软件

产品


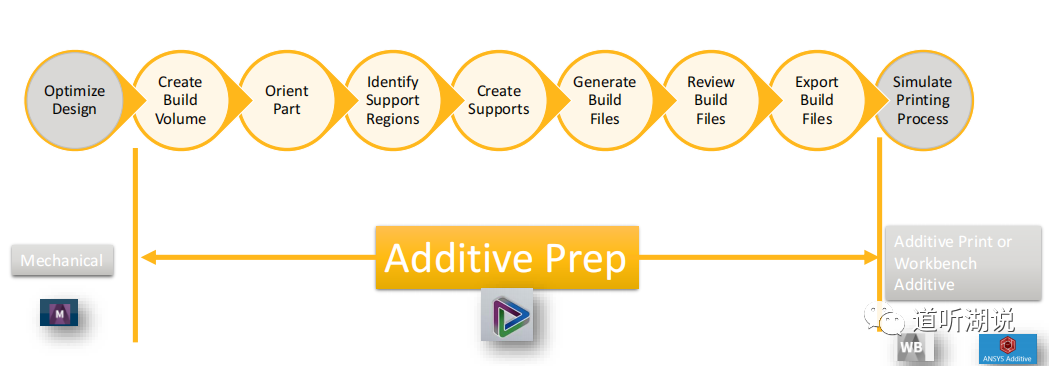
增材制造的一般流程包括:
1、面向增材的设计:包括CAD模型的创建、对模型进行优化、晶格和轻量化设计等;
2、打印前优化设置:包括STL格式模型的修复,支撑的创建、打印方向的确定与优化;
3、增材过程仿真:包括应力、变形分析,变形补偿;
4、材料分析:材料特性的数据、晶体形态预测、熔池和空隙预测等;
5、数据采集和管理:增材数据的掌握与追溯、合并与分享增材数据;
6、结构验证:设计验证、结构与热分析、文件管理。
如下图所示:
二、additive prep简介
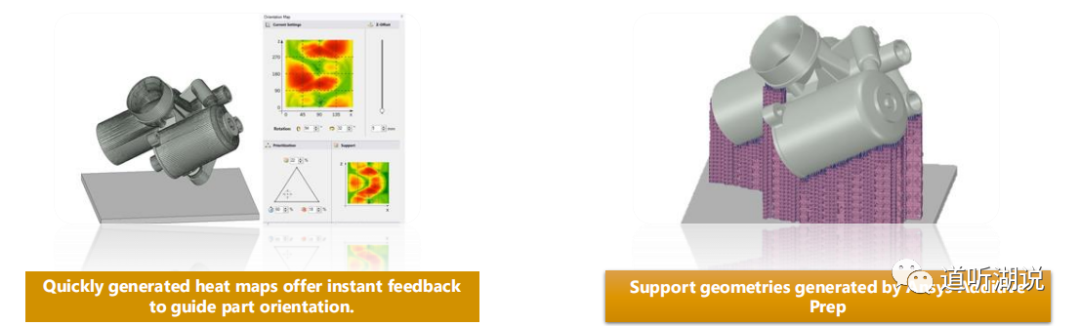
Ansys Additive Prep是SpaceClaim Direct Modeler中的内置工具。帮助用户研究不同的零件放置方向,分析其对构建时间、变形和所需支持量的影响。
它还可以创建支撑结构。Additive Prep中的工具可以创建具有完全控制细节的高级支撑几何图形。如下图所示:
