软件

产品


随着模流分析技术的普及,塑料产品在生产之前会大量使用仿真分析技术来优化产品的熔接线位置、纤维取向和残余应力。
Moldflow、ANSYS、ADINA、ABAQUS等是用于验证和优化塑料零件、注塑模具和注塑成型流程的仿真软件,为了使分析结果更接近于实际生产状况,在仿真软件模拟分析的过程中尽可能 对产品结构,材料性能,成型条件,注塑压力等最大限度的贴合实际情况,材料特性参数的准确与否是保证分析结果是否准确的第一步。
UDB文件为使用仿真软件进行仿真前,必须输入的材料特性参数,如热性能参数、成型工艺参数、粘度及PVT数据等。
(成功的UDB文件示意图)
高分子材料分子结构复杂、体系复杂,流变行为对分子结构敏感,直接影响加工性能也直接或间接影响产品性能。对于高分子来说,绝大多数的成型加工都是熔融状态下进行的, 特别是热塑性塑料加工。
因此,高分子材料的在粘流状态下的粘度,是其成型加工的首要性能。高压毛细管流变仪是测试材料粘度的主要设备,具有结构简单、温度调节范围较宽、用料少、测量时间短、剪切速率较宽(1x10-2~1x105S-1),几乎包括所有聚合物加工剪切速率的范围)的特点,被广泛用于聚合物的加工测试与研究。
然而工程塑料的测难度较大,测试人员对测试数据有效性无法及时作出有效判断,导致大概率的复测。国高材分析测试中心,经过对大量材料的粘度测试,将数据结果进行模流仿真分析与实际工况对标,总结出高压毛细管流变的测试技巧和数据判断经验,以期为广大测试人员提供帮助。
01毛细管流变仪工作原理及其评价指标
毛细管流变仪的结构及工作原理如图 1 所示,其工作原理为:装入料筒的物料通过料筒外的电加热器对物料进行加热至熔融状态,然后电机启动并带动柱塞以一定的速度向下运动,从而迫使熔体以一定速率从毛细管挤出。毛细管流变仪的工作过程是被测物料由固体玻璃态转变为熔体黏流态的塑化过程和动态流变现象。
图 1 毛细管流变仪的结构及工作原理示意图
国高材分析测试中心可依据GB、ISO、ASTM等测试标准,通过高低温万能试验机、高压毛细管流变仪、静态热机械分析仪等设备,获取材料仿真模拟所需的弹性模量、泊松比、粘度、密度等数据。咨询电话:020-66221668,中心相关测试设备如下:
高压毛细管流变仪的测试步骤:
1.安装毛细管口模
2. 编辑测试程序后升温
3. 填装测试材料
4. 仪器清理
被检测物料的黏弹性通过剪切速率 γ、剪切应力 τ、表观黏度 η 和挤出胀大比 B 等指标进行评价:
式中:Q 为挤出流量,R 为毛细管内孔半径,p 为材料流经毛细管的压力差,L 为毛细管长度,dj 为挤出熔体的直径,D 为口模直径。
对于聚合物熔体,大多数是属于假塑性液体,其剪切粘度随剪切应力的增加而降低,同时测试条件(温度、 压力) 、 分子参数(分子量及其分布、 支化度等) 和添加剂(填料、 增塑剂、 润滑剂等)等因素对剪切粘度-剪切应力曲线均有影响。
02案例分析
某客户要求获得材料UDB文件的测试要求是:温度上限350℃,测前恒温≥10min.,一般预熔融5min,剪切速率设置100~7000s-1/10000-1,三组温度,注塑温度±10℃。两组口模,20:1、0:1口模。本案例从测试程序的设定,到试验技巧的实施和测试结果的判断来阐述具体情况的解决方案。
