软件

产品


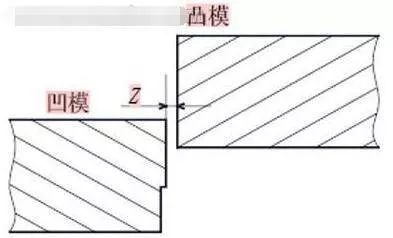
一套新模在试模过程中都会遇到各种各样的试模问题,在这些问题当中最常见、最值得重视,但又最被忽视的问题就是“冲裁间隙”。
冲裁间隙的大小直接决定冲裁件尺寸精度、断面质量,决定着冲头、刀口的使用寿命,而且对模具吨位的选择也有一定的影响。因此,冲裁间隙对模具至关重要。
到底冲裁间隙该如何选择才会更加合理,更符合我们的要求呢?其实,根本没有准确的答案。因为,冲裁间隙之间的关系是相互影响、相互作用的。用古话“鱼与熊掌不可兼得”来形容非常合适。
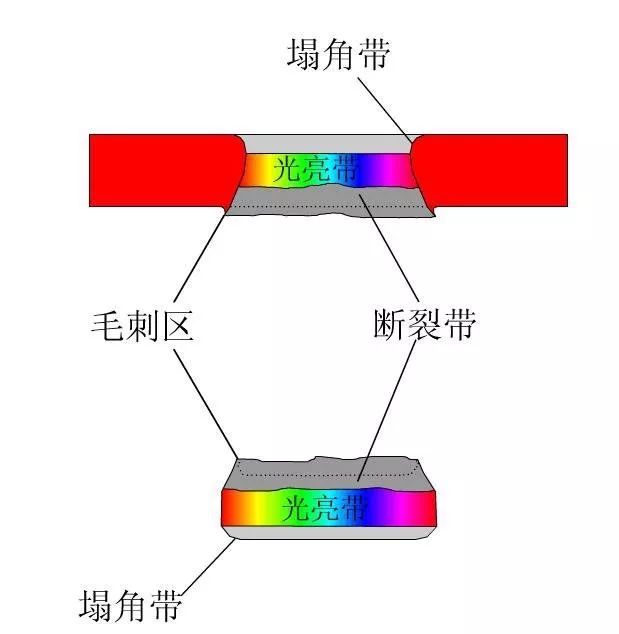
比如冲裁间隙加大,冲裁力减小、冲头刀口磨损降低、吨位减少,但是毛刺会增大、断面塌角增大影响尺寸精度等。冲裁间隙选择合理才是最好,需要根据客户对产品的要求进行合理选择。
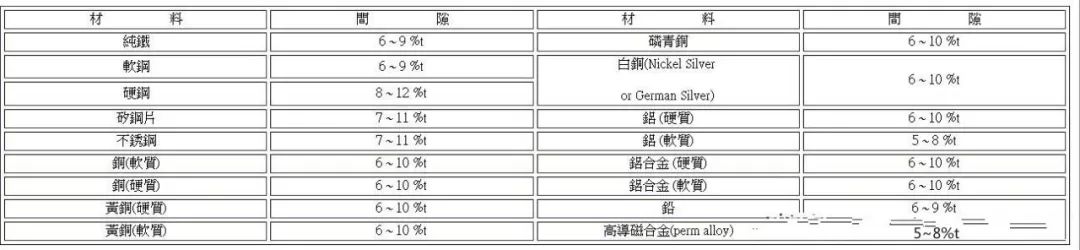
对于大部分情况冲裁间隙取值在材料厚度的5%以内时, 间隙增大, 产品孔尺寸会减小, 当间隙在 5% ~ 25%之间时, 产品尺寸变化不大, 当大于25%时, 产品尺寸再度减小;
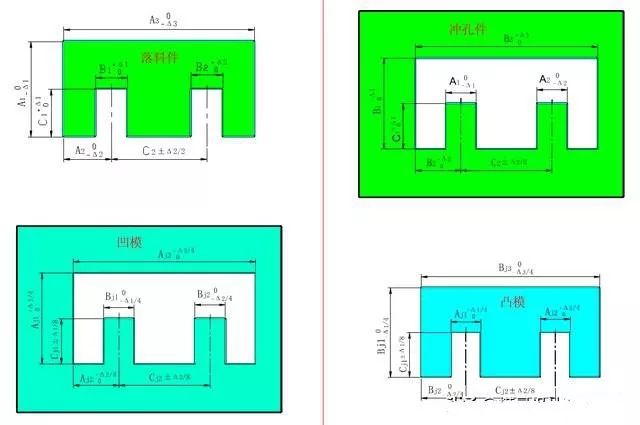
产品冲裁尺寸分:内孔、外形尺寸,根据其冲头、刀口的磨损合理分配冲裁间隙非常重要。根据冲孔尺寸以冲头为准,下料尺寸以刀口为准的原则。
取值原则:
(1) 产品外形尺寸,刀口为产品外形,间隙放冲头,也就是负间隙。
(2) 产品内孔尺寸,冲头为产品实际尺寸,间隙放刀口,也就是刀口做大。
此间隙为双边相对合理间隙,可根据实际情况进行适当缩放。对于经验不足的初级模具设计师,可以起到非常好的指导作用。
对于冲裁间隙,你的模具是怎么放间隙的呢?
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020