯冲形成形过程中,成形板坯定义为变形体,成形模具定义为刚体。成形板坯与模具之间的摩擦是一种非常复杂的物理现象,与接触表面的各种因素有关,如接触面间的相对硬度、表面粗糙度、温度、法向应力及相对滑动速度等,优势还在变形过程中产生变化。在Deform中有剪切摩擦和库仑摩擦两种类型,本文选择剪切摩擦类型。把变形体与成形上模直接的摩擦系数定义为μ=0.4,把变形体与成形下模之间的摩擦系数定义为μ=0.3。冲形温度设置为1000℃。
根据精加工图的尺寸,设计成形板坯图,通过系列数值模拟仿真进行板坯和模具优化,通过模拟结果对成形前板坯尺寸进行验证,确定成形板坯如图4所示。
图4 成形板坯尺寸
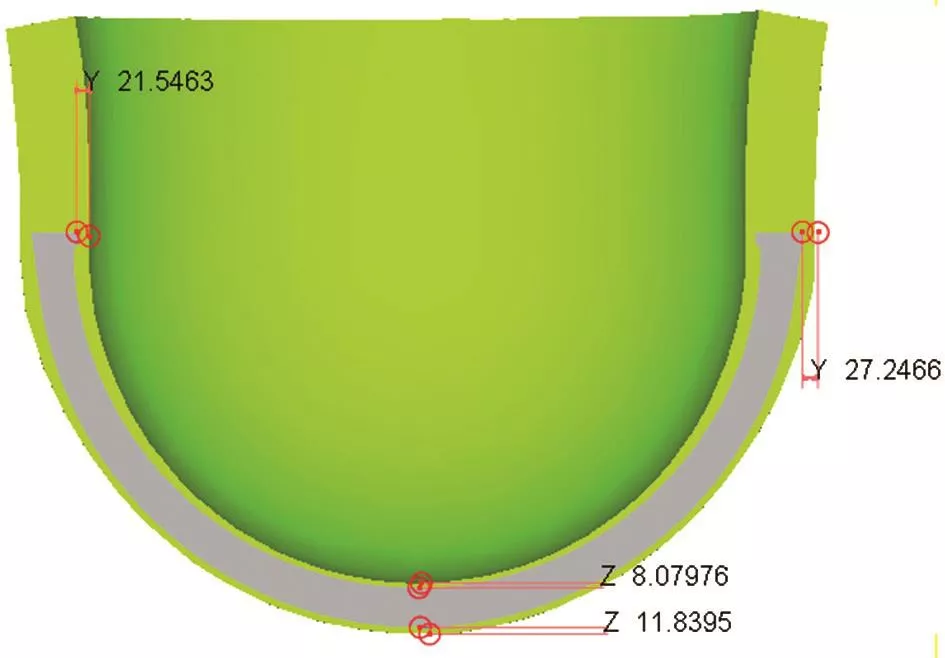
冲形结束后(行程1300mm),球封头锻件与精图的对比情况如图5所示。数值模拟按照此方案得到的封头锻件,可满足精加工。球封头底部的余量单边约10mm,球封头开口端内圆、外圆单边约25mm,从图中可以看出球封头锻件满足精加工尺寸要求。
图5 球封头锻件与精图对比
