















































软件

产品


薄板指板厚和其长宽相比小得多的钢板。它的横向抗弯能力差,不宜用于受横向弯曲载荷作用的场合。
薄板就其材料而言是金属,但因其特殊的几何形状厚度很小,所以薄板构件的加工工艺有其特殊性。和薄板构件有关的加工工艺有三类:
(1) 下料:它包括剪切和冲裁。
(2) 成形:它包括弯曲、折叠、卷边和深拉。
(3) 连接: 它包括焊接、粘接等。
薄板构件的结构设计主要应考虑加工工艺的要求和特点。此外,要注意构件的批量大小。薄板构件之所以被广泛采用是因为薄板有下列优点:
(1) 易变形,这样可用简单的加工工艺制造多种形式的构件。
(2) 薄板构件重量轻。
(3) 加工量小,由于薄板表面质量高,厚度方向尺寸公差小,板面不需加工。
(4) 易于裁剪、焊接,可制造大而复杂的构件。
(5) 形状规范,便于自动加工。
2 结构设计准则 如何在薄板构件结构设计时充分考虑加工工艺的要求和特点,这里推荐几条设计准则并给出相应的 例子。
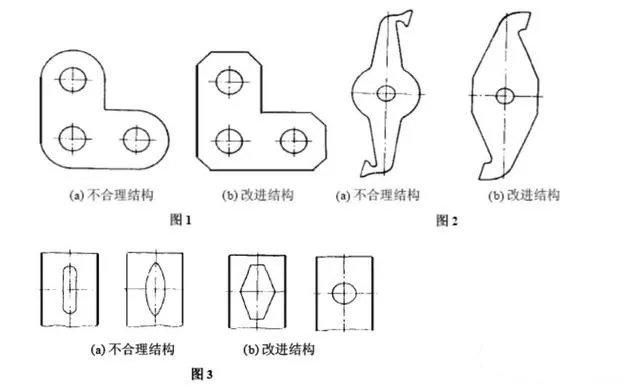
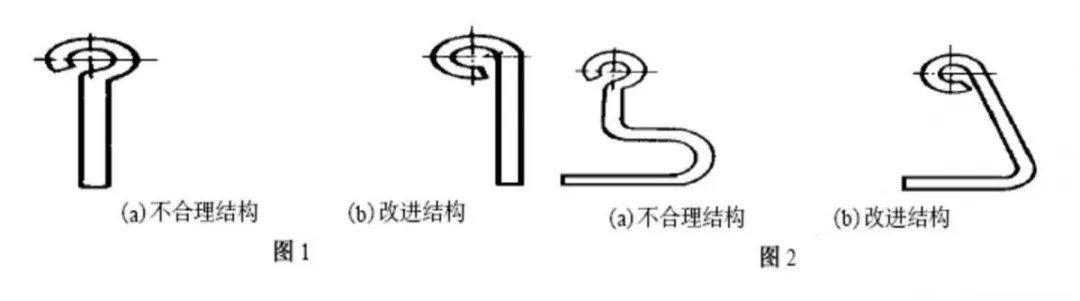
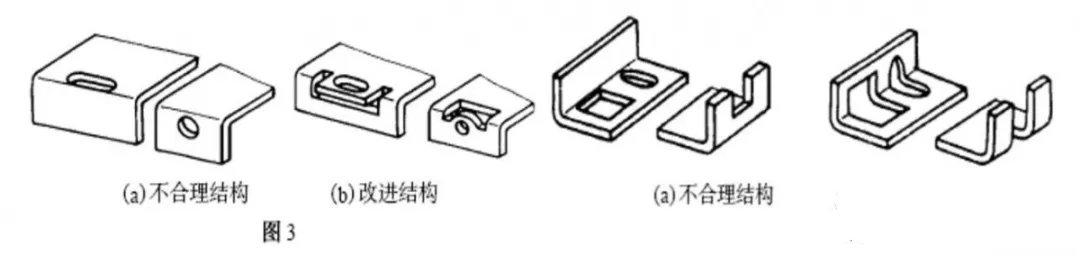
2. 1 简单形状准则 切割面几何形状越简单,切割下料越方便、简单、切割的路径越短,切割量也越小。如直线比曲线简单,圆比椭圆及其它高阶曲线简单,规则图形比不规则图形简单(见图1 和图2 以及图3) 。

2. 2 节省原料准则 节省原材料意味着减少制造成本。零碎的下角料常作废料处理,因此在薄板构件的设计中,要尽量减少下脚料。特别在批量大的构件下料时效果显著,减少下角料的途径有: (1) 减少相邻两构件之间的距离(见图5 和图6) 。
