软件

产品


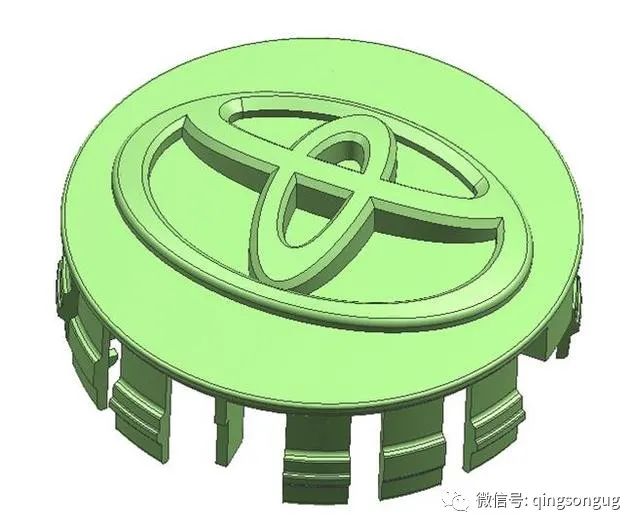
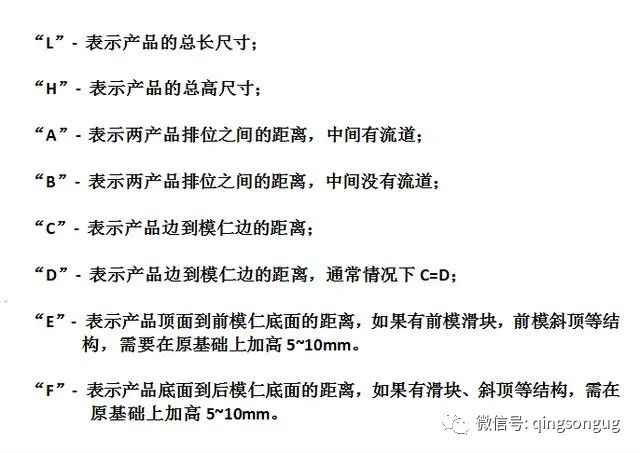
浇注系统是由主流道、分流道、冷料井和浇口组成,浇口的类型、数量、大小和位置的选择直接影响到产品的品质,浇口的位置可以用模流分析软件分析出来,但很多情况下都是凭着经验去确定浇口位置。我们以丰田标志的产品作为案例,分析一下此产品如何进胶。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
1、确定浇口位置
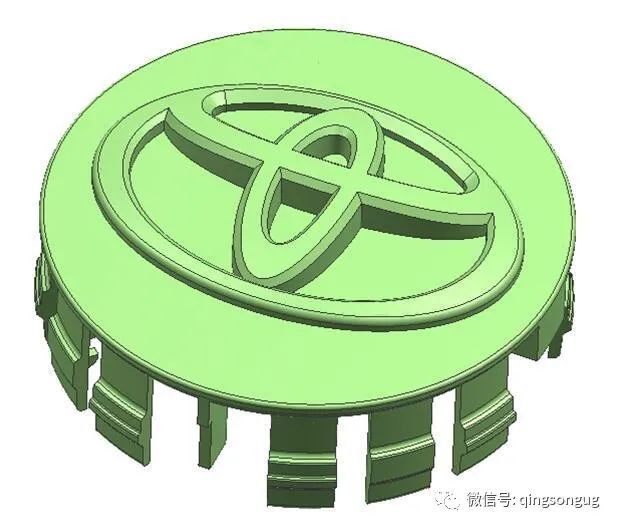
1)首先外观面不允许进胶,影响产品美观,如下图黄色面都属于外观面。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
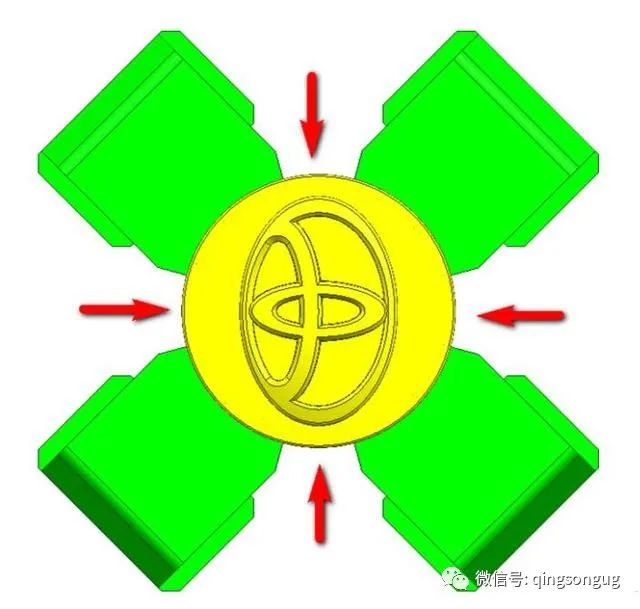
2)后模四处外侧倒扣要做滑块(绿色),做滑块的地方无法进胶,所有只剩下四处位置,如下图红色箭头所示。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
2、确定浇口类型
1)浇口类型的选择是根据塑料特性来选取,如下表格所示。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
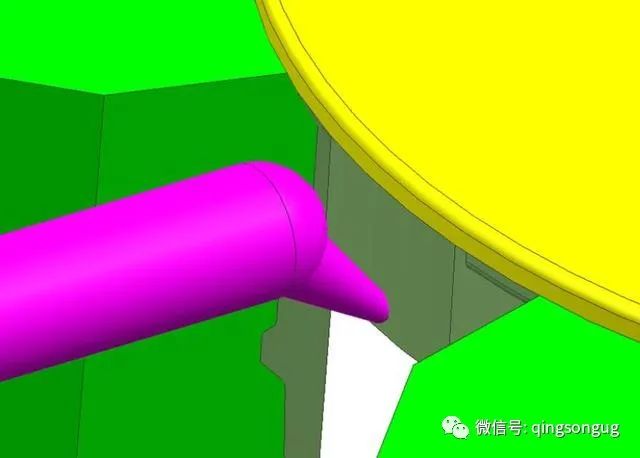
2)浇口类型优先选择自动断水口,能自动断水口的进胶类型有细水口点进胶、潜水进胶、牛角潜水进胶、热流道点进胶等,细水口点进胶需要三板模,成本高暂不考虑,热流道点进胶成本更高,所以我们考虑用潜水进胶,此产品塑胶材料为ABS,查表可知ABS料适用于所有类型的浇口。观察4处可进胶位置,可选择潜骨位进胶。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