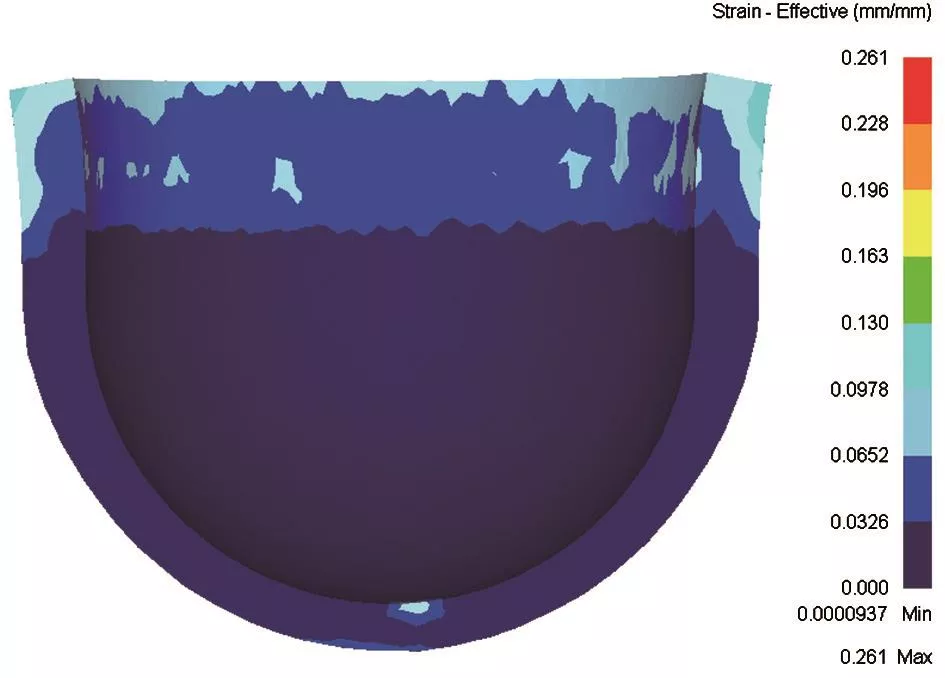
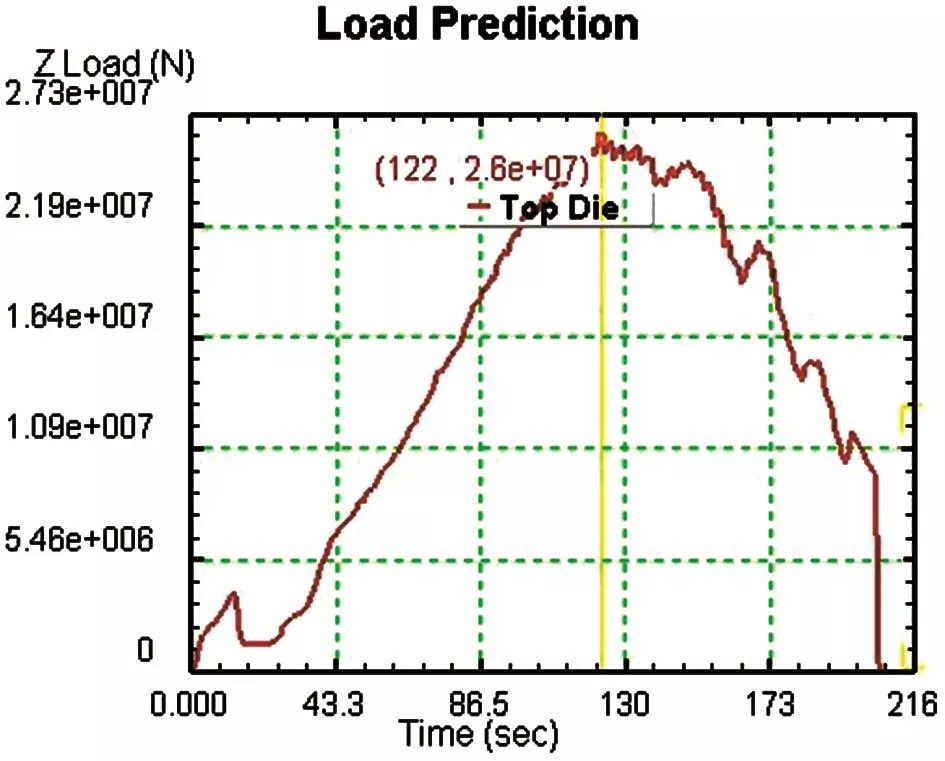
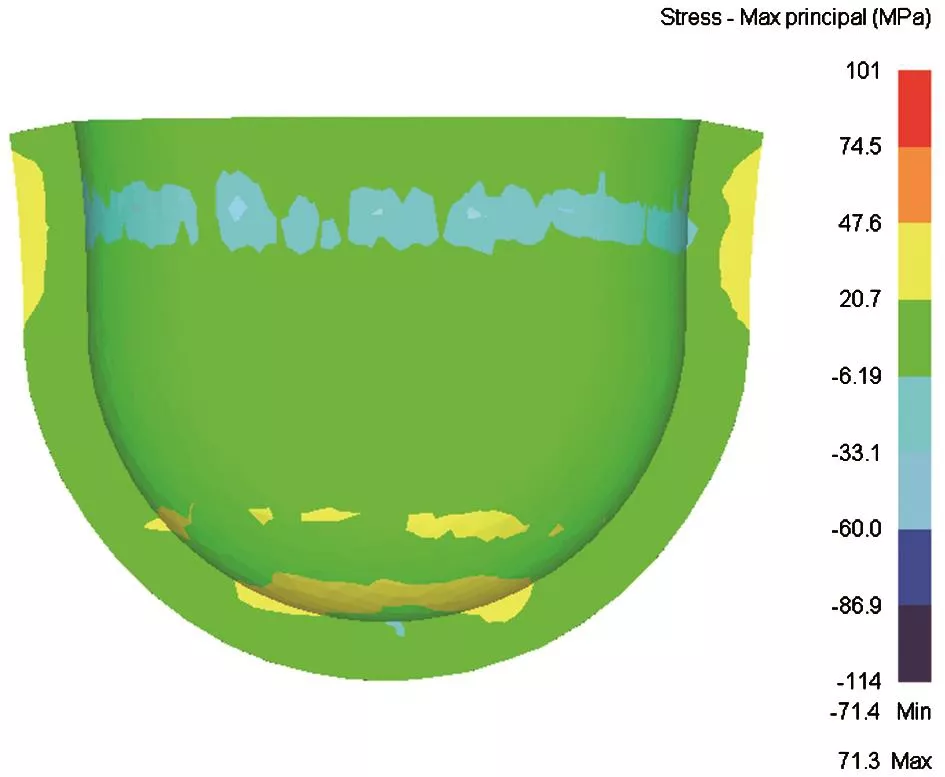
冲形成形完成后等效应力如图6所示,球封头开口端变形量最大,相当于收口过程,造成了应力的集中,约为40MPa,球封头底部变形量最小,成形应力也最小。冲形成形完成后等效应变如图7所示,等效应变为0.02~0.2mm/mm。成形力如图8所示,最大成形力约2600t。
从球封头冲形数值模拟结果可以看出底部减薄较严重,调整下模成形角度,优化上模具底部圆弧,最终保证冲形后封头余量均匀。

图6 冲形后球封头等效应力图
图7 冲形后球封头等效应变图
图8 球封头冲形成形力
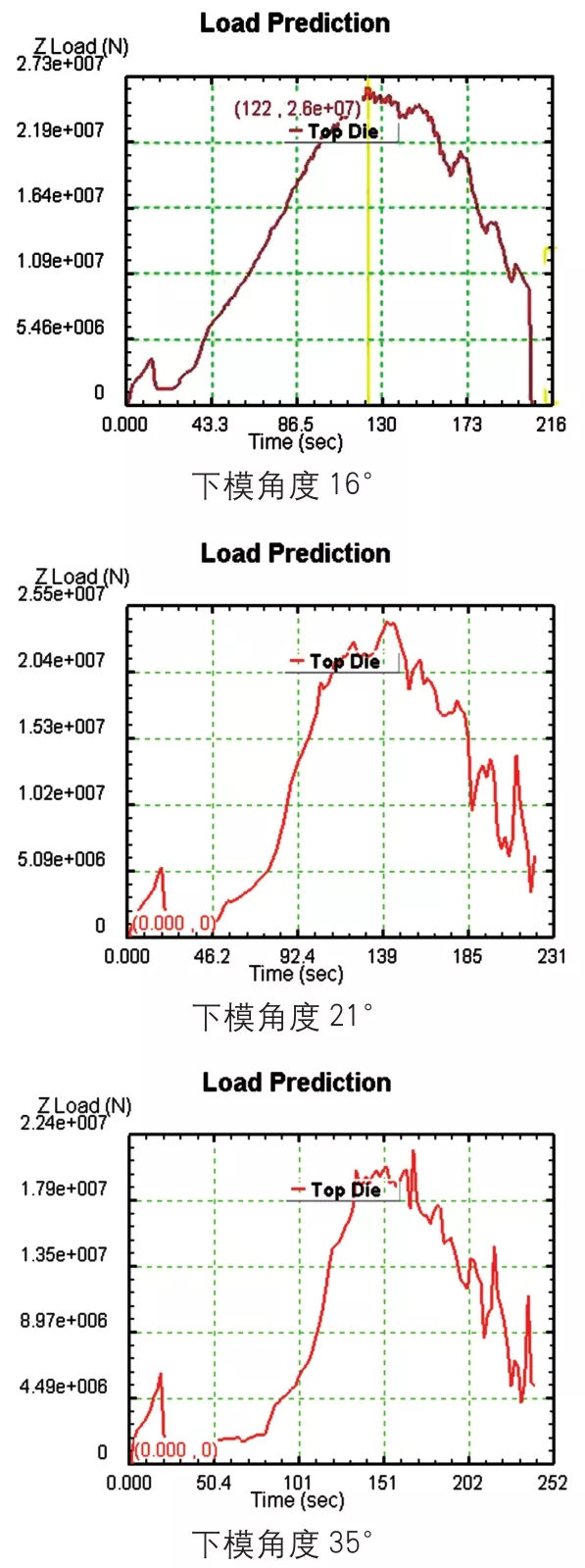