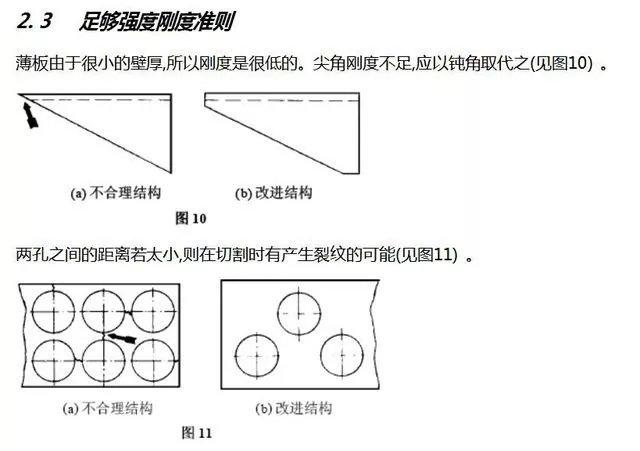
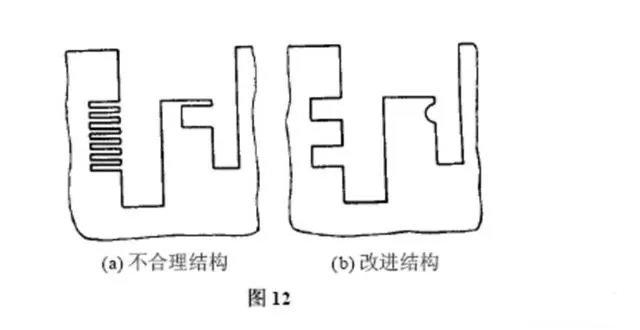
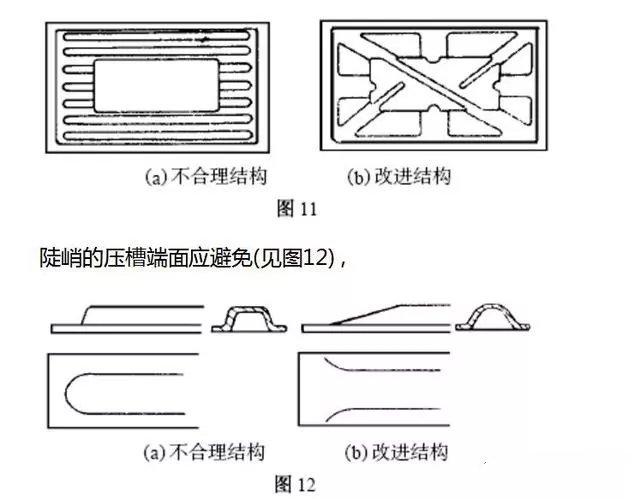
细长的板条刚度低,也易在剪裁时产生裂纹,特别是对刀具的磨损严重,可见这样的薄板结构应避免(见图12) 。
2. 4 可靠冲裁准则 图13a 所示的半圆切线结构冲裁加工很难。因为这要求准确地确定刀具和工件之间的相对位置。准确测量定位不仅费时,更重要的是,刀具由可磨损和安装的误差,精度通常达不到这么高的要求。这样的结构一旦加工稍有偏差,质量很难保证,且切割外观差。所以应采用图b 所示的结构,它可 保证可靠的冲裁加工质量。
2. 5 避免粘刀准则 在构件中间冲裁切割时会出现刀具和构件粘接交紧的问题。解决的办法: (1) 留有一定的坡度; (2) 切割面连通(见图14 和图15) 。
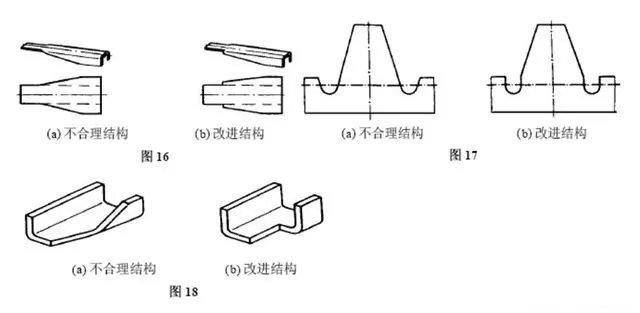
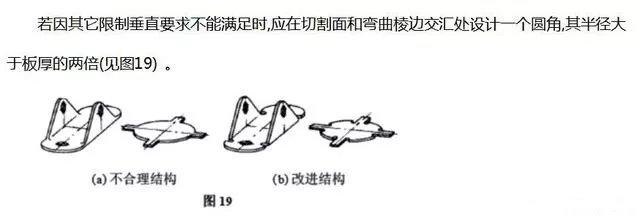
2. 6 弯曲棱边垂直切割面准则 薄板在切割加工以后,一般还要进一步进行成形加工,比如弯曲。弯曲棱边应垂直于切割面,否则交汇处产生裂纹的危险升高(见图16 、图17以及图18) 。
避免小圆形卷边准则
薄板构件的棱边常用卷边结构, 这有多项好处。
(1) 加强了刚度;
(2) 避免了锋利的棱边;
(3) 美观。
但卷边应注意两点, 一是半径应大于115 倍的板厚; 二是不要完全的圆形, 这样加工起来困难,图1b 和图2b 所示的卷边比各自a 所示的卷边易加工。
钣金件结构设计准则二
