















































软件

产品


概述
注射压缩成型工艺有它独特的优势:可以获得更大的流程比,能够更薄的两件,能够使得产品具有更小的内应力和变形等。其中工艺的控制相比传统注塑会多出几个选项:压缩机打开距离、压缩机压缩速度、压缩机压力、注射前的剂量。
主要分为两类:压缩成型工艺 和注射压缩成型工艺
优点:
1. 能注射壁厚低于2mm 以下的零件,因此可以让零件设计时重量减轻20%.
2. 可以设计更大的流长比,因此可以采用更小的锁模力和注射压力,减少零件内应力变形风险和虎皮纹产生风险,同时不需要设计更多的浇口,减少了熔接痕产生的可能性,保证了零件尺寸稳定性和外观美观度。
3. 更低的周期循环时间,提高了生产效率,节约了成本。
那么本文主要就是基于Moldflow分析做DOE数据来看:注射压缩工艺关键的工艺参数。
关于压力机位移结果的解读:
在压缩工艺中:
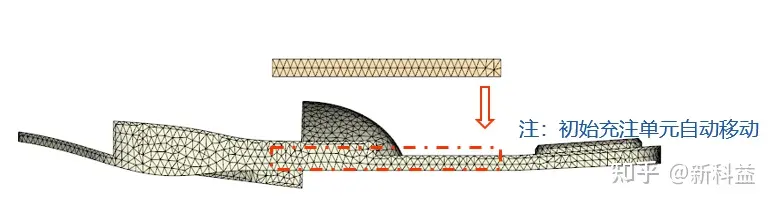
l压缩机打开距离的“自动”设置将压力机打开距离 (D) 定义为 :D = (P2 - P1)
其中
P1 = 零件的上层(移动)表面
P2 = 将充注单元移动至初始位置后初始充注的上层(移动)表面
l对于复杂的几何,压缩方向为默认的 (-Z) 方向,
P1 = 充注网格 XY 横向范围内零件网格压缩面的最小 Z 值,
P2 = 零件 XY 横向范围内 充注网格的最大 Z 值,在充注移动到初始位置后测得
l如果 “指定” 压力机打开距离
① 值大于自动计算值,将在压力机触碰初始充注时开始流动计算。流动模拟过程不包含到达此位置所花费的时间。只有初始时间段和压力机位移结果改变,以显示这段额外的移动距离。
② 设定一个比自动计算得出的值小的值,压力机打开距离将更改为显示自动计算结果。在这种情况下,将写入警告。

在注射压缩中:
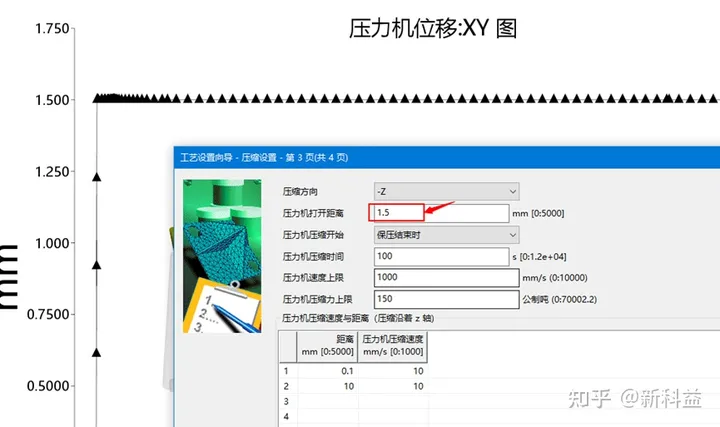
例:压力位移XY图:显示出当模具-型腔空间减少(被压缩)时,压力机从参考(起始)位置移动到压缩阶段结束时的最终位置的距离,该结果将呈现在距离与工艺时间的 XY 图上。
在注射压缩工艺中:
这里就简单许多,只需要看压力机位移:XY来确定是否最终跟工艺设定的压缩及打开距离一样。这样就可以判定压缩机是否压缩完成。
下边我们做了个DOE分析 对比不同参数对注射压缩结果的影响:
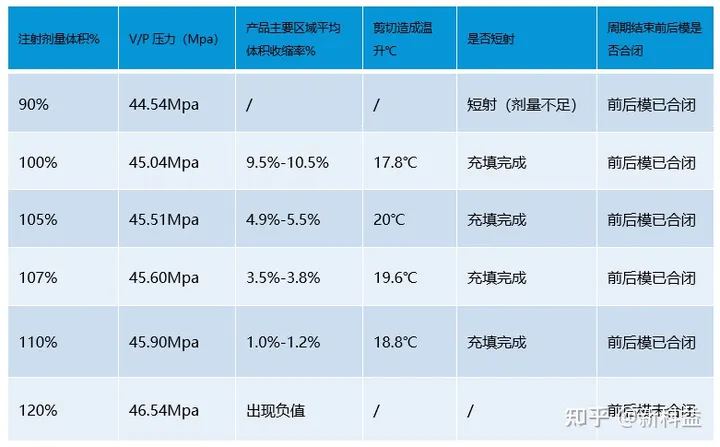
1:注射剂量:

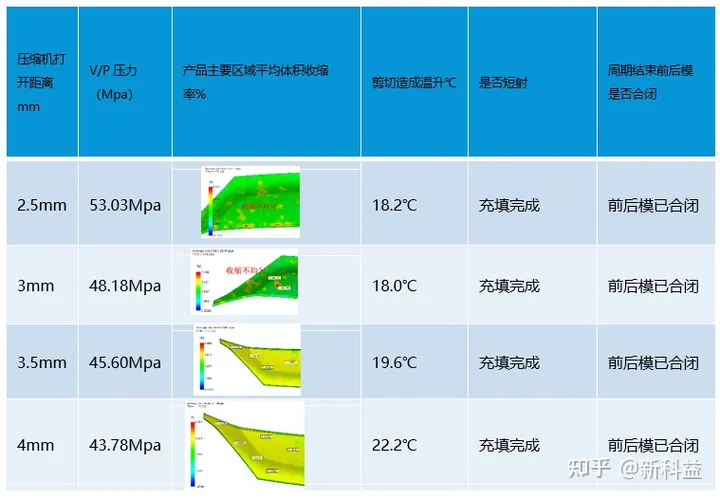
2:压缩机打开距离:
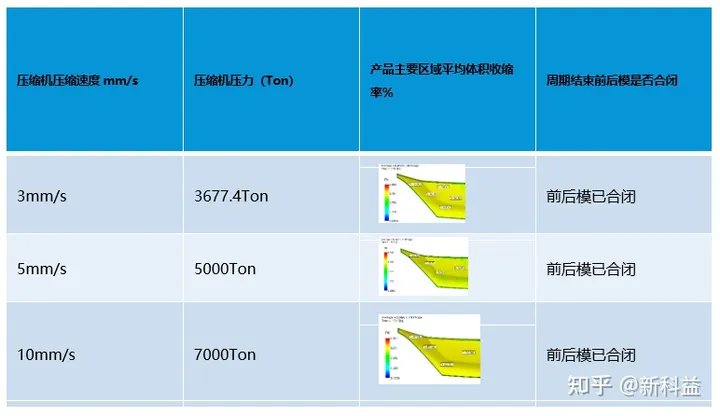
3:压缩机压缩速度
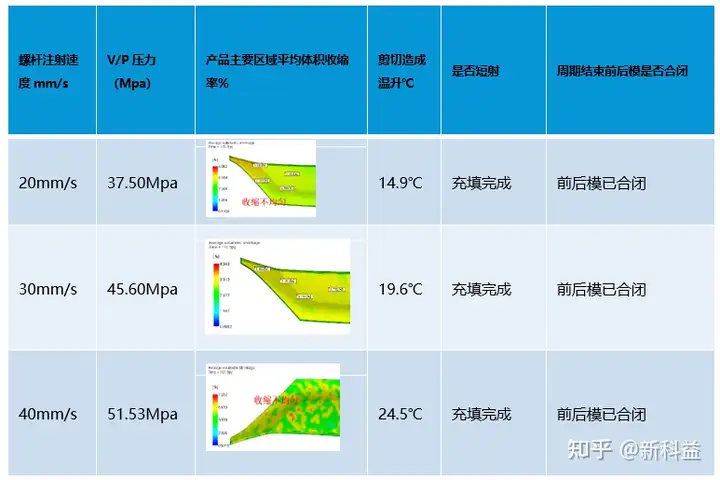
4: 注射速度
总结:
通过上述对比我们可以发现:需要控制好注射的剂量不然会出现短射或者压缩机不到位的情况,压缩机打开距离的大小其实会导致注射过程中塑胶在型腔里的堆积程度进而对收缩均匀性产生较大影响,压缩机压缩速度也会对产品收缩产生较大影响,最后压缩前的注射速度也是对产品最终质量有一定影响。
我们应该对此工艺过程进行优化,以便获得理想的分析结果。
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