首先分析冲形下模角度对封头板坯成形效果的影响,调整成形下模模具角度,对比成形力大小,通过模拟对比成形后锻件与精加工余量没有明显差别,但考虑到此稳压器封头直径较小,直段长度较大,冲形下模的成形角度越大,冲形力越小,对板坯冲形时导向效果越好,板坯越不容易起皱。
在成形温度1000℃,板坯形状不变的前提下,成形力对比如图9所示,模具角度越大成形力越小。下模角度16°时,成形力为2600t;下模角度21°时,成形力为2400t;下模角度35°时,成形力为2000t。通过对比可以发现,角度越大,板坯冲形成形需要的力越小。通过成形力对比,最终确定球封头冲形下模成形角度为35°。
图9 模具角度对成形力的影响
修改成形板坯,增加球封头底部板坯厚度,底部增加25mm,保证球封头板坯冲形后壁厚均匀,增加球封头底部余量,修改后成形板坯如图10所示。
图10 优化后成形板坯
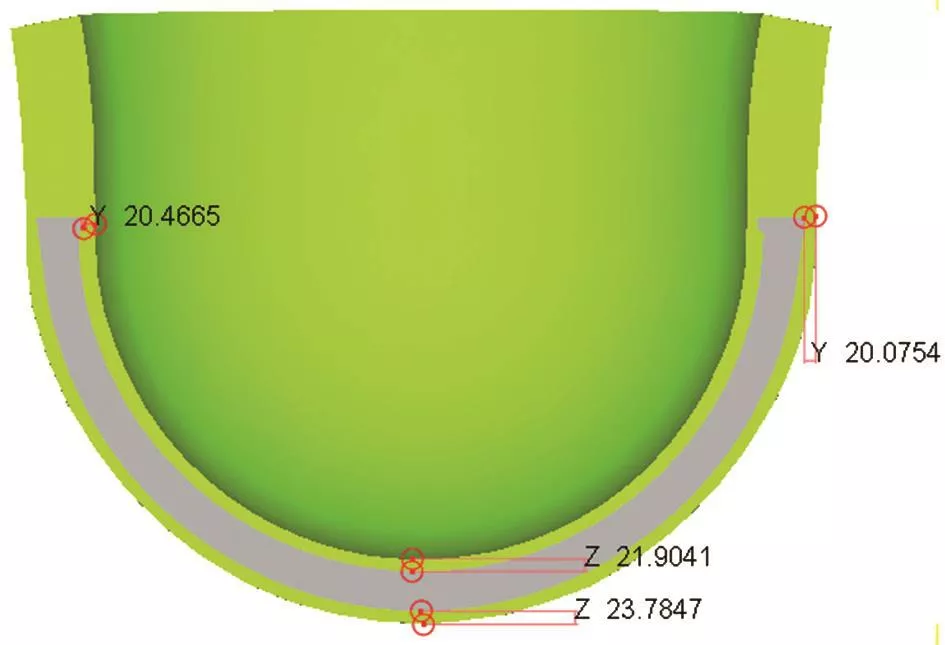
优化球封头板坯、冲形辅具后,球封头冲形结果如图11所示,球封头开口端等效应力最大,约40MPa。冲形后球封头锻件与精加工对比如图12所示,球封头锻件各部余量均匀,锻件内壁与凸模接触情况良好,余量均匀,球封头底部余量约20mm,球封头开口端两侧余量约20mm,满足要求,冲形后球封头锻件如图13所示。
图11 球封头冲形
图12 球封头锻件与精加工对比图
图13 球封头锻件
⑴球封头设计成形板坯时,应加大风险点处壁厚,冲形成形下模设计角度应为30°~40°之间,避免因成形力增长造成封头的局部减薄。通过系列数值模拟不断优化板坯和成形辅具,保证封头冲形一次成形,保留完整的锻造流线,为后续热处理提供好的组织基础。
⑵通过调整冲头与下模之间的间隙,优化下模圆角,避免球封头在冲形时出现折伤。控制水压机压下速度和冲形行程。开始冲形时水压机应使用一级压力,避免冲形过程中速度过快。
⑶当冲头接触封头板坯后,在冲形行程达到H=600~700mm时设置锻造终点,使封头板坯在冲形过程中内部应力充分释放,如果实际冲形发现起皱和折叠应及时停止,板坯返炉加热后再进行冲形,避免封头板坯卡在下模上而导致封头底部减薄。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020