3、确定浇口数量
1)此产品的尺寸为:62.81X62.81X24.99mm,属于小产品,一般情况下小于120mm以下的产品用一个胶口进胶即可
丰田标志注塑模具设计-浇注系统及模仁大小的确定
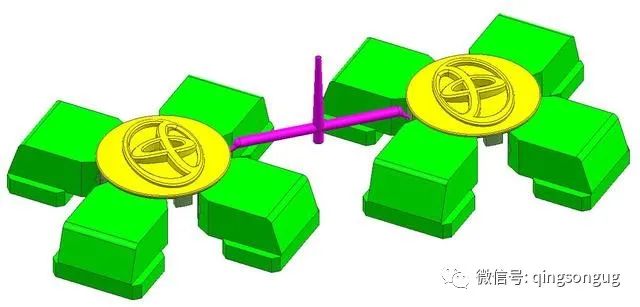
4、产品排位的确定
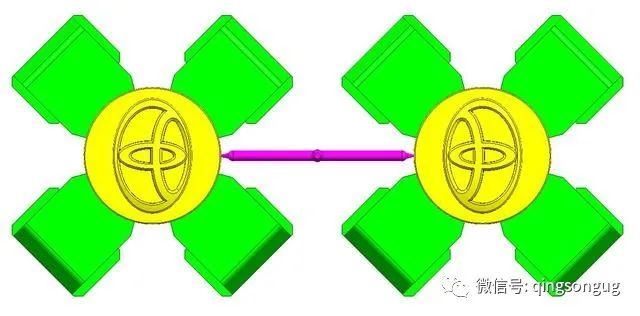
1)此产品外侧有4个滑块,无法排很多穴,最佳的排位方式为1出2,模胚可以用两板模,且流道好设计,如下图所示
丰田标志注塑模具设计-浇注系统及模仁大小的确定
丰田标志注塑模具设计-浇注系统及模仁大小的确定
模仁的大小是根据产品的大小,产品的形状、型腔数及排位有关。通常产品尺寸越大,型腔数越多,那么所需采用的模仁、模架的尺越大,加工时间也就越长,因此价格也就越高。我们以丰田标志产品作为实例,来跟大家讲解如何确定模仁大大小。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
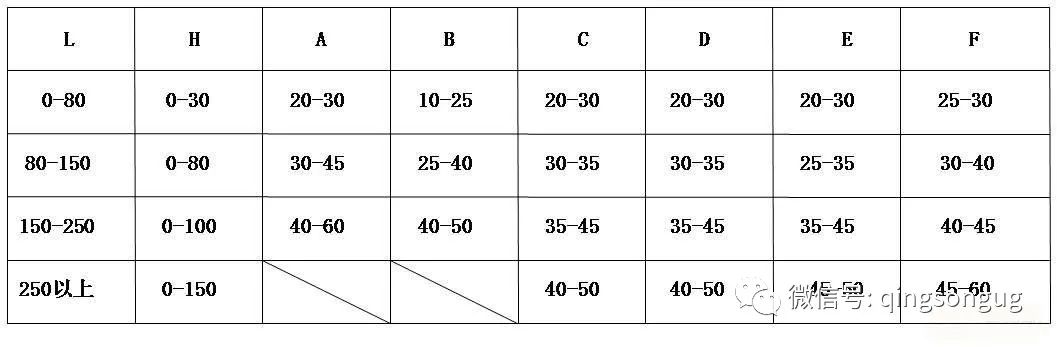
1、模仁大小的确认可参照以下经验表格来取数
丰田标志注塑模具设计-浇注系统及模仁大小的确定
丰田标志注塑模具设计-浇注系统及模仁大小的确定
丰田标志注塑模具设计-浇注系统及模仁大小的确定
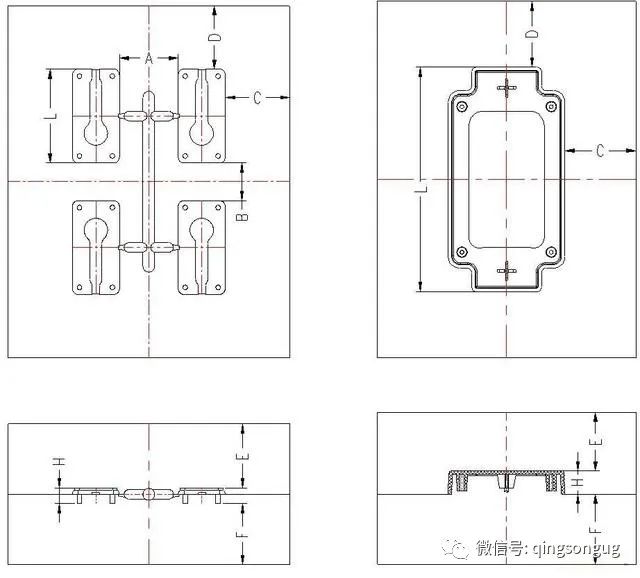
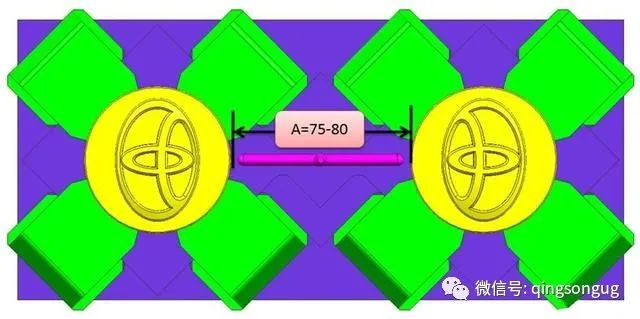
2、A值的确定
