软件

产品


冲压产品在我们的生活中无处不在,冲压件的产品要求按使用要求对精度有所区分。我们今天要给大家讲的是特殊产品、特殊的冲压工艺“精冲”。
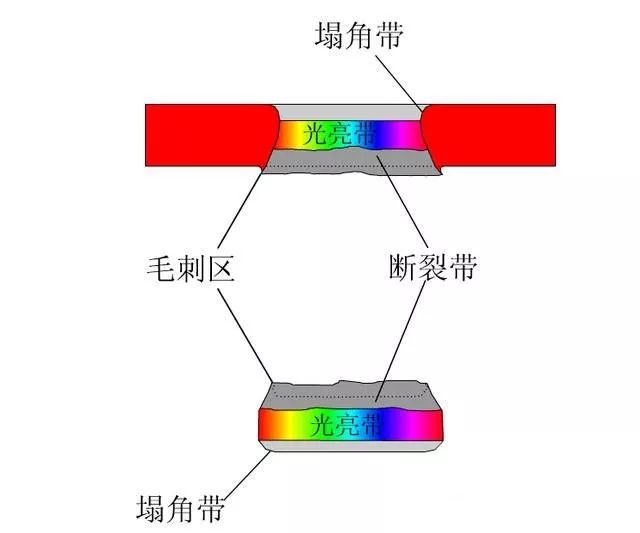
普通的冲裁,将材料分离后得到的断面质量主要分为四层:塌角、光亮、断裂、毛刺区,如下图。影响冲裁断面的因素有很多,一般只需要满足要求即可,无需太多关注断面,因为只要冲裁间隙合理基本就不会有问题。
冲裁断面分步
精冲
精冲其实就是在普通冲裁的基础发展而来,主要就是保证冲裁断面只有“光亮带”,尽量减少甚至没有塌角、断裂、毛刺区。实现精冲后的产品几乎没有多余影响冲裁精度的因素,因此冲压件的尺寸精度非常高。
精冲方法
最常规的方法是先粗冲保留部分冲裁余量,然后再精冲得到,此方法根据材料类型余量需要相应变化,尽量少的余量才能保证精冲效果。
一次冲裁保证精冲效果,主要是减少冲裁间隙到最大限度,由于刀口易蹦,所以需要人为倒角,以提高使用寿命。
正、反冲也能达到一定的效果。其原理是先将产品冲一部分,然后反面冲断,以达到保证全光亮带的效果。
以上为基本工艺类型,对于精冲现出现了一个新工艺,就是在上下模靠近刀口位置加突刺,合模压料时刺入材料中以达到防止应力变形,然后减少冲裁间隙以达到效果。
突刺的原理是在冲孔前将材料压死,刺入材料中形成横向的侧向力,以防止在冲裁过程中材料被拉入刀口内部形成塌角。同时因为突刺冲裁部分受三向力作用,相互抵消而避免在冲裁过程中材料出现塌角、断面、毛刺等现象,提高了材料塑性、产品平面度及冲裁精度。
以上四种方法都可以达到精冲的效果,没有好坏之分,只要能搞定产品满足客户需求就是最好的方法。大家如果遇到产品需要精冲,不妨从这四种方法当中去寻找一种进行尝试,我相信效果肯定很不错。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020