1 引言 在薄板件结构设计准则(一) 一文中, 作者提出了七条薄板件的结构设计准则: 简单形状准则, 节省原料准则, 足够强度刚度准则, 可靠冲裁准则,避免粘刀准则, 弯曲棱边垂直切割面准则, 平缓弯曲准则。本文在上文的基础上再推荐七条薄板件的结构设计准则。
2 结构设计准则
2. 1 避免小圆形卷边准则 薄板构件的棱边常用卷边结构, 这有多项好处。
(1) 加强了刚度;
(2) 避免了锋利的棱边;
(3) 美观。但卷边应注意两点, 一是半径应大于115 倍的板厚; 二是不要完全的圆形, 这样加工起来困难,图1b 和图2b 所示的卷边比各自a 所示的卷边易加工。
2. 2 槽边不弯曲准则 弯曲棱边和槽孔棱边要相距一定的距离, 推荐值是弯曲半径加上2 倍的壁厚。弯曲区受力状态复杂, 且强度较低。有缺口效应的槽孔也应排除在这个区域以外。既可以将整个槽孔远离弯曲棱边, 也可以让槽孔横跨整个弯曲棱边(见图3 和图4)。
2. 3 复杂结构组合制造准则 空间结构过于复杂的构件, 完全靠弯曲成形比较困难。因此尽量将结构设计得简单一些, 在非复杂不可的情况下, 可用组合构件, 即将多个简单的薄板构件用焊接, 螺栓连接等方式组合在一起。图5 是一个 纯弯曲成形的结构。图6 是对应于图5 的改进结构。后者比前者加工容易。图7b 的结构比其图7a 的结 构易加工。
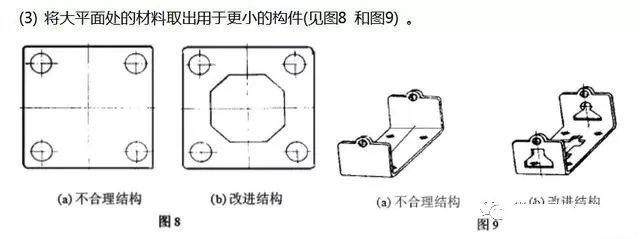
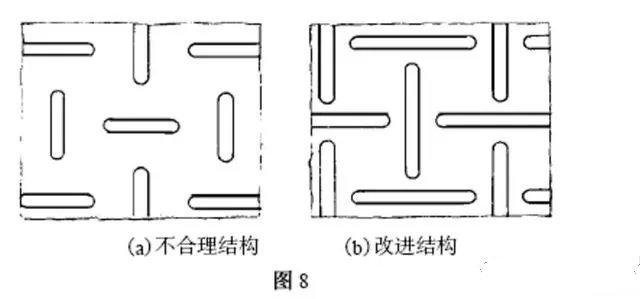
2. 4 避免直线贯通准则 薄板结构有横向弯曲刚度较差的缺点。大平板结构易屈曲失稳。进一步还会弯曲断裂。通常用压槽来提高其刚度。压槽的排列方式对提高刚度的效果影响很大, 压槽排列基本原则是避免无压槽区域直线贯通。