A值是表示两产品之间的距离,中间有流道,进胶方式和排位方式我们已经确认了,此产品外侧需做四个滑块抽芯,A值的确定无法根据表格经验值取数,必须先绘制出滑块,防止A值定的距离太小,滑块会打架,如下图所示滑块需要的空间距离比较多,A值取75-80mm才足够。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
3、C值与D值得确定
一般情况下C值= D值,此产品的尺寸为62.81X62.81X24.99,L值是在0-80范围偏上,查经验值取25-30mm确认好以后模仁的长宽就可以确定了,一般情况下模仁的长宽取10的倍数,如下图所示。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
4、前模仁厚度的确定
想要确定前模仁的厚度,必须先测量H值,再确定E值,经过测量H值(胶位深度)=7.6mm,产品L在0-80mm范围,且是偏大值,查经验表E值可选25-30mm,模仁的厚度一般取5的倍数,结果图所示。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
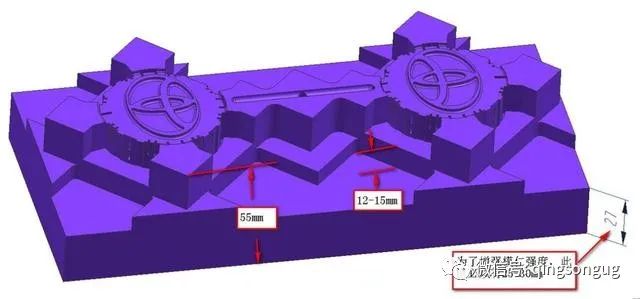
5、后模仁厚度的确定
想要确定后模仁的厚度,必须先测量后模H值,再确定F值,经过测量后模H值(胶位深度)=17mm,产品L在0-80mm范围,且是偏大值,查经验表F值可选25-30mm,如果有滑块、斜顶等机构,需在原基础上加5-10mm,保证模仁的强度,模仁的厚度一般取5的倍数,后模仁厚度=17+30+(5-10)=55,结果图所示。
丰田标志注塑模具设计-浇注系统及模仁大小的确定
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020