软件

产品


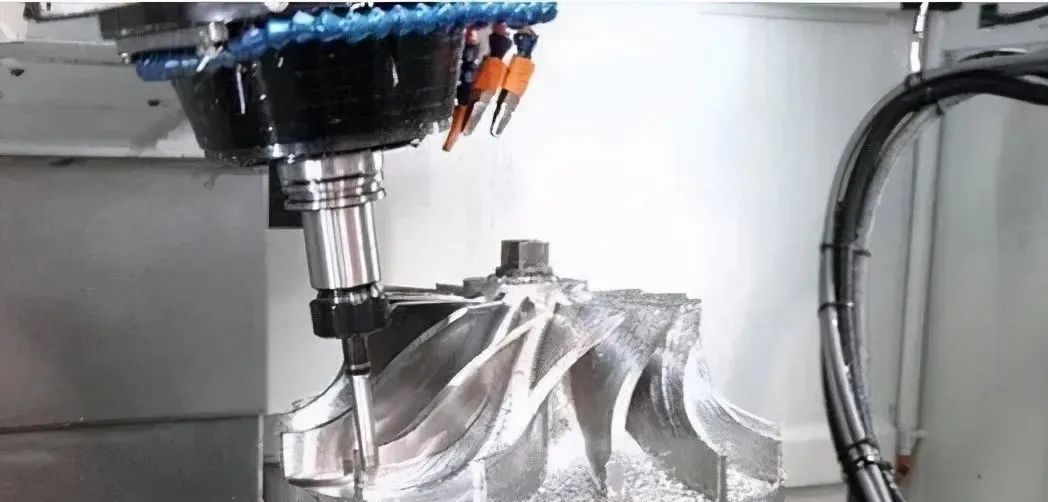
CNC加工,也叫数控加工。我们所说的vmc850加工中心作为立式加工中心的一种,是切削领域中常见的数控加工设备。数控加工是编程后由电脑控制加工,因此,CNC加工具有加工质量稳定,加工精度高,重复精度高,可加工复杂型面,加工效率高等优点。在实际加工过程中,人的因素及操作经验,在很大程度上会影响最终的加工品质。加工经验
cnc加工中心顺序的安排
通常而言,加工顺序的安排应根据零件的结构和毛坯状况,以及定位夹紧的需要来考虑,重点是工件的刚性不被破坏。
顺序一般应按下列原则进行:
1.上道工序的cnc加工不能影响下道工序的定位与夹紧,中间穿插有通用加工工序的也要综合考虑。
2.先进行内形内腔加工序,再进行外形加工工序。
3.以相同定位、夹紧方式或同一把刀cnc加工的工序最好连接进行,以减少重复定位次数,换刀次数与挪动压板次数。
4.在同一次安装中进行的多道工序,应先安排对工件刚性破坏小的工序。
工件装夹方式的确定应注意那几方面?
在确定定位基准与夹紧方案时应注意下列三点:
1.力求设计、工艺、与编程计算的基准统一。
2.尽量减少装夹次数,尽可能做到在一次定位后就能cnc加工出全部待加工表面。
3.避免采用占机人工调整方案。
4.夹具要开畅,其定位、夹紧机构不能影响cnc加工中的走刀(如产生碰撞),碰到此类情况时,可采用用虎钳或加底板抽螺丝的方式装夹。
加工工序,以及工件的夹紧,定位基准看似普通其实是高效生产的第一步,在源头上严格把控才是精品的关键。
独具独立编程、自己对刀,自己调试、独立装夹并完成零件加工的万能达人形象。其实,任何行业都是一样要成为独当一面的大师傅需要的是日积月累,循序渐进的过程,并不能一蹴而就。就数控加工中心的操机而言,有许多方法和技巧却能让我们事半功倍.
一、编程技巧
数控加工中心的产品精度要求很高,在编程时要充分考虑两个层面的问题,一是加工顺序,二是参数,如转速,进给量,切削深度。
加工顺序一般为:先钻孔,后平端。这样可以防止钻孔时缩料;先粗加工,后细加工;先加工公差大的最后加工公差小的。
根据材料硬度,我们再选择合理的转速、进给量及切深:碳钢材料选择高转速,高进给量,大切深。硬质合金选择低转速、低进给量、小切深。钛合金选择低转速、高进给量、小切深。
二、直接对刀技巧
先选择零件右端面中心为对刀点,并设为零点,机床回原点后,每一把需要用到的刀具都以零件右端面中心为零点对刀;刀具接触到右端面输入Z0点击测量,刀具的刀补值里面就会自动记录下测量的数值,这表示Z轴对刀对好了,X对刀为试切对刀,用刀具车零件外圆少些,测量被车外圆数值(如x为20mm)输入x20,点击测量,刀补值会自动记录下测量的数值,这时x轴也对好了;
这种直接对刀方法,就算加工中心断电,再次来电重启后仍然不会改变对刀值,可适用于大批量长时间生产同一零件,其间关闭设备也不需要重新对刀。
三、调试技巧
零件在编完程序,对好刀后需要进行试切调试,为了防止程序上出现错误和对刀的失误,造成撞机事故。
我们应该先进行空行程模拟加工,在加工中心的座标系里面对刀具向右整体平移零件总长的2——3倍;然后开始模拟加工,模拟加工完成以后确认程序及对刀无误,再开始对零件进行加工,首件零件加工完成后,先自检,确认合格,再找专职检验员检查,专职检验员确认合格后这才表示调试结束。
四、防止撞刀技巧
加工中心撞刀对设备的精度是很大的损害,对于不同类型机床影响也不一样。一般来说,对于刚性不强的机床影响较大。所以对于高精度加工中心来说,碰撞绝对要杜绝,只要操作者细心和掌握一定的防碰撞的方法,碰撞是完全可以预防和避免的,不过操机始终还是太累了,做数控迟早是要做编程的,,撞刀的原因主要有三个:一是对刀具的直径和长度输入错误;二是对工件的尺寸和其他相关的几何尺寸输入错误以及工件的初始位置定位错误;三是加工中心的工件坐标系设置错误,或者机床零件在加工过程中被重置,而产生变化,机床碰撞大多发生在机床快速移动过程中,这时候发生的碰撞的危害也最大,应绝对避免。
为了避免上述碰撞,操作者在操作机床时,要充分发挥五官的功能。观察机床有无异常动作,有无火花,有无噪音和异常的响动,有无震动,有无焦味。发现异常情况应立即停止程序,待问题解决后,机床才能继续工作。
数控加工中心的操机是建立在掌握了机床基本操作、基础的机械加工知识和基础的编程知识之上的。数控机床操作技巧也不是一成不变的,它是需要操作者充分发挥想象力和动手能力的有机组合,是具有创新性的劳动。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020