贯通的低刚度窄带易成为整个板面屈曲失稳的惯性轴。失稳总要围绕一个惯性轴, 因此, 压槽的排列要切断这种惯性轴, 使它越短越好。图8a 所示的结构, 无压槽区域形成多条贯通的窄条。围绕这些轴, 整个板的弯曲刚度没有改进。图8b 所示结构没有潜在的连通失稳惯性轴, 图9 列出了常见的压槽形状和排列方式, 从左到右刚度增强效果逐渐加大, 不规则排列是避免直线贯通的有效方法(见图10)。
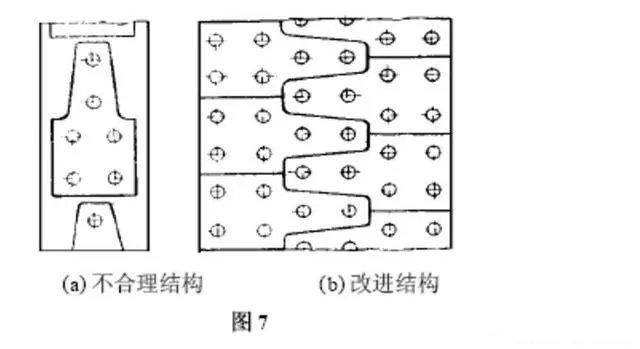
2. 5 压槽连通排列准则 压槽的终点疲劳强度低是薄弱环节, 如果压槽连通, 其部分终点将消灭。图11 是一个卡车上的电瓶箱, 它受动载作用, 图11a 结构在压槽端都产生了疲劳破坏。而图11b 结构就不存在 这一问题。
可能的情况下压槽延至边界(见图13)。
压槽的贯通消除了薄弱的端部。但压槽的交汇处要有足够大的空间,使得各压槽之间的相互 影响减少(见图14)。
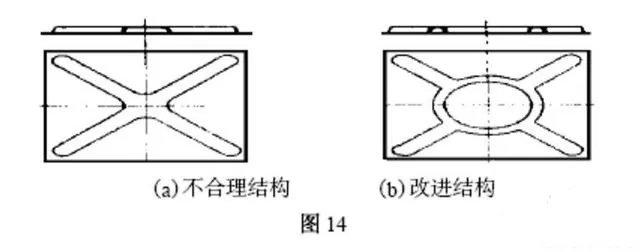
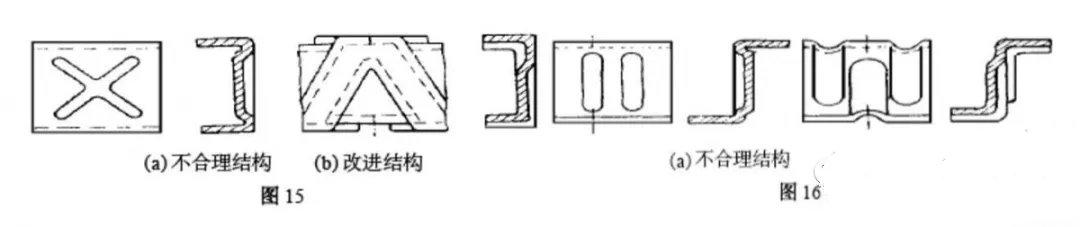
2. 6 空间压槽准则 空间结构的失稳不只限于某一方面, 因此, 只在一个平面上设置压槽不能达到提高整个结构抗失稳能力的效果。例如图15 和图16 所示的U 型和Z 型结构, 它们的失稳会发生在棱边附近。解决这个问题的方法是将压槽设计成空间的(见图15b、16b 结构。)
2. 7 局部松驰准则 薄板上局部变形受到严重阻碍时会出现皱折。解决的办法是在皱折附近设置几个小的压槽,这样减低局部刚度, 减少变形阻碍(见图17)。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020




















