















































软件

产品


1、基本原则:
a.产品厚度均匀的原则
b.易于展平原则
c.适当地选用钣金件厚度
e.符合加工工艺
2.工艺要求:
a.冲切:普通冲切与精密冲切注意:避免窄长的悬臂与凹槽A厚度不小于2T,
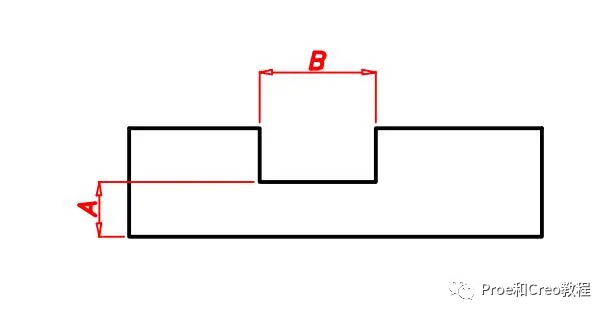
b.宽度不小于1.5T冲切:普通冲切与精密冲切b.冲压件的外形尽量使排样时废料最少
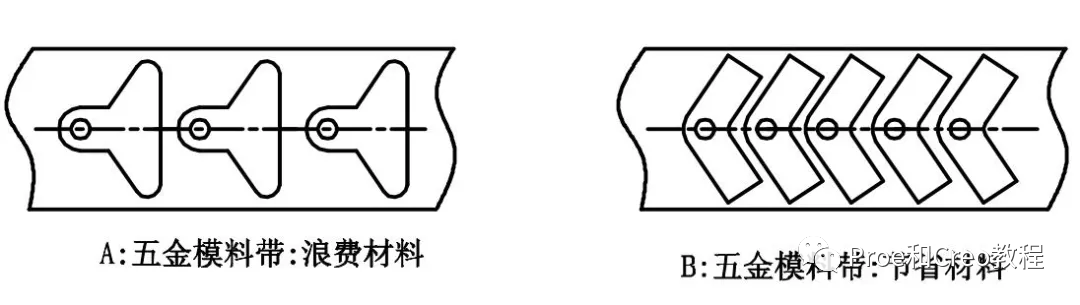
注:在能达到使用功能的情况下,优先选择B方案
c.冲压件的外形及内孔倒角应避免尖角
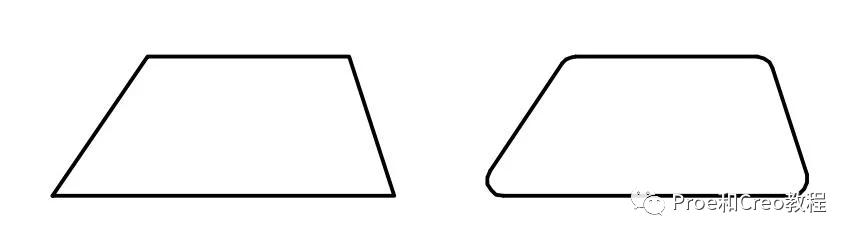
注:尖角影响模具寿命,圆角半径R〉=0.5T
d.冲压件的孔
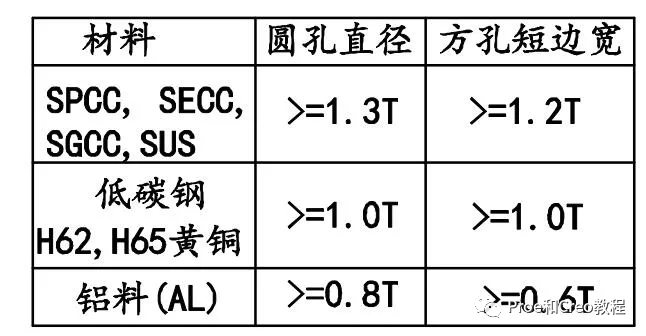
注:优先选择圆孔,受冲头强度的影响,冲孔直径不能太小
e.避免尖角的设计:

注:尖角影响模具寿命,圆角半径R〉=0.5T
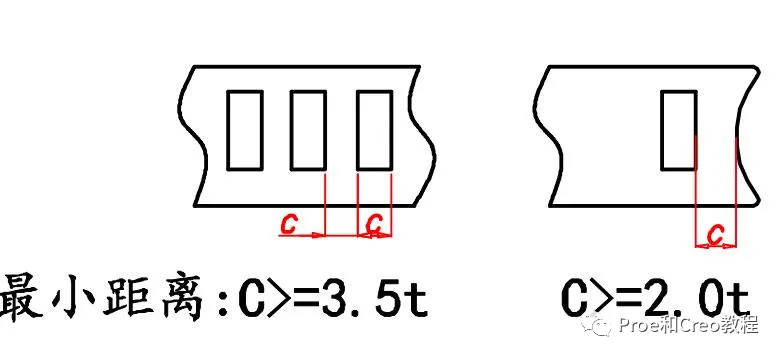
f.冲压件的孔间距与孔边距
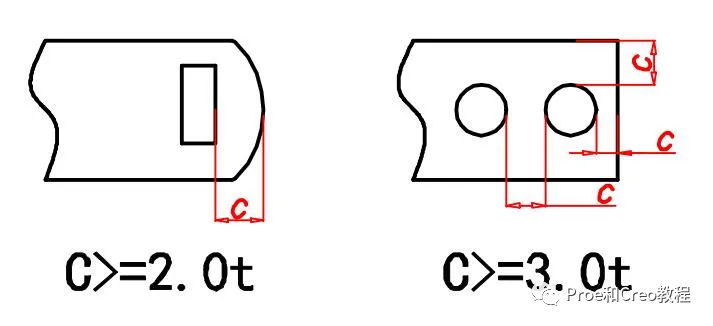
g.冲压件与拉伸件孔到直边的距离
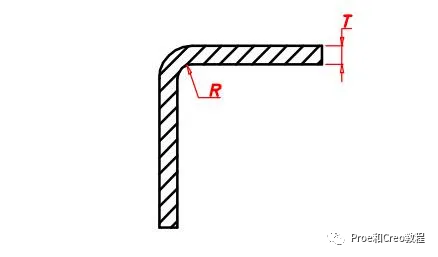
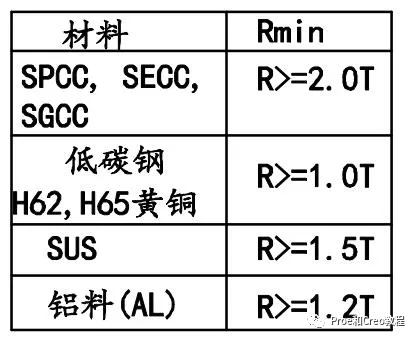
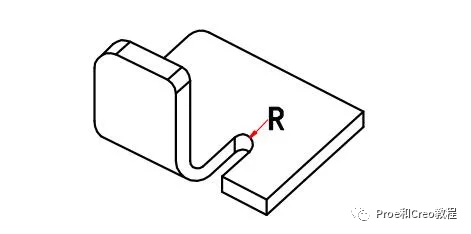
h.折弯最小半径
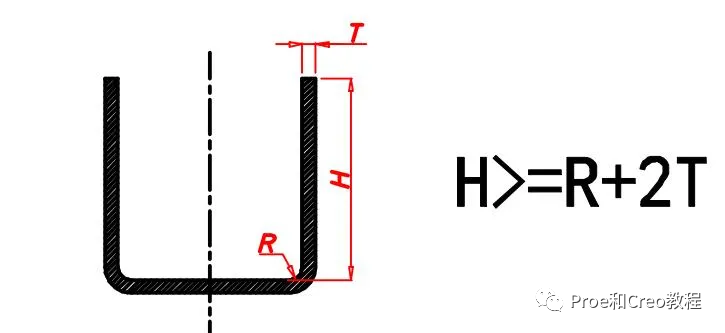
i.折弯件直边高度
J.折弯件最小孔边距
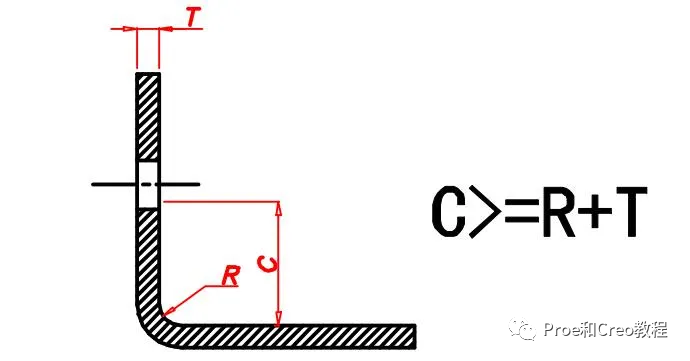
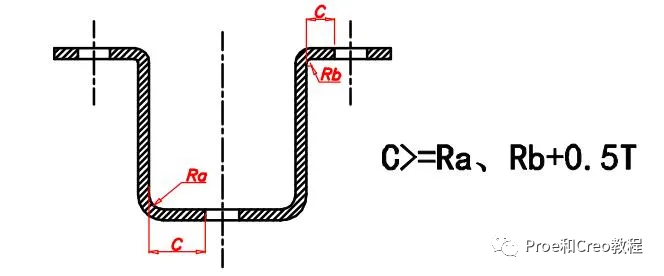
K.折弯边与圆角应保持一定的距离
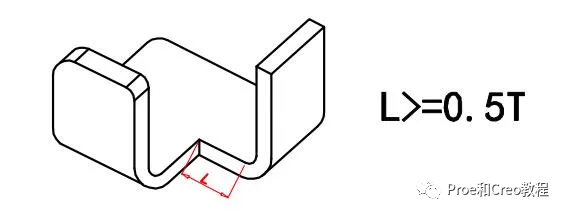
l.弯曲件的工艺缺口设计
注:
止裂槽的设计:宽度不小于1.5T,深度不小于2.0T+R
m.冲压件打死边的设计

