软件

产品


挤压成形是一种无屑成形的先进制造技术之一,它具有优质、高效、低耗的特点。型腔内曲面为阿基米德螺线型花瓣的超越离合器齿轮,是工程机械上一种常用零件,在实际生产中需求量很大,但壁厚不均匀,机械切削加工难度很大,有采用机加工与焊接相结合的工艺方法,这样不但费时费料,加工成本高,且强度低、整体精度差,满足不了日益提高的综合性能的要求,而采用挤压成形工艺能较好的解决此问题。
超越离合器齿轮(图1)的挤压成形符合复杂杯一杆复合挤压成形的工艺特征,根据金属的流动试验,型腔内曲面为阿基米德螺线形花瓣的超越离合器齿轮挤压的金属流动属于杯一杆复合挤压中的过渡方式,其流动规律复杂,零件挤压工艺方案的理论分析结果与实际的流动方式存在差异,容易导致设计失败。
而采用3D 锻造模拟分析软件Qform 进行数值模拟能在一定程度上模拟出金属的流动规律,为设计正确的试验工艺方案提供更有力的理论依据。
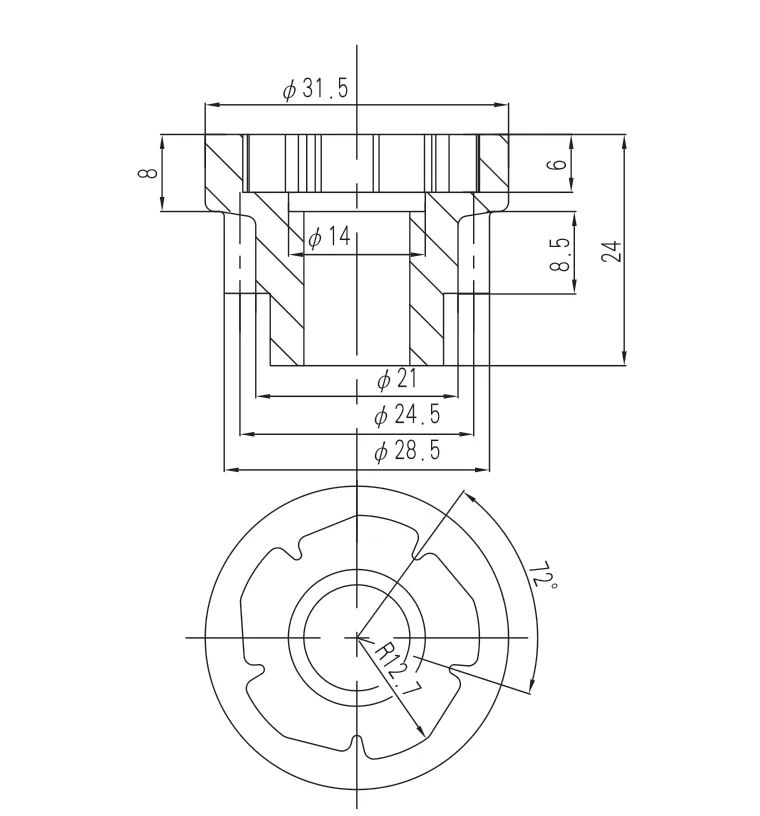
图1 超越离合器齿轮零件图
超越离合器齿轮是属于复杂杯杆形零件,上型腔内曲面为阿基米德螺线形花瓣,壁厚不均匀,容易引起金属的流动不均匀,使挤压件的形状畸变,而且超越离合器齿轮中间部分是节圆直径为24.5mm 的圆柱齿轮,根据零件图要求保证齿轮的上型腔和齿轮同心,所以要把齿轮的内型腔和齿轮同时挤压成形,因此超越离合器齿轮冷挤工艺属复合挤压,金属在压力作用下呈双向流动。
正挤部分金属流动容易,特别是中心部分金属流动速度远大于直齿齿顶部分,因此易将直齿齿顶部分拉裂。而正因为中心部分金属向下流动速度过大,又造成了上型腔底部严重缺料,因此上型腔底部处也易产生裂纹。为了减少金属向下的流量,尤其减少零件心部过大的向下流量,考虑采用空心的坯料,从而避免直齿齿顶部、上型腔底部两处因缺料而产生的裂纹。
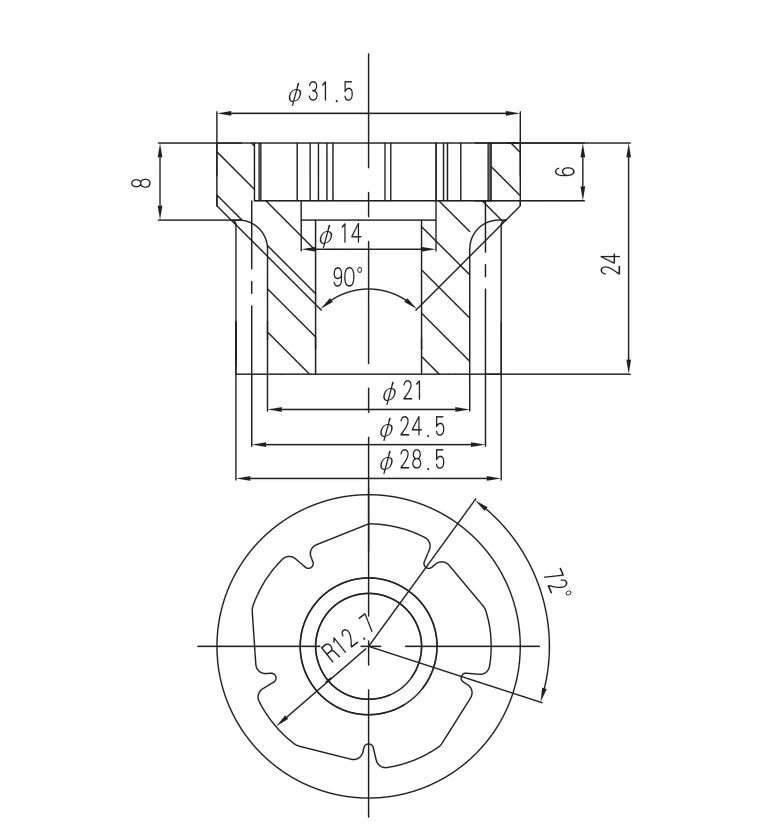
在参照超越离合器齿轮零件图的前提下,为了改善变形条件,降低变形阻力,在台阶过渡处设计圆角,为了改善金属流动状况,有利于齿轮部分成形,在 φ31.5mm 到 φ28mm 的台阶采用锥面过渡,锥角为90°,同时由于正挤压成形时,坯料中心部位的流速大于边缘部位的流速,所以造成齿轮部分的下端面齿形不饱满,而且齿轮下面还有个台阶,一次成形比较困难,可以采用贯穿挤压的方法,下半部分全部成形为齿轮,成形后通过机加工切成要求的齿轮厚度,挤压件图如图2 所示。
图2 齿轮挤压零件图
超越离合器齿轮所用的材料为高强度合金钢20CrMnTi,其供应状态强度高、变形抗力大、塑性差,存在加工硬化现象。可以采用20 钢作为毛坯材料代替,大大减小成形的变形抗力,由于采用空心毛坯,可以减少制造毛坯的切削量,同时挤压成形后,材料的机械性能大幅度提高,各项性能指标满足零件的性能要求。制定成形工艺流程(图3)为:下料→制坯→挤压成形→机加工→入库。
