软件

产品


板料冲压是利用冲模在压力机上对材料施加压力,使材料产生分离和变形,从而获得一定形状、尺寸和性能的加工方法。板料冲压通常在室温下进行,故又称冷冲压。当板厚超过8-10mm时,一般需采用热冲压。
由于冲压过程中凸模的运动速度较慢,成型过程属于准静态变形过程,所以本文使用ANSYS Workbench软件的静力学模块来模拟V形件的成型。
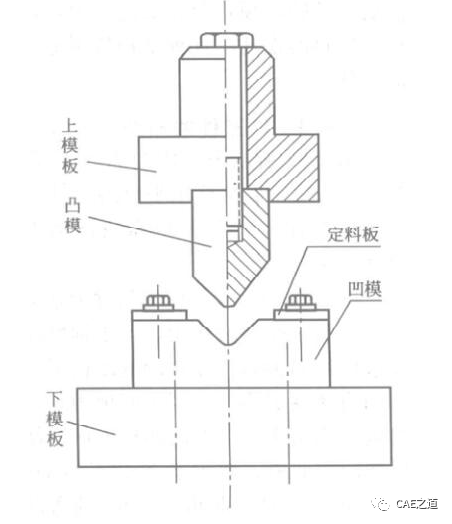
图为敞开式弯曲模
使用ANSYS做板料冲压成型仿真时, 需要注意以下几点:
注 意
1. 材料非线性:由于成型的过程伴随着材料的屈服及塑形变形,所以需要在ANSYS中定义塑形材料;
2. 几何非线性:成型过程中,结构发生了较大的变形,需要在仿真过程中打开大变形;
3. 状态非线性:成型过程中,零件会与模具发生接触,因此需为零件和模具定义接触;
综上述三点,该分析是集 材料、几何、状态三种非线性为一身的非线性分析,收敛过程可能会有较大的难度,我们可以通过调整 分析设置,保证计算收敛。
仿真过程
Step1
模具、冲压件的建模
总体分析思路是使用 平面模型进行分析;
由于我们不关注模具的受力情况,所以我们在建模时,只建立模具的 简化模型,并将其设置为 刚性体。 冲压件为1mm厚钢板,为了节约计算成本,在保证计算精度的前提下,我们选择1/2的平面应变模型来模拟。具体模型如下图所示。建模时应注意将模型建在XY平面内。
Step2
定义冲压件材料模型
理想弹塑性模型
假定不考虑材料的强化性质,并且忽略屈服上极限的影响,即认为材料经过线弹性阶段后便进入流动状态,塑性变形在屈服应力的作用下可无约束的发展。如下图。
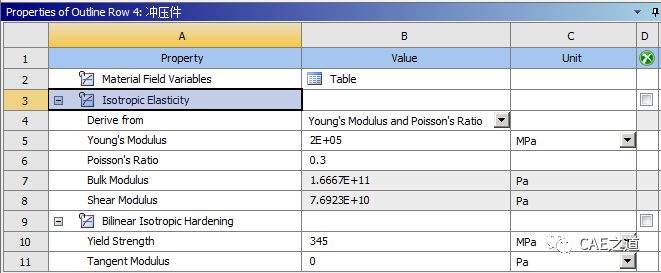
