















































软件

产品


1. 项目的工程意义和代表性
冷弯成型是一种传统工艺,广泛用于制造成本效益高的焊管,其中金属工件是经过多组轧辊逐步成形。根据初始横截面和最终型材的几何形状以及要施加的应变增量,给出不同类型的辊子,每组辊子都具有特定的功能。电阻焊(ERW)钢管已广泛应用于各行各业,特别是在天然气和石油运输中。ERW焊管主要采用辊压成型工艺,通常包括开卷、调平、辊轧成型、焊接、定径、矫直等多种工艺。然而,在工业生产中,冷辊轧成形主要采用试错法。工件随着各辊组的转动而逐渐连续变形,形成一个圆形的十字形管。由于材料非线性、几何非线性和边界非线性,板料辊轧成形过程非常复杂。然而,花卷设计和花型设计主要依靠工人的经验,理论指导和参考较少。随着计算机技术的发展,有限元分析作为早期设计和优化阶段必不可少的工具,在辊弯成形工业中得到了越来越多的应用。
2. 仿真目的和基本设置
目的:
在管材冷弯成形过程中,如果不能很好地平衡各参数,这种方法可能会产生沿工件横截面上的几何和机械性能的非均匀分布,以及管子在后续过程(即弯曲)中的不稳定行为。所以确定一些衡量工件均匀性和加工质量的指标是很重要的,研究主要工艺参数对这些指标的影响是主要目的。
基本设置:
垂直辊轴:9组,水平辊轴:8组
板材长宽高:300 X 20.8 X 1 mm
厚度方向积分点数量: 7
摩擦系数:0.2
网格尺寸:0.5-1 mm
辊轴组的速度,每个辊轴组会增速0.5%以确保板材不会出现屈曲
驱动方式:只有垂直方向放置的下辊轴作为驱动利用摩擦带动板材前进成形
板材变形体,辊轴刚体
3. 工件的简图
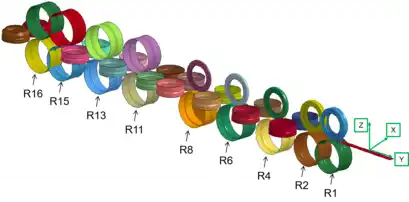
图1 简化后的模型和变形演化花形图案
4. 管材横截面沿厚度分为内中外三层,取对称结构的一半进行分析
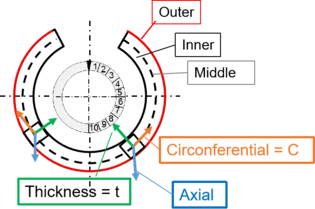
图2 横截面信息示意图
5. Ansys LS-DYNA的分析效果
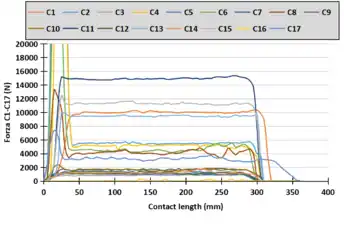
图3 辊轴反应力

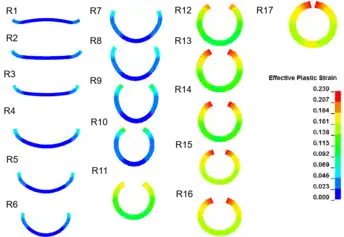
图4 变形体横截面在各辊轴组下的有效应变分布
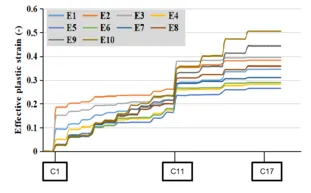
图5 变形管材上表面单元的有效应变历史曲线,演化规律
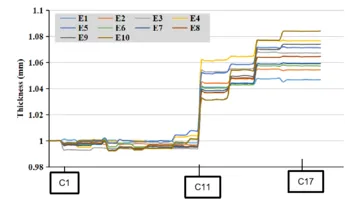
图6 变形管材一半单元的厚度历史曲线,演化规律
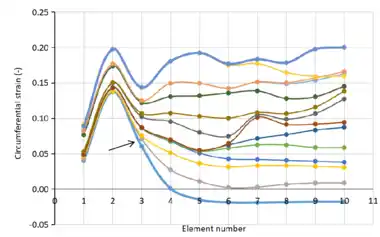
图7 管材横截面上环向应变变形过程的演化
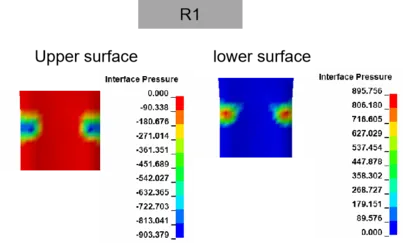
图 8 经过第一组辊轴时变成板上下表面的压力
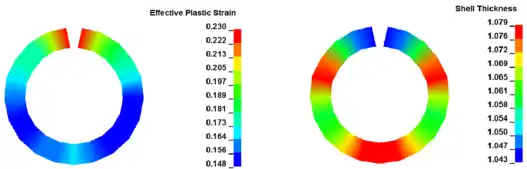

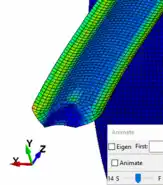
图9 管材最终的横截面应变和厚度的分布以及通过第一和最后一组辊轴时的变形
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