图3 超越离合器齿轮成形工艺
⑴毛坯尺寸的计算。
毛坯采用空心毛坯,可以用20 钢棒料通过反挤压和冲底制成,毛坯的直径为 φ31.5mm,与零件大端直径保持一致,通孔的直径选泽 φ11mm,这样可以减少挤压时的变形量和移动量,从而减少挤压力保护模具,根据零件图,超越离合器齿轮零件的体积为:V=9346.29mm 3.在挤压完成时,凸模与凹模的最终距离确定为2mm(距离过小时,挤压力急剧上升)。根据V 坯=V 挤压件原则,V 坯=9346.29mm 3,毛坯半径r 1 为15.75mm 通孔半径r 2 为5.5mm,那么毛坯的高度为: 
⑵挤压力的计算。
公式计算法:钢冷挤压成形时,其挤压力可按下式估算:
F =Ap =AxnKσ b
式中:F——挤压力(kN);p——单位挤压力(MPa);x——模具形状系数;n——挤压变形程度系数;K——安全系数、一般取1.3;σ b——挤压前毛坯的抗拉强度;A——坯料截面面积(mm 2)。
F =Ap =AxnKσ b =217.8×10 -6×1.2×6×1.3×400×10 6 =815.4kN
因此可以选择315 吨的液压机。
图4 为该零件的立体图,现使用Qform 软件进行数值模拟分析。
图4 超越离合器齿轮挤压件的立体图
⑴由于坯料和模具结构特点,选取坯料和模具的1/4 进行模拟,可以减小模拟的运算量;
⑵坯料和模具由SolidWorks 软件保存step 文件导入后,划分网格毛坯的单元数13196 个,结点数6600 个;
⑶材料:选用材料20 钢;
⑷边界条件为常摩擦模型,模具用的润滑剂MoS 2,摩擦因子0.5;
⑸压机速度为0.006m/s,压力最大载荷315 吨;⑹冷挤温度为20℃。
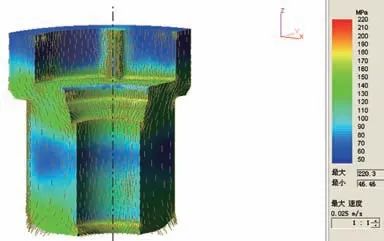
Qform 软件模拟的成形过程,在成形过程中发现,该零件在复合挤压过程中,金属存在一个明显的分流层,该层为上凸模挤压阿基米德螺线形花瓣部分的圆角与正挤出口圆角连线所形成的圆环形区域,该区域内侧金属向正挤压出口流动,外侧金属向反挤压出口方向流动,由于反挤压出口的摩擦阻力较大,所以正挤压速度高于反挤压速度,但是由于齿形成形比较困难,而且成形量大,造成上部阿基米德螺线形花瓣内腔优先于下部分齿轮先完成成形。最终成形的速度和流动应力图见图5(图中细线长短表示金属流动速度大小),在复合挤压过程中,流动等效应力最大的地方集中在挤压件挤压分流的地方,在坯料的棱部也有少许较大应力,最大流动等效应力220.3MPa,未超过材料的许用应力,仍应注意避免产生内部裂纹。在成形过程中,由于零件中心层的金属流动快,远大于外层金属流动,在一些剧烈的摩擦区域,如齿轮成形部分,外层金属不但不会向下流动,反而会向上流动,形成涡流运动,结果产生缩孔。由于该零件的内型腔是五个花瓣状的,不是对称的,挤压时受力不均匀,零件中间 φ14mm 的孔属于阶梯形内孔,一次成形由于受力不均匀,造成金属流动不均匀,在中间孔 φ14mm 附近会出现塌陷。