在Workbench的工程数据模块中定义理想弹塑性模型。新建一个名为“ chongyajian”的材料模型,设置弹性模量为2E5MPa;泊松比为0.3;塑性阶段的定义笔者选择了 双线性等向强化模型,屈服强度为345MPa;切线模量为0。具体设置如下图:
Step3
修改模型参数
点击Geometry,选择凸模和凹模,分别在Details中将Stiffness Behavior改为Rigid,2D Behavior设置为Plane Stress,厚度设置为1mm,材料默认为Structural Steel;
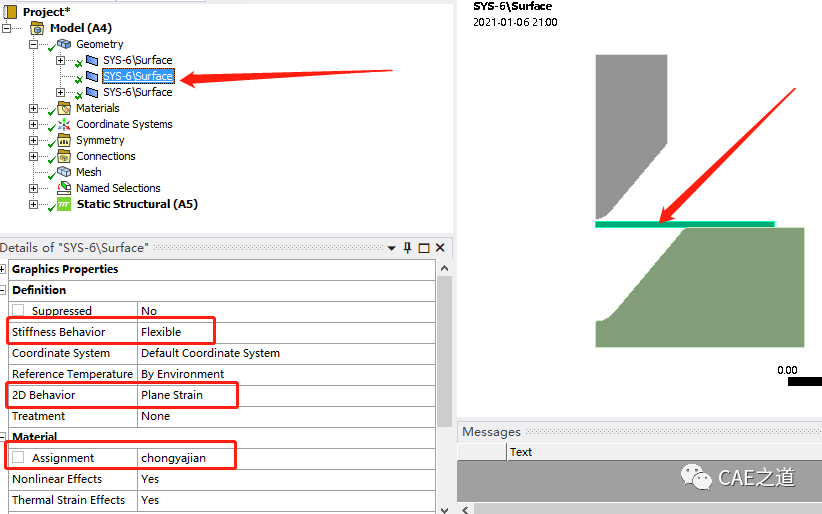
选择冲压件,将2D Behavior设置为Plane Strain,将其材料改为Step2中建立的“chongyajian”,由于软件默认Stiffness Behavior为Flexible,所以冲压件的刚度行为不用做更改。
Step4
轴对称设置
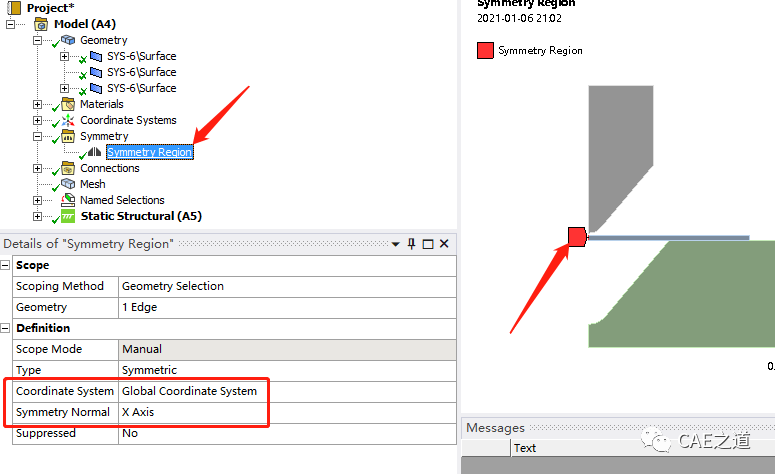
为了节约计算成本,计算过程中我们使用了1/2的平面模型,所以要在对称轴处设置轴对称。建立一个轴对称区域,选择冲压件的对称轴,并将对称法向设置为x轴。此处读者考虑为什么不直接将冲压件的2D Behavior设置为Axisymmetric,而是在此处设置轴对称呢?
Step5
接触设置
分别在凸模、凹模与冲压件有接触的位置建立接触:接触面设置为冲压件的上下面,目标面设置为凸(凹)模的面; 接触类型为摩擦接触,摩擦系数0.1;设置接触算法为纯罚函数法;为了降低计算量,将接触法向刚度因子设置为0.1;将球区域半径设置为1mm;其余设置保持默认。
Step6