2.1 温度的选择
高压毛细管流变获取UDB文件测试,一般至少要选择三个测试温度,一般参考物性表的加工温度上下限取3个值,推荐注射温度±10℃(注塑的喷嘴温度),升温后要至少稳定10min方可测试。若无法精确得知注射温度,可先测试DSC比热,确定材料的完全熔融温度后再确定高压毛细管的测试温度。
表1是常见塑料的注射温度汇总表
模流分析的常见材料的测试温度见图2。
图2模流分析的常见材料的测试温度
2.2 剪切速率和允差的选择
剪切速率一般要根据材料对剪切的敏感度来设置,柔性分子链对剪切敏感,刚性分子链对温度敏感,对剪切敏感的材料在低速度点要设置的更密集。经过大量实验证明总结了一些普适的条件。
对于PP材料来说一般设置100s-1,200 s-1,500s-1, 1000 s-1,3000 s-1,5000 s-1,7000 s-1,非填充或增强料可以设置到10000 s-1,允差不能超过2.5%;对于PC材料一般设置100 s-1,250 s-1,500 s-1,1000 s-1,2500 s-1,5000 s-1,7000 s-1, 允差不能超过3.5%, 如图3所示,其他工程塑料PA、 PPS,PBT等可以按照PC料的初始条件测试,这几个材料常常不稳定,可能需要调整测试条件。
图3 PC料的剪切速率设置图示
2.3 加料注意事项
PA和PBT料需预烘干:120℃烘干4~6小时,烘干时间不可超过12小时。测试时从烘箱中取出直接测试,不可放置在干燥箱中处理。其他料在80℃烘箱中干燥4h,可存放于干燥箱中备用。加样过程中要分多次待已加料熔融后再加,特别是对于测试温度高,譬如PA材料,要尽可能多的加料直至加料口。
2.4 测试过程中的测试技巧
一般20:1口模 0:1的测试要简单,数据较好。对于温度太高,预热熔融阶段溢出太多,开始测试时物料松散压力低,第一个点测试黏度会偏低(特别是PA料用0:1的口模测试时经常出现此类情况)。要在预熔融倒数15-20S的时候以1mm/s速度控制活塞下压10s,保证测试前物料密实,测试过程中可以更改压力显示范围时刻关注压力变化,再跳过预熔融阶段如图4所示。若在测试过程中若在两个单点稳定时间周期内设备依然未取到点但是平台段很明显的时候可以进行手动取点(Take over MP)。
图4
2.5 数据判断
UDB高压毛细管流变的三个测试温度的曲线不能有交叉和拐点,剪切速度越高黏度越小。图5所示的曲线明显就有拐点,曲线不合格,需要重做,可以通过预压实方法解决如图6。
图5预热熔融阶段溢出太多,开始测试时物料松散压力低,第一个点测试黏度会偏低
图6 预压实改善后的曲线
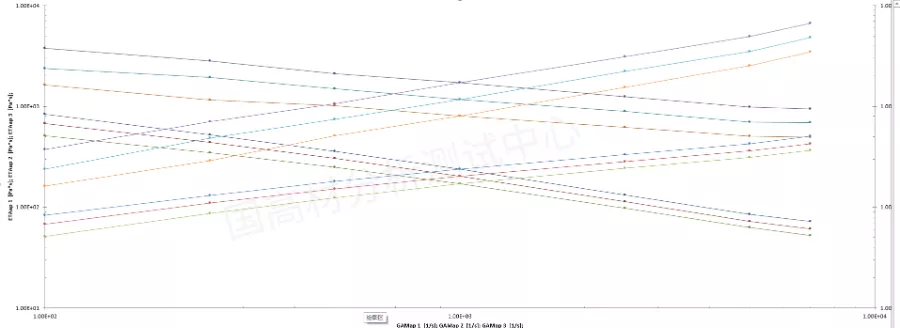
各个温度的黏度曲线出现交叉,曲线不合格需重测,如图7所示,正常曲线如图8所示。
图7
图8
UDB文件的测试需要得到真实粘度,需要进行2种校正,一种是入口压力校正,即Bagley校正,主要修正压力传感器测量的入口压力与毛细管真实的入口压力之间的差别。二是剪切速率校正即binowitch-Weissenberg修正。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020