图5 最终成形的速度和流动应力图
图6 所示为该材料成形挤压过程的行程一载荷曲线。可以看出,最初复合挤压的压力比较小,压力变化比较平稳,到了上型腔成形完成,齿轮单独成形阶段,压力显著变大,整个齿轮单独成形阶段,挤压力波动不大,但挤压力很大,此阶段对模具和设备的强度和刚度要求很高,最大成形力为1360kN,模具的强度设计和设备的选用要以此阶段为依据。
图6 挤压过程的行程—载荷曲线
⑵挤压工艺的改进。
①挤压零件的改进,为了有利于一次成形,去掉阶梯形内孔,即去掉 φ14mm 的中间孔,如图7 所示, φ14mm 中间孔通过机加工获得,这样可以有效提高成形零件的质量;
图7 改进的挤压零件图
②为了减小挤压力,有利于零件成形,改善模具的润滑条件,采用摩擦因子更小的润滑剂,并在零件的台阶处设置较大圆角,便于金属流动;
③为了减少涡流,给凸模和凹模采用不同的润滑剂,凸模的润滑剂摩擦因子大,凹模的润滑剂摩擦因子小;
④减小凹模齿轮成形的工作带高度,把工作带高度减小到2.5mm,可以大大减小坯料和凹模之间摩擦力。
⑶挤压工艺改进后的模拟结果。
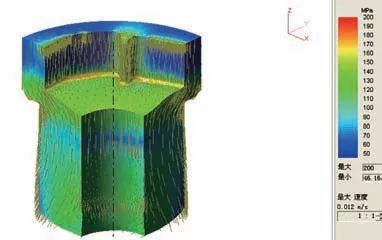
挤压工艺改进后,如图8 改进工艺后最终成形的速度和流动应力图所示,消除阶梯形孔挤压成形出现的塌陷现象。如图9 改进后的最终成形的有效应变图所示,大大减少了挤压成形由于摩擦因素和金属流动不均匀造成的缩孔现象,提高了成形零件的质量。如图10 改进工艺后挤压过程的行程一载荷曲线所示,明显降低挤压力,改进工艺后的最大挤压力为1120kN,比没有改进前降低240kN,有效保护模具,降低挤压时的能耗。
图8 改进后的最终成形的速度和流动应力图
图9 改进后的最终成形的有效应变图
图10 改进后的挤压过程的行程一载荷曲线
用冷挤压成形技术来成形复杂内型腔类零件—超越离合器齿轮,具有传统切削加工工艺所不可比拟的优点:材料利用率高,生产效率高,零件精度高,使用寿命高。目前采用一次性将该超越离合器齿轮的内曲面外齿形挤压成形是最经济、最理想、最有效的成形工艺方法。同时通过对型腔内曲面为阿基米德螺线形花瓣的超越离合器齿轮成形过程的数值模拟仿真,利用数值模拟仿真结果。实现了对毛坯的精确化,大大提高了材料利用率,节省了材料。而且通过模拟结果分析,预测了零件的成形力,有效地保护了设备。实现了对生产的指导,大大缩短了工艺试验的周期。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020