网格划分
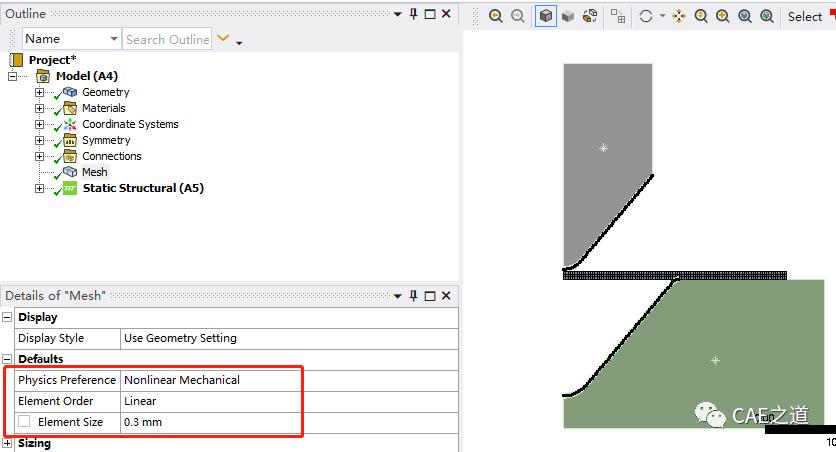
自由网格划分,网格尺寸为 0.3mm;网格物理选项设置为 非线性结构,单元阶数设置为 线性(低阶)。
Step7
边界条件设置
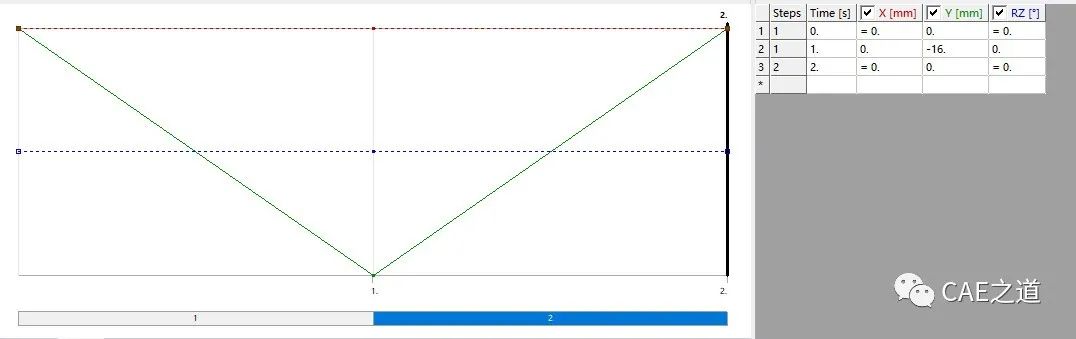
冲压成型过程中,凹模静止不动,凸模一般会有2个动作: 向下运动完成冲压成型和 向上运动离开冲压件,因此在仿真过程中我们使用 2个载荷步实现。
载荷步1:凸模向下运动16mm完成冲压成型;
载荷步2:凸模向上运动16mm离开冲压件;
由于凸模和凹模我们用的刚性模型,所以在施加位置的时候需要使用 远端位移实现,具体设置如下:
Step8
网格非线性自适应
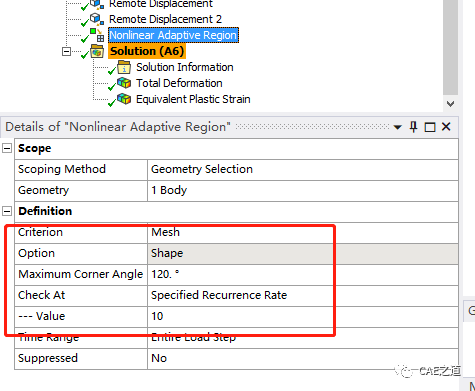
冲压仿真过程中,网格会发生较大变形, 为了改变并细化网格从而使得求解收敛并获得更精确的结果,我们需要设置 网格非线性自适应选项,具体设置参数如下:
Step8
分析设置
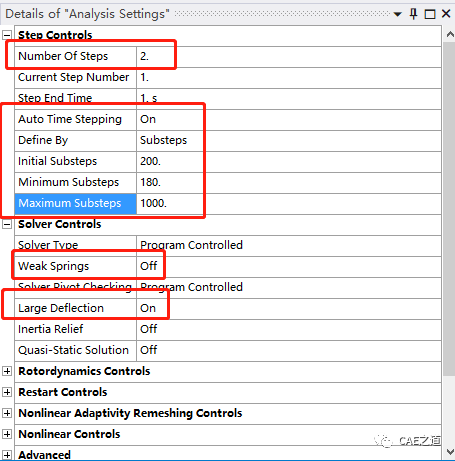
1. 自动时间步设置。打开自动时间步,并采用子步形式;
2. 子步设置。初始子步设置为200,最小子步设置为180,最大子步设置为1000;
3. 打开大变形。
4. 关闭弱弹簧。该设置是 为了使用网格非线性自适应功能。
Step9
结果
总结
冲压成型的有限元分析作为冲压模具高效专业的辅助设计手段,能够为模具的设计和生成提供很大的帮助,如 钣金毛坯尺寸、材料流动、机构运动、模具结构等引起的成型性能变化等。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020