软件

产品


EH36钢的疲劳性能对接焊缝接触面冲刷过程的超长寿命的校核,实验结果表明,108—010年期间仍然可能发生疲劳断裂,与常规方法使用不兼容的疲劳强度对应于1 107年周期设计中,需要焊接结构能在超长寿命服役制度。扫描电子显微镜分析表明,疲劳裂纹主要发起于接焊缝的坡口接触面的内部缺陷。一种新的“鱼眼”缺陷在焊接接头中被发现。对接焊缝接触面中的区域缺陷与其疲劳寿命的关系已经被证实。当缺陷尺寸足够大且数量较多时,将严重降低焊接接头的疲劳性能。夹杂对合金焊接接头疲劳性能也有严重的影响。
1.介绍
近年来越来越多的的构件采用焊接而成,实际应用中发现此焊接结构的破坏多是从焊接接头处开始的,这主要是由于在焊接接头处存在气孔、未焊透以及裂纹等集合缺陷,导致局部区域应力集中,从而降低了整个结构的强度和使用寿命。因此研究焊接接头处的疲劳表现以及分析影响焊接接头性能的因素具有重要意义。
如果完全采用工艺试验的方法进行这方面的研究,研究成本会很高而且周期也长,不利于新产品的开发。随着计算机技术的发展,有限元分析软件在工程中得到了广泛地应用。本题采用ANSYS软件来模拟焊接缺陷,进行平疲劳方面的分析。将有限元计算结果和实验数据进行对比,表明有限元计算结果是合理的,因此可以采用ANSYS对焊接结构进行疲劳分析。
2.焊缝接触面夹杂缺陷有限元分析基本理论
焊接热作用贯穿整个焊接结构的制造过程中,焊接热过程直接决定了接头的显微组织焊接应力与变形,而焊接接头的显微组织却影响着接头的疲劳强度寿命。随着计算机技术和有限元方法的快速发展,采用有限元法通过计算机对焊接区拘束应力的瞬时分布进行了研究,同时结合裂纹和组织观察来进行全面分析,可以深入研究各种因素对焊接裂纹起裂和扩展的影响。本研究通过ANSYS有限元分析软件,利用其热耦合、结构耦合及瞬态非线性分析功能,采用高斯热源模型,对高强钢CO:气体保护焊的三维焊接温度场和应力场进行了数值模拟。模型实现了对流、热源载荷的影响,应用单元划分,真实模拟了36mm厚板13层、29道焊的工艺过程,在理论和仿真基础上对焊接热裂纹进行了分析。并对焊接热裂纹的消除和防止进行了仿真分析。
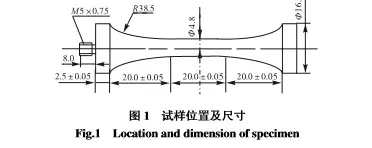
接接头上截取的,焊缝位于试样中心.其中,焊接方法采用二氧化碳气体保护焊,焊丝采用SQJ 501.无余高焊接接头试样是从EH36钢平板对接焊,EH36钢的化学成分及力学性能见表1和表2.根据超声变幅杆原理设计试件,试件的取样及尺寸如