注:
打死边长度与材料厚度有关,一般死边最小长度L〉=3.5T+R
n.冲压件的工艺孔设计
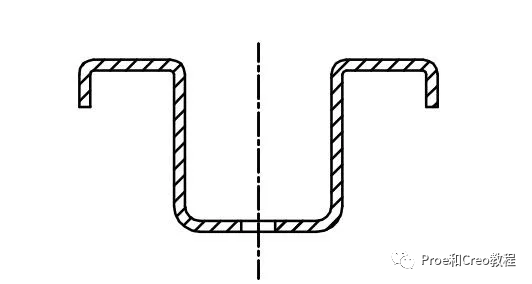
注:
在设计U形折弯的时候,两边最好一样长,如果因结构需要,不允许两边一样长,为保证在模具中的精确定位,应设计工艺孔
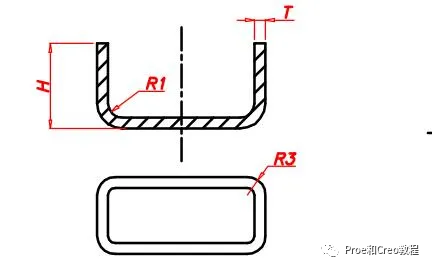
o.拉伸件的设计
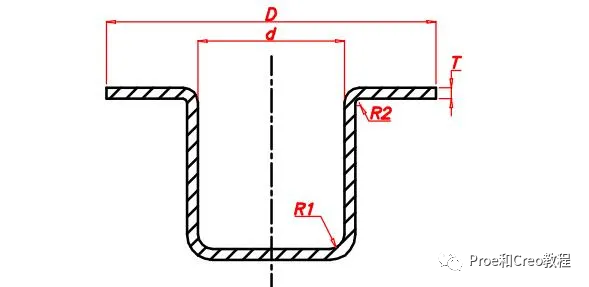
注:
拉伸件的设计尽量简单,外形尽量对称R1约=(3~5)T R1min>=T R1max<=8T
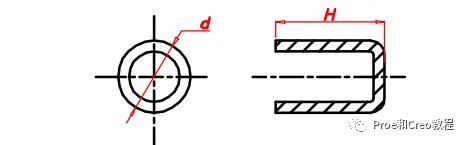
注:
拉伸件无凸缘拉伸一次成型的时候,H与d的关系H=0.4d
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















