软件

产品


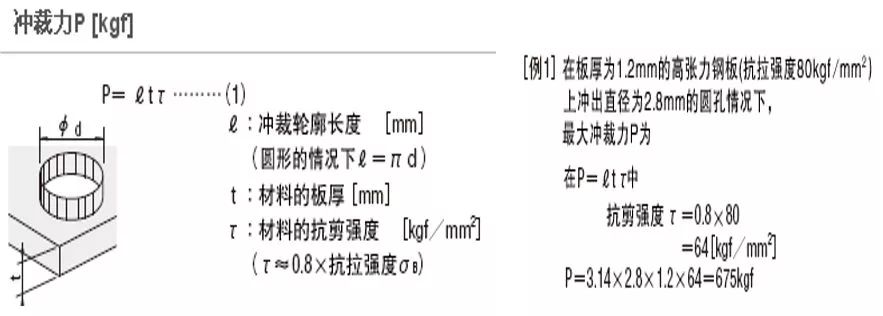
冲孔落料力的计算
①:了解冲压冲裁加工(剪切加工)所需的加工力对于冲压机的选型或模具设计来说也是不可或缺的。
②:在冲裁加工中,有时会发生凸模刃部折损和肩部破损等问题。
这些问题大多是由于零件的技术数据不足,以及冲头凹模的材
和形状选择错误所引起的。
③:冲裁力计算公式
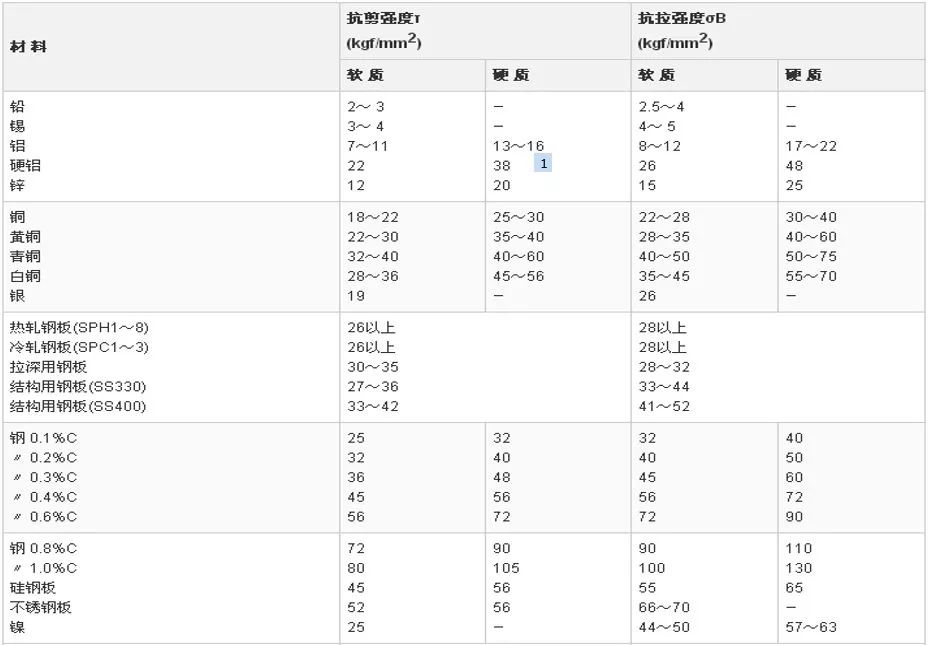
2各种材料的抗剪强度、抗拉强度
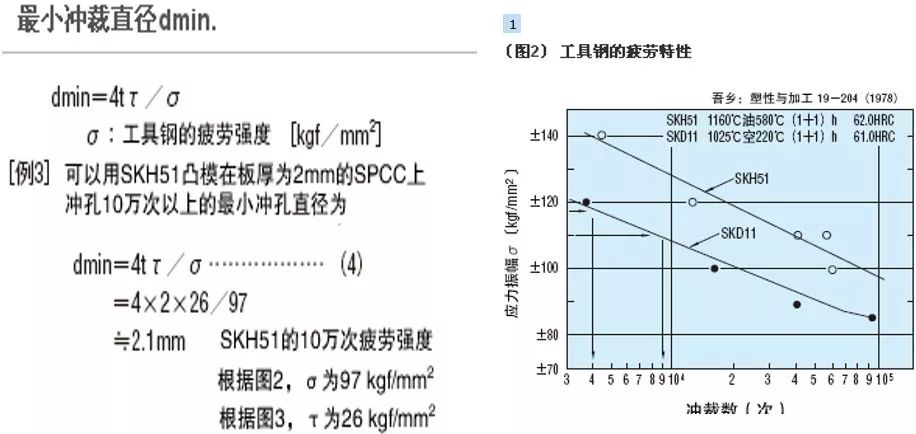
3最小冲裁直径核算
模具里面最小的圆孔冲头直径,或冲头最薄弱处的厚度,事前经过核算,可提前做好相应对策。
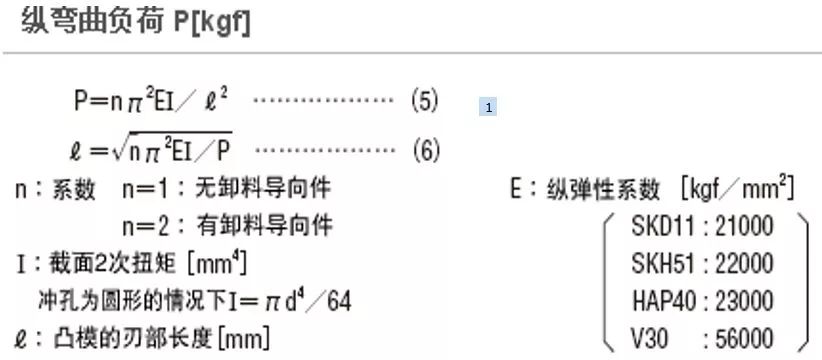
4冲头刃部有效长度核算
①:冲头纵弯曲负荷计算公式