表1 EH36钢的化学组成(质量分数)
| w(C) | w(Si) | w(Mn) | w(P) | w(S) | w(Cr) | w(Nb) | w(Ti) | w(Ni) |
| 0.18 | 0.10~0.50 | 0.90~1.60 | 0.04 | 0.04 | 0.02 | 0.015~0.050 | 0.02 | 0.40 |
表2 EH36钢的力学性能
| 抗拉强度Rm/ MPa | 屈服强度Re/ MPa | 冲击吸收功Ak/ J(-40,℃) 伸长率A/% |
| 490~620 | 355 | 34 21 |
3. 断裂位置及断口形貌
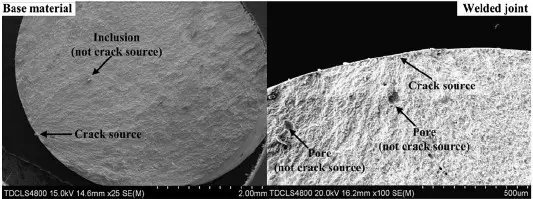
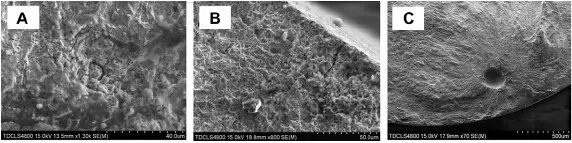
在扫描电子显微镜下分析试样断口可以观察到断裂在接头处的断口凹凸不平,而断裂在母材的断口比较平整,如图所示.这是由于接头处的缺陷较多,含氢量较母材高(见图),组织不均匀,而母材的组织比较均匀,断面比较齐平
在高应力作用下的疲劳断裂纹
4. 疲劳试验方法
试验前将试样打磨光滑,试验在自制的TJU-HJ-I型超声疲劳试验装置上进行.施加载荷为轴向拉-压对称循环载荷,应力比R=-1,频率约为20,kHz,在室温下进行,用循环水冷却的方式控制时间升温。
5.从编写了标本的对接焊缝地面
flush与 EH36 钢和焊接的伴侣-基本材料板对接接头rial SQJ501。EH36 钢是含碳量低产量钢,它约 400 MPa 的强度。为了避免应力集中造成的焊缝断裂,以确保不同位置的焊接接头是在相同的应激水平在疲劳测试时,疲劳指标-imens 在设计一个长的常数部分和焊缝是位于中部的标本。保本已经被精细加工,所有的疲劳试验都是在恒幅载荷下进行的,疲劳试验采用了超生疲劳实验设备TJU-HJ-III风格,该标本是水冷处理。
6.实验结果
