















































软件

产品


有时我们在查看moldflow分析结果时,想看某一时刻的某个结果如冻结层因子、压力或者温度,往往在播放动画的时候,直接跳过去了。有没有什么好的方法使得能准确的找出相应时间点的结果,同时使得分析结果更加可靠?调节中间结果,可以实现。
要想得到准确的Moldflow分析结果,模型、材料和工艺参数要尽量完善,可是有些时候,当这些因素都满足要求时,却发现模流分析的结果和实际还是有较大的偏差,那又是什么原因呢?是不是还有一些因素没有被考虑进去?答案是肯定的。在软件里求解器的设置对于结果的影响也比较大,有时甚至是致命的。
下面来看一个案例:某品牌汽车仪表盖,产品壁厚1.0mm,整体均匀分布,一个扇形浇口进浇,模流分析的充填时间结果显示,产品充填均匀,在末端平稳渡过,如图3.1所示。但实际的试模结果不尽如人意,产品表面的末端有一条明显结合线,如图3.2所示。
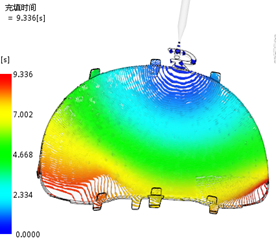
图3.1
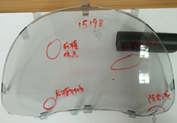
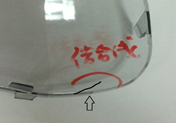
图3.2
为什么产品上有结合线,而分析模拟不出来呢?后来通过观察发现软件里面求解器的设置,中间输出结果比较少,3D的求解器默认是5,将默认值改为20(位置在工艺设置→高级选项→求解器)。如图3.3所示。
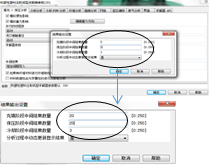
图3.3
当把中间输出值改大之后,分析结果出现了产品四周快,中间慢的情况,如图3.4所示。
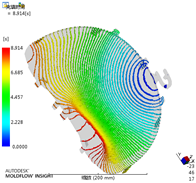
图3.4
这是因为充填时间9s左右,充填速度比较慢,中间由于冷却使得熔融的空间变窄,而四周由于有翻边,充填时会产生剪切热,使得温度比中间高,充填速度比中间快,出现跑道效应,熔体从四周包过来,熔体前锋有一个较小的夹角,从而在产品表面形成结合线。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