②:从该欧拉公式可以看出,若要提高纵弯曲强度P,使用卸料导向件,采用纵弹性系数较大的材质(SKD→SKH→HAP),并将刃部的长度缩短后即可。
③:纵弯曲负荷P表示的是凸模受到纵弯曲负荷发生破损时的值,选定凸模时必须考虑安全系数为3~5。
④:冲小孔时,选择凸模时特别需要注意纵弯曲负荷和施加于凸模的应力。
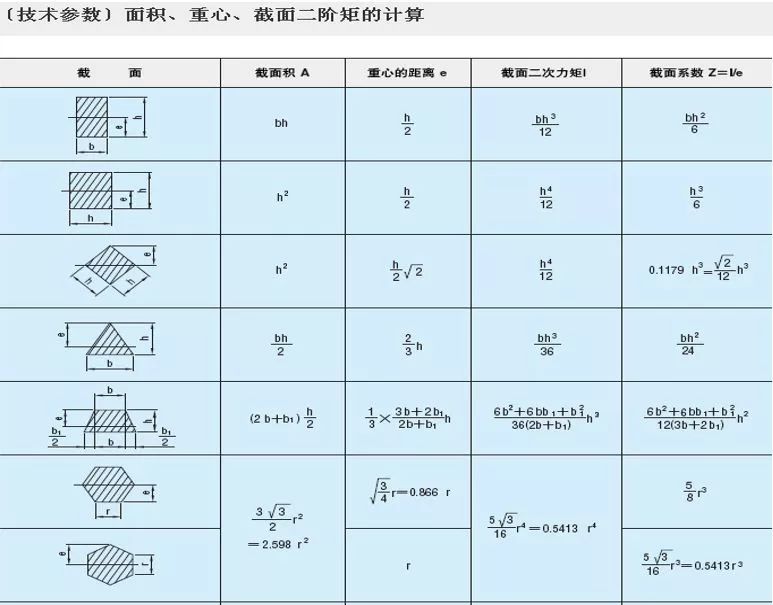
⑤:〔技术参数〕面积、重心、截面二阶矩的计算
5减小冲裁力的方法
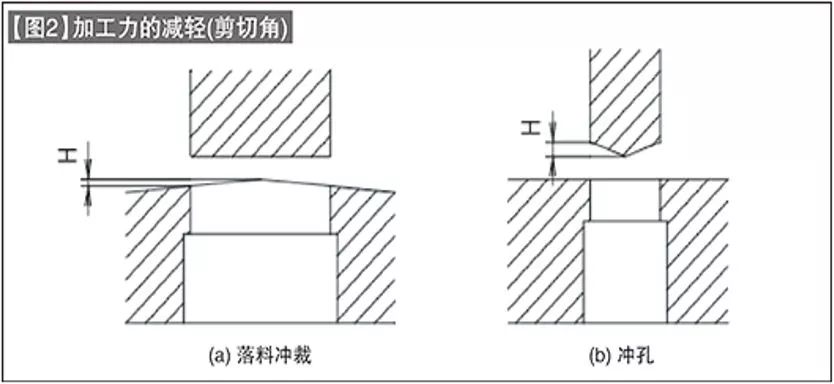
①:作为剪切力的减轻方法,可采用如【图2】所示的附加剪切角的方法。落料冲裁加工时,在凹模上取剪切角;冲孔加工时,在凸模上取剪切角。
②:H尺寸时,经常取板厚程度以上的剪切角。顺便说一下,将剪切角的H尺寸取为板厚左右时,可减轻约30%左右的加工力。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020