这两个S-N曲线不断下降的疲劳寿命对接焊缝磨平短于材。真正的压裂纹仍然可以发生在基础材料和焊在1 107运——疲劳极限不存在概念描述。这是疲劳断裂仍可能发生在低应力水平只要周期长足够了。显然,这是危险的应用下的疲劳极限1 107年周期的条件设计焊接结构超长寿命。,如表1所示。基材之后急剧下降的疲劳强度,疲劳裂纹源骨折标本的时间间隔图3所示。所有的来自微小的裂纹来源划痕在试样表面是否基材或焊接关节。虽然焊接接头更大的内部缺陷,他们仍然不能成为裂纹源(见图3),这表明缺陷对疲劳寿命影响甚微的高应力范围。此外,S-N曲线中表现的一个转折点107年和10年的周期,基材和对接焊缝地面冲洗更大。疲劳裂纹标本来源在这个间隙。所有的裂纹源来自内部缺陷,而不是小
表面划痕。与此同时,与对接焊缝的疲劳强度接触面冲洗后的基材相比迅速下降了108年使用年限。这是因为有许多大的焊接缺陷,这意味着内部缺陷在疲劳强度的影响上发挥主导作用,尤其在108个周期后逐步体现。
7.包含杂渣缺陷的对接焊缝接触面的疲劳分析计算
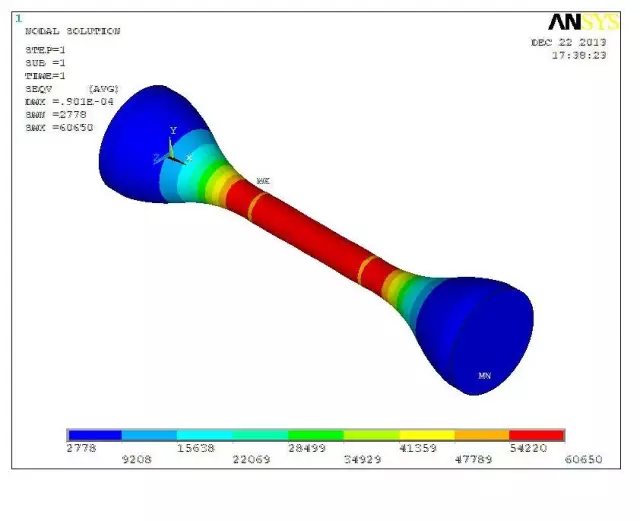
图1为带有夹杂缺陷的拉拔试样有限元模型(取包含夹杂缺陷的拉拔试样的1/2作为分析对象),加载后边界条件后的有限元模型如所示。
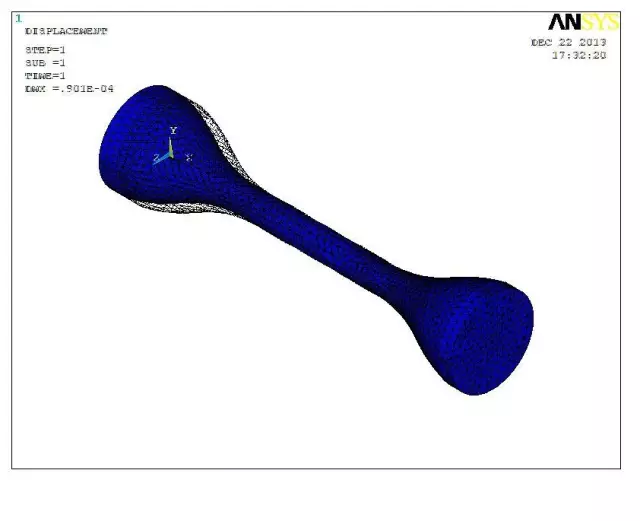
图1为带有夹杂缺陷的拉拔试样有限元模型
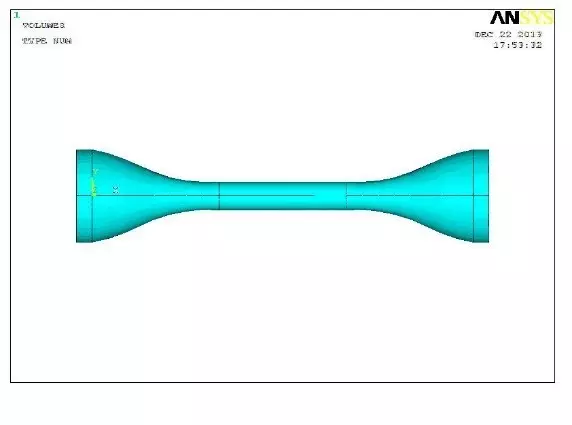
图2加载后边界条件后的有限元模型
在静力破坏的断口上,通常只呈现粗粒状或纤维状特征;而在疲劳破坏的断口上,总是呈现两个区域特征,一部分是平滑的,另一部分是粗粒状或纤维状。因为疲劳破坏时,首先在某一点(通常接近构件表面)产生微小的裂纹,其起点叫"疲劳源",而裂纹从疲劳源开始,逐渐向四周扩展。
由于反复变形,裂开的两个面时而挤紧,时而松开,这样反复摩擦,形成一个平滑区域。在交变载荷继续作用下,裂纹逐渐扩展,承载面积逐渐减少,当减少到材料或构件的静强度不足时,就会在某一载荷作用下突然断裂,其断裂面呈粗粒状或纤维状。
ANSYS 可以针对整个模型,也可以针对一组单元进行疲劳分析。可方便地对整个模型或者选择的区域进行再设计和假设分析,从而观察从非关键区域去掉金属材料的效果,以及增加"热点"位置的疲劳寿命。
ANSYS 可考虑构件表面光洁度影响、几何外形变化与缺口敏感性影响以及材料特性变化效应和不同载荷组合历史的影响。不同的材料数据和应力集中系数可以用于每一个单元组(允许在同一个部件上加工面和锻造面)。 ANSYS FE-SAFE可进行疲劳失效率的统计分析。
