软件

产品


一、乳化液斑的形成机理
1、乳化涯斑的特征
乳化液斑大多出现在轧机头部,也就是重卷的尾部。在重卷时可清楚观察到:距尾部60 m左右时开始出现(时多时步,60 m只是一个大致的平均散)。
开始出现时发生是带钢的边部和中部褴形区,沿钢带纵向呈条状或细长岛状;随着带镑到尾部距离的缩短,乳化磕斑的密度增大,在距尾部20 m时开始大量出现,呈一定间距平行条状排列,有时存在于整个此区域,上下表面均产生乳化液斑,斑迹的形状,大小基本一致。
2 乳化液斑的成因
2.1带钢表面乳化液残留的形成原因
轧机乳化渣的喷射和吹扫布置见所示。
机前工作辊乳化液喷射粱为ABB公司板形仪配套的气动控制流量的喷射絷.可随轧翩速度调节喷射流最大小,机后为普通喷射粱,喷射流量不能调节。空气吹扫为机前机后上下表面各一道吹扫。当进行奇道攻轧制时,带钢从机前向机后轧制,机前乳化渡开启,机后乳化液关闭;当进行偶道次轧制时.机后乳化液开启,机前乳化液关闭。
带钢乳化液残留有如下原因:一是乳化泣喷射到轧辊辊面后反射弹回,造成带锕表面沾污;二是带钢表面空气吹扫能力不足且又存在漏吹;三是可逆轧机道次转换时,上一道次的入口.下一道次即变成出口,上一道趺残磐在人口辊缝赴的大量乳化液来不及捧走,在下一道次轧制时顺着带钢流出.卷人卷芯,尤其在最末道次时滞留时间较长,形成乳化渍斑。
2 .2乳化液斑的形成过程
现场观察发现:带钢在轧制卷取时.有乳化液卷人带卷层之间,严重时肉眼可看到层与层之问有乳化液温度达到110-130℃,加之带钢表面和残留乳化液中有铁粉存在,随着乳化液水份的蒸发,乳化液中各种化学成分浓度增加,加速了各种化学反应的进行。
最后各种反应物与带钢机体形成的锈蚀结合,沉积在带钢表面形成难以擦除的乳化液斑迹。乳化液残留带钢表面越多.乳化液污染越严重;轧后滞留时间越长,形成的乳化液斑越严重,乳化液斑的颜色越重。
为更直观地说明乳化液斑的形成规律,我们进行了现场的模拟实验.在第三道和第五道轧制过程中,轧制到整卷中部时,将乳化液泼在带铜表面,乳化液随即卷入钢卷内.观察乳化液斑的生成情况。
结果表明:第三道次没有生成乳化踱斑,第五道次生成大量的乳化赦斑.见图3、4:

模拟实验的结果可以说明如下问题。
1)乳化液斑的产生发生在第五道次;
2)形成乳化溃斑的物理、化学反应不是瞬间完成的,需要的时间大约为12-40分钟。
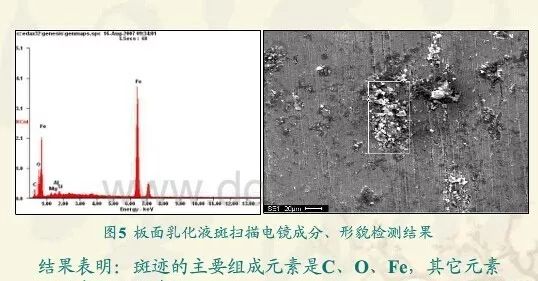
2.3 乳化液斑形成的化学反应:
我们对现场产生乳化液斑的板面进行了扫描电镜分析
根据上述反应可知.产生锈蚀的条件主要是带钢与盐酸、空气和水接触发生化学反应生成铁的化合物。乳化液与带钢接触是形成铸蚀条件的载体。
2. 4乳化液中盐酸的来源
热带坯在推拉式酸洗线经酸洗、漂洗水漂洗、烘干表面残留部分 cl(氯离子),经过轧制乳化液对带钢表面冲刷,将cl-冲入乳化液中而形成盐酸。
新配制的乳化液经使用一段时问后测试cI超过10 mg/g,乳化液的电导率也有升高,超过100us/cm;随着乳化液的进一步使用cI_浓度会运渐提高.有时甚至达到80ug/g,电导率达到280 us/cm。虽然浓度微小.但危害较大。
二、改进措施
1、减少乳化液残留
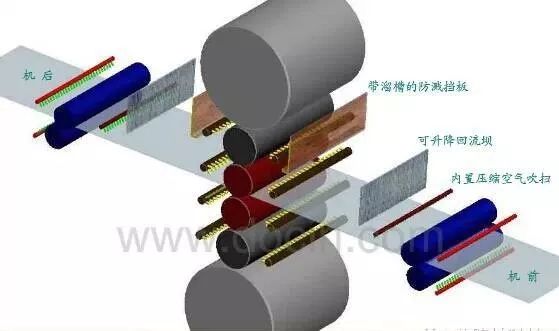
a)轧机内增加乳化液防喷溅的捎板.将喷溅的乳化液分流到轧机两边,减少带钢表面的喷溅量。
b)在挤干辊前面增加一套空气吹扫粱.以堵截回流乳化液,并在空气吹扫前增加一套乳化液回流坝,减少道次转换时乳化墟回流。防溅拌板和空气吹扫见下图6所示。
c)加密吹扫粱的喷嘴。吹扫粱设计时要兼顾两个方面:一是不能存在明显的漏吹;二是在不存在明显漏吹的前提下增加吹扫压力.基于这个原则,将原为25个吹扫嘴改为40个喷嘴,这样使各嘴吹扫出的面积重叠效果更好.减少漏吹,同时可以减少喷嘴到板面的距离.增强了吹扫压力。
d)增大吹扫空气压力达到0 .7 MPa以上,调整侧吹喷吹角度,增加侧吹效果,减少边部和两侧带钢板型不良区的乳化渍残留。
e)调整压下规程特别是轧辊弯辊力太小,保证板面较好的板形质量,减少浪区乳化液的残留。
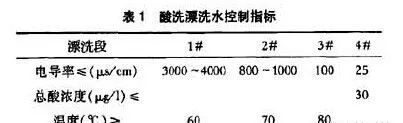
2.提高酸洗坯表面漂洗效果
酸洗坯表面cI的残留主要受到酸洗漂洗效果的影响,须加强对漂洗水的管理。每班检测酸洗漂洗水的电导率和cl‘含量,控制漂洗水电导率。根据实际生产经验酸洗各段漂冼水电导率和cl‘控制如表1。
3.加强乳化液的管理
乳化液在轧制过程中既起轧制润滑作用,又起到冷却作用。但乳化液使用管理不当即会造成冷轧板板而质量缺陷。因此.对乳化液要进行定期化验,根据化验结果及时调整乳化液的各项理化指标,
达到极佳的润滑效果,保证板面质量。
3 .1控制杂油音量
乳化液中杂油含量增加会使乳化液的稳定性降低,皂化值下降,造成轧制润滑不良,轧制铁粉量增加。铁粉被油滴颗粒吸附使乳化渍的颜色变黑。同时杂油的粘度大而离水展着性差,粘附在带钢表面难去除形成油斑。
乳化液中的杂油主要是机内液压元件泄漏的液压油和轧辊轴承气雾润滑油。
控制乳化液中杂油,一方面是避免液压油和润滑油的泄漏,另一方面针对乳化液皂化值降低和杂油含量增加,及时进行撤除杂油。使杂油量控制在4%以下。
3. 2降低乳化液污染,提高乳化液洁净度
乳化液中的主要污物是铁粉和灰分,铁粉的形成主要是在轧制变形区中前滑和后滑内轧辊与带钢表面形成相对摩擦磨损形成的直径小于微米的铁粉微粒;灰分主要是金属氧化物和地面污泥,空中粉尘对乳化液的污染而成。乳化液的清净度主要取决于铁粉和灰分含量。
乳化液中铁粉含量的增加,将使乳化油滴颗粒吸附大量的铁粉,油滴颗粒铁粉增加又会引起油滴结合,使乳化油滴的颗粒度增加,ESI值下降,降低乳化液的稳定性,不仅是乳化液的润滑性能下降而且会使轧制板面残留物增加,同时会增大油耗。
乳化液系统的磁过滤装置可以去除铁粉和部分灰分,每天应定时开启磁过滤以保持乳化液洁净。通常控制铁粉总量<150 mg/g,灰分总量<400mg/g。当灰分总量超标时,可加水加油进行稀释。
3.3控制乳化液中Cl一含量
乳化液中Cl一主要有酸洗坯板面带来,乳化液中cl一含量随着轧制量的增加而循环增加,当电导率超过100 us/cm、CI一含量超过20 mg/g时,应及时加水加油进行稀释。
3.4乳化液浓度控制
乳化液浓度是保证润滑效果的重要指标,乳化液浓度一般控制在2.5%~4.5%。当单道次压下量增大时,轧制压力增大,润滑油膜易破裂造成板面热擦伤,板面质量下降,同时乳化液中铁粉量增加,因此应根据生产钢种和轧制规程适当调整压下量,调整的原则是当生产加工硬化明显的钢种和道次压下量大的规格时适当控制乳化液浓度偏大些,反之则适当降低。
3.5乳化液温度的控制
乳化液温度影响着各项理化指标,进而影响乳化液的润滑性能和板面质量。
当乳化液温度低于48℃时,微生物繁殖生长比较快,使乳化液逐渐腐臭。温度越低大气中的细菌越容易在润滑液中生存繁殖,但乳化液中细菌达到一定数量时,酸值降低,降低了乳化液的润滑和稳定。同时过低的温度也不利于乳化液中添加剂发挥作用;温度增高可明显提高润滑性能,但温度过高乳化液冷却效果降低,同时乳化液稳定性变差,油品老化加快,油耗增大。一般乳化液温度控制在48—53℃之间。
4 . 改进效果
通过以上措施的改进,带钢表面的乳化液斑迹明显降低,出现斑迹的比例降低到4.5%以下;斑迹的面积也有了明显的减少,斑迹的颜色也由原来的灰黑色变为现在的黄色。
5 .结论
乳化液斑迹在冷轧生产中是一种较常见的缺陷,此种缺陷的治理在各种轧机上的治理各有差别。特别是在单机可逆轧机上头尾部乳化液斑的缺陷消除更有其复杂性。为此应控制好以下环节。
(1)必须保证板面吹扫效果,特别是防止道次转换时吹扫反弹。
2)提高酸洗质量,特别是酸洗坯表面的漂洗要干净。
3)加强乳化液的使用管理,保证乳化液的润滑效果和洁净度。
4)加强工艺管理,提高冷轧板形质量。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020