软件

产品


机加工是指通过一种机械设备对工件的外形尺寸或性能进行改变的过程。按加工方式上的差别可分为切削加工和压力加工。常用的几种加工方式有车、铣、刨、插、磨、钻、镗等。
01车(立车、卧车还有其它车型)
主要特性是加工回转体。车加工主要有两种加工形式:一种是把车刀固定,加工旋转中未成形的工件;
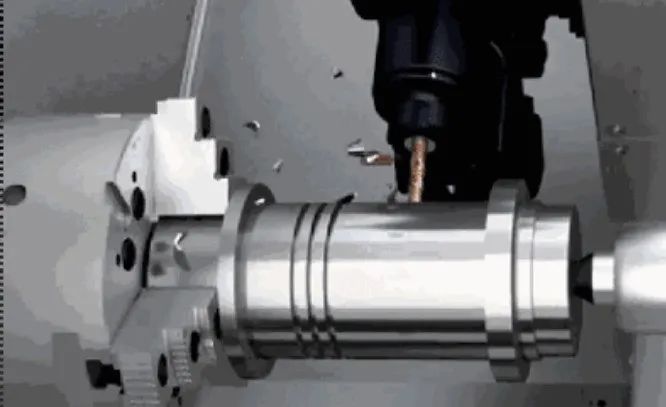
车铣加工中心:车铣复合加工,车铣一并加工。下图为车铣加工中的铣加工。
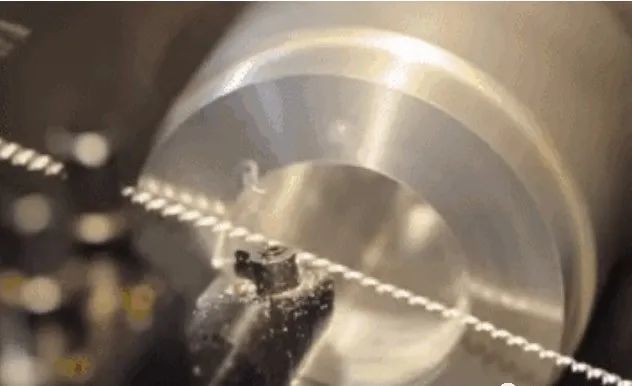
另一种是将工件固定,通过工件的高速旋转,车刀(刀架)的横向和纵向移动进行精度加工。下图为车铣加工中心的车加工。
02铣(立铣、卧铣两种都适应)
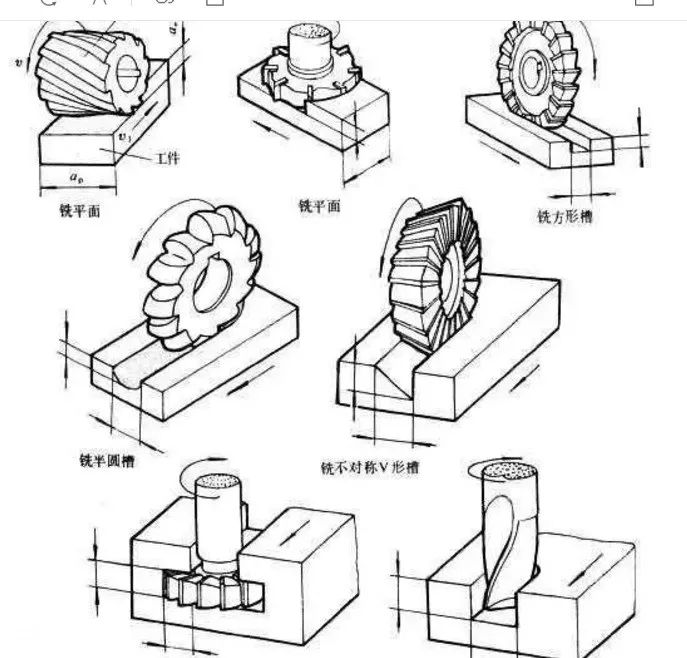
铣削是将毛坯固定,用高速旋转的铣刀在毛坯上走刀,切出需要的形状和特征。传统铣削较多地用于铣轮廓和槽等简单外形特征。
主要特性是加工槽和外形直线面,当然也可以两轴或者三轴联动加工弧面。
0 3刨(各种刨都可以)
刨床是用刨刀对工件的平面、沟槽或成形表面进行刨削的直线运动机床。使用刨床加工,刀具较简单,但生产率较低(加工长而窄的平面除外),因而主要用于单件,小批量生产及机修车间,在大批量生产中往往被铣床所代替。主要特性是加工外形直线面,一般情况下表面粗糙度没有铣床高。
0 4插(适合圆弧)
私人威芯:UG2089金属切削加工,用来加工槽类特征。加工时工作台上的工件做纵向、横向或旋转运动,插刀做上下往复运动,切削工件。可以理解为立起来的刨床,非常适合非完整圆弧加工。齿轮等的加工常用到插齿。
0 5磨(外圆磨和平面磨、内孔磨、工具磨等)
高精度表面的加工,磨加工(grinding)也称为磨削加工。磨削就是用砂轮、油石和磨料(氧化铝、碳化硅等微粒)对工件表面进行切削加工。
0 6钻(各种孔)
常用于孔的加工,通常钻头旋转为主运动,钻头轴向移动为进给运动。加工精度相对较低,可钻通孔、盲孔,更换特殊刀具,可扩、锪孔,铰孔或进行攻丝等加工。加工过程中工件不动,让刀具移动,将刀具中心对正孔中心,并使刀具转动(主运动)。
0 7镗(精度高)
直径较大、精度较高的孔的加工,较大工件外形的加工。主要用镗刀对工件已有的预制孔进行镗削。通常,镗刀旋转为主运动,镗刀或工件的移动为进给运动。它主要用于加工高精度孔或一次定位完成多个孔的精加工,此外还可以从事与孔精加工有关的其他加工面的加工。
机加工方式除了上面介绍的常用的几种外,还有锯、加工中心、车铣中心、电火花、线切割、螺纹切削机等。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020