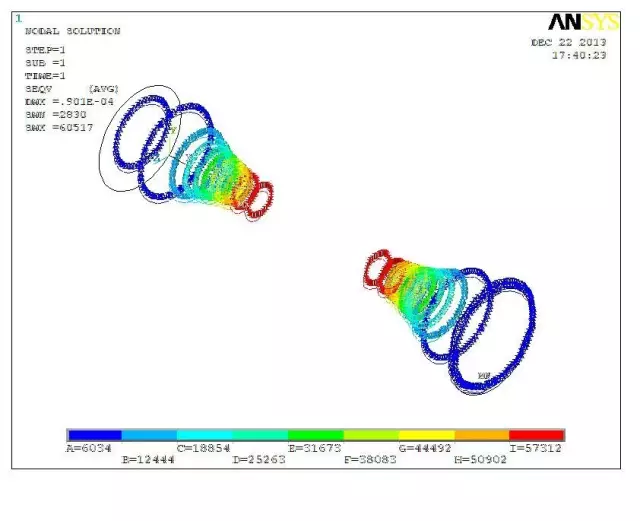
图3为 加载后应力幅值分布的关系图
图4为 Mises应力等值线的生成结果
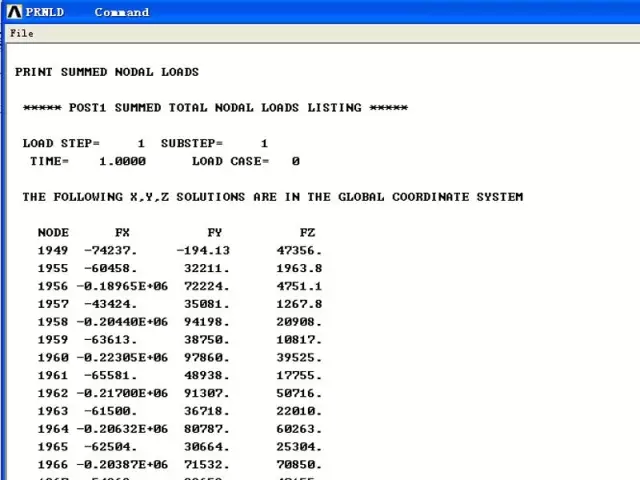
图5为各单元节点的应力分量的结果
8.结论
察裂纹源可以发现,裂纹源大多处于表面的机械加工微痕和次表面的缺陷处。缺陷周围的应力状态不同尺寸和中心-通过数值模拟。试样的几何特征主要取决于工件形状和缺陷尺寸,影响区与焊缝的不同,粗粝的硬度值对热影响区有很大的提升,因此,融合线的两侧的强度是不同的,断裂表面疲劳失效分析需要通过扫描电镜标本检查,裂纹源地方常伴有各种缺陷,
有限元来分析用来分析对接焊缝的应力分布,在焊缝金属凝固结晶的后期,低熔点共晶体被排挤在柱状晶体交遇的中心部位,形成一种所谓“液态薄膜”,此时由于收缩而受到了拉伸应力,这时焊缝中的液态薄膜就成了薄弱地带。在拉伸应力的作用下就有可能在这个薄弱地带开裂而形成结晶裂纹(见图6)。碳钢和低合金高强钢中的磷、硅、镍和不锈钢、耐热钢中的硫、磷、硼、锆等也都能形成低熔点共晶,而且不同元素所形成的低熔点共晶.它们的共晶温度各不相同。总的来说,产生结晶裂纹的原因,就在于焊缝中存在液态薄膜和焊缝凝固过程中受到拉伸应力共同作用的结果。
1. 对两种厚度的35CrMnSi钢平板电子束焊接接头的显微组织进行了试验研究,结果表明:经电子束焊接后,两板焊缝组织均为粗大针状马氏体和少量残余奥氏体,热影响区组织由板条马氏体、贝氏体和少量残余奥氏体组成,母材组织为铁素体加珠光体组织。
2. 两种厚度钢板电子束焊接接头各区域硬度值基本一致,且焊缝硬度高于热影响区,热影响区硬度高于母材。两种厚度35CrMnSi钢电子束焊接接头
拉伸试验的结果表明:该钢焊接接头塑性与母材相比较低,该钢焊接接头强度比较得出,2mm接头强度低于母材,10mm接头强度高于母材,这与其接头各区域的显微组织密切相关;通过冲击试验发现,35CrMnSi钢焊缝冲击韧度低于母材。
3. 分别采用通孔法和盲孔法测试了电子束焊接2mm和10mm两种厚度的35CrMnSi钢平板焊接接头的残余应力,分析结果表明:在焊缝中心处,残余拉应力的峰值低于材料的屈服强度,且焊缝中心处纵向残余应力的峰值远大于其横向应力的峰值。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020