软件

产品


滚压成型工艺主要是靠材料的塑性移动滚压加工成各种形状复杂的轴杆、阀门芯和特殊紧固件等产品。滚压变形是线接触,连续逐步地进行,所需变形力较小,一个行程可生产一个或几个工件。滚压成型工艺和切削、磨削工艺相比,它不仅生产效率高、节约材料,而且产品强度高、质量稳定,这种工艺特别适于加工的特长短难于切削的工件,尤其对年产上百万件大批量的产品,采用滚压成型工艺最为有利,经济效益也最为可观。
那么,如何在产品滚压成型前,对成型后的产品的质量及成本进行有效的评估呢?
本文章通过使用有限元分析的方法,对滚压成型工艺进行仿真分析,在研发阶段对成型后的产品质量进行评估,并精确的减少废料,从而降低成本。
本文使用ABAQUS进行分析。
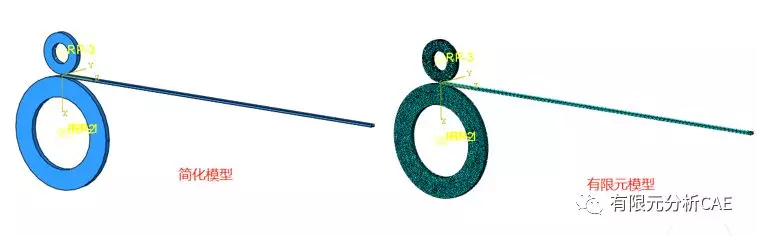
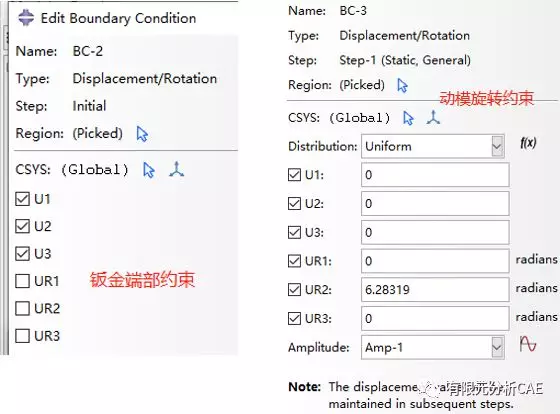
首先,我们将模型导入ABAQUS/CAE中,(个人觉得X_T的装配体模型文件最佳)。大圆零件为定模,小圆零件为动模,长板零件为条线钣金。定义动模绕定模旋转一周,使钣金成型。
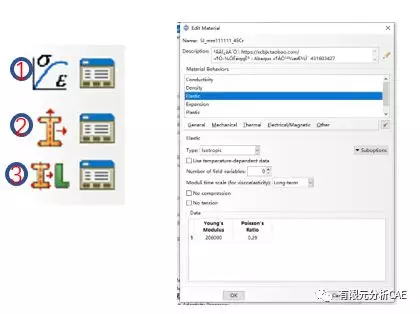
2.定义材料
1.定义材料属性 2.定义截面属性 3.将截面属性赋予零件
