软件

产品


1. 目的:统一模具冲小孔异形冲裁结构设计的风格,提升设计师技术能力。
2. 范围:工程,装配部门
3. 职责:各相关部门根据本文件要求,遵循并执行之。
4. 内容:冲小孔异形冲裁结构设计标准:
注意事项
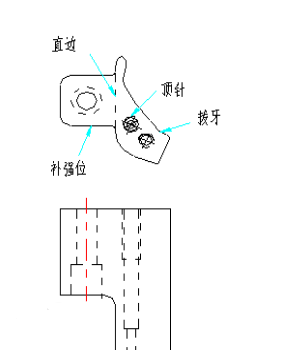
1、补强位最好做在可磨床加工的直边,方便加工,节省成本。需要在料带设计时着重考虑此问题,有接刀口的,也应该尽量留出补强位置,并且方便加工。
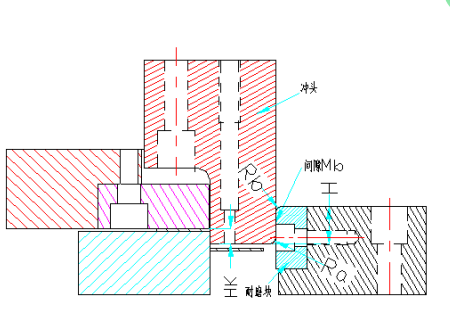
2、脱料板入子与脱料板配合间隙0.03,且要加拔牙方便快拆。
3、冲头拔牙如果客户没有特殊要求,拔牙做到沉头孔内
4、单边冲裁时,采用冲头加靠刀形式。
5、冲裁力较大时,冲头可做高低冲或冲头磨斜度。
6、冲头要加顶针,方便脱料。
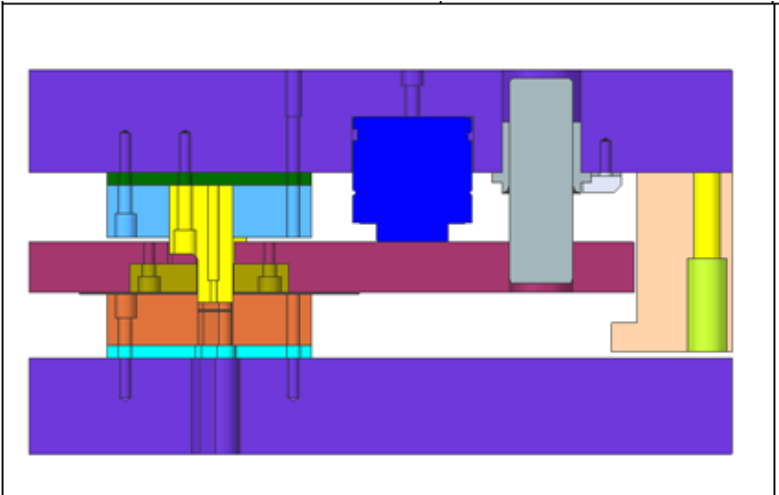
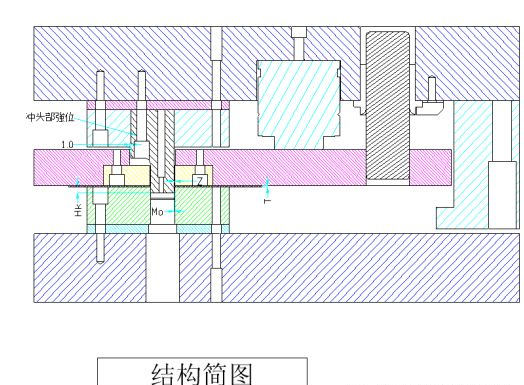
此类结构可用与连续模和单工程。适合小剪口冲裁,冲头用夹板夹持,加硬料垫板,冲头无法放置螺丝的要做补强位,在补强位上锁螺丝固定在模座上,夹板用螺丝,销钉固定。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020