3.进行装配,如果导入的是装配体文件,可以省略该步
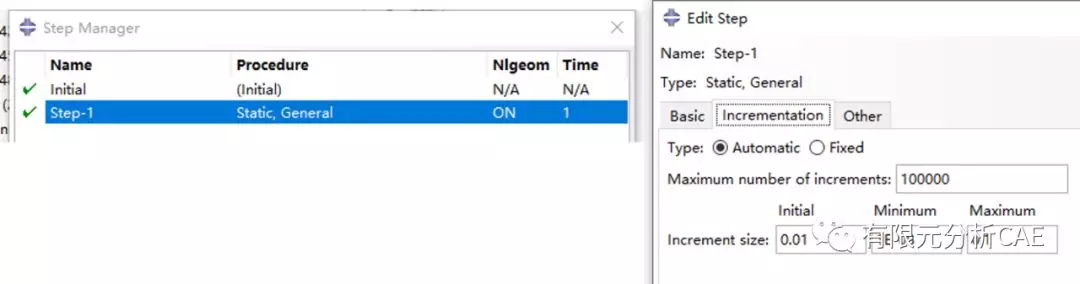
4.定义分析步长
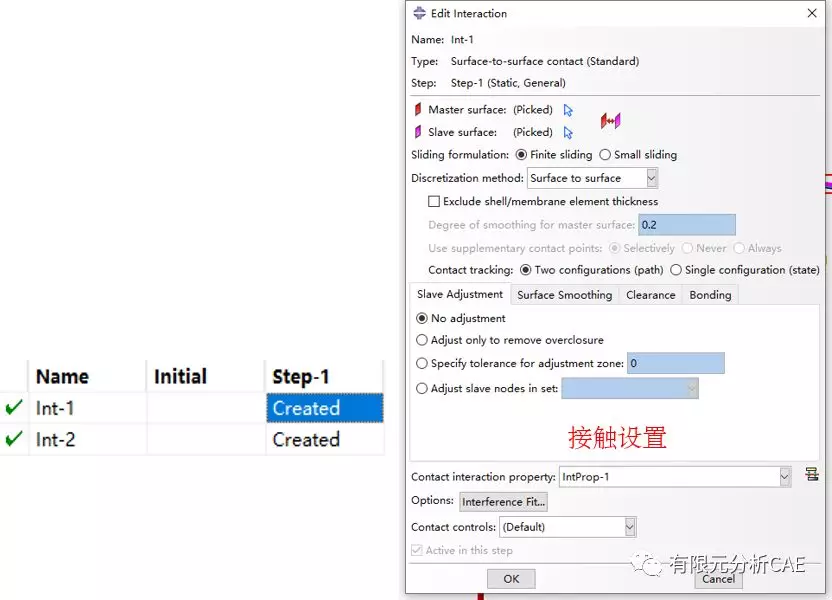
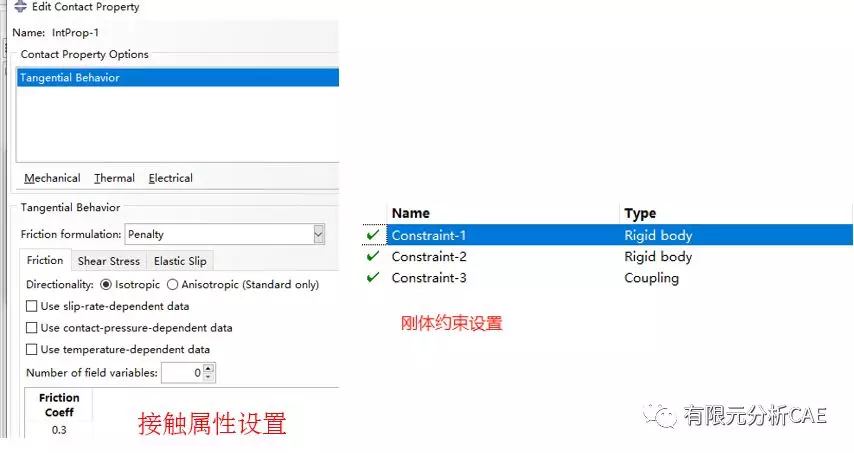
5.进行接触设置
接触设置可以通过两种方式,一种是直接建立通用设置,另一种是逐个接触面进行接触设置。并设置接触属性。
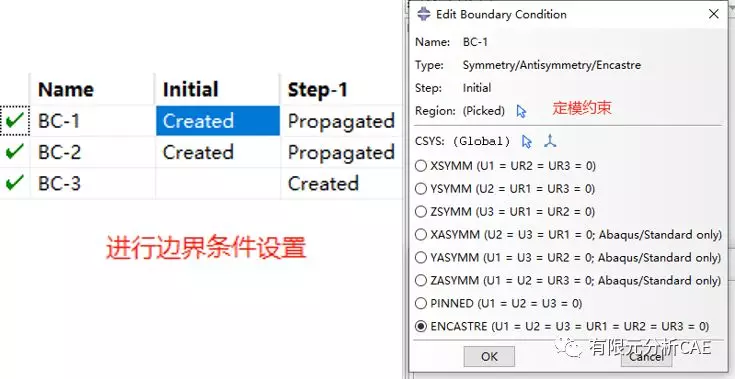
6.边界条件设置
7.网格划分
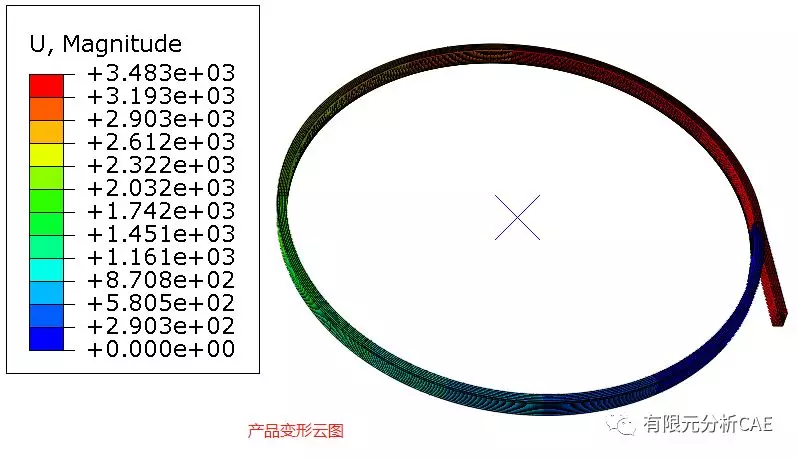
8.结果后处理
结束语
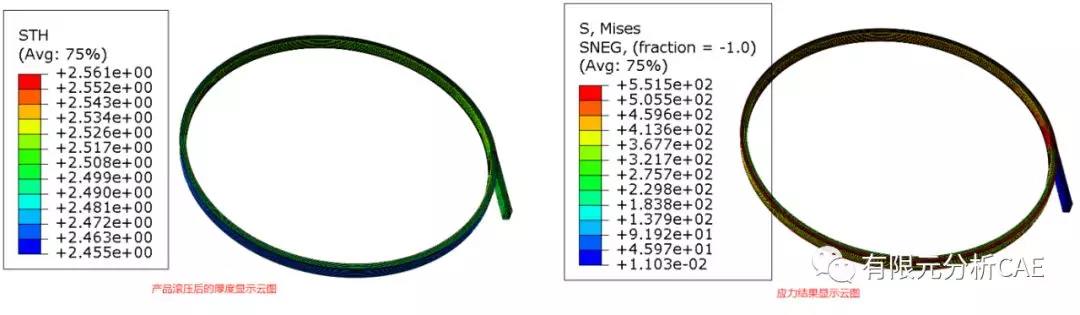
通过该案例的分析,我们可以看到在进行滚压工艺仿真模拟后,产品的变形及厚度方向上的变化是否符合我们的产品要求。
该产品的厚度为2.5mm,通过滚压后的最大厚度为2.561mm,最小厚度为2.455mm。该厚度误差满足我们的设计要求。废料的减少,我们通过最终的仿真结果可以提前将多余的料进行切除,以减少浪费。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020