Additive Prep的打开方式可以从workbench的geometry中进入SpaceClaim编辑,也可直接进入SpaceClaim模块。
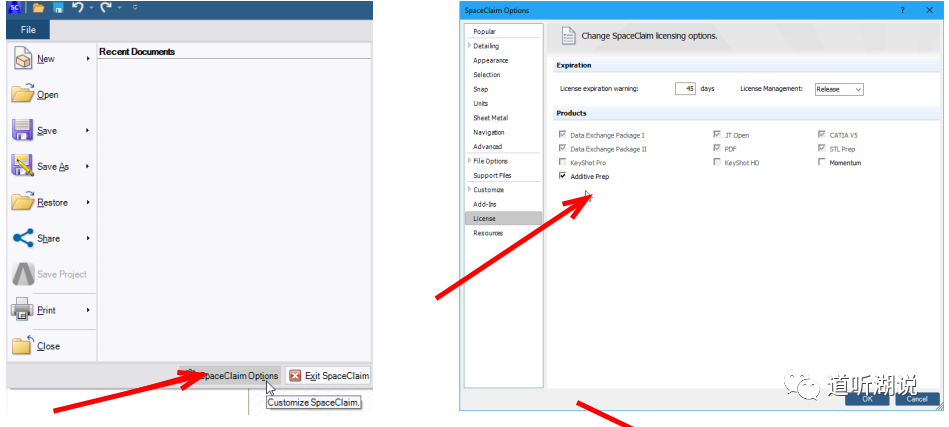
若首次使用,需要在SpaceClaim option中勾选additive prep复选框,并点击保存。如图所示:
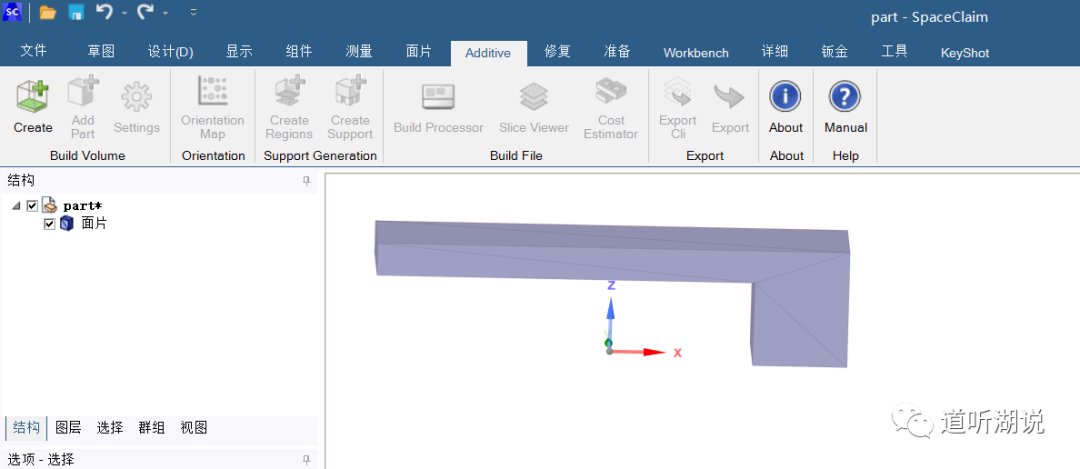
设置完成之后,在工具栏中,出现additive栏,additive prep的相关功能可以在这里开展。
三、操作流程案例如下:
1、导入模型
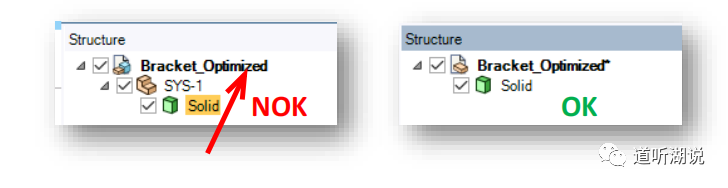
若不太熟悉界面,可以直接从spaceclaim进入,显示为中文。注意:模型必须转化为实体(即solid),以便后续工作的开展。
此外,部件对象必须位于结构树的顶部才能使用,为此需要将part对象拖放到树的顶部。
2、创建打印工作平台
点击create,程序自动创建打印相关设置,包括自动生成基板(baseplate),机器设置,工作空间等三个下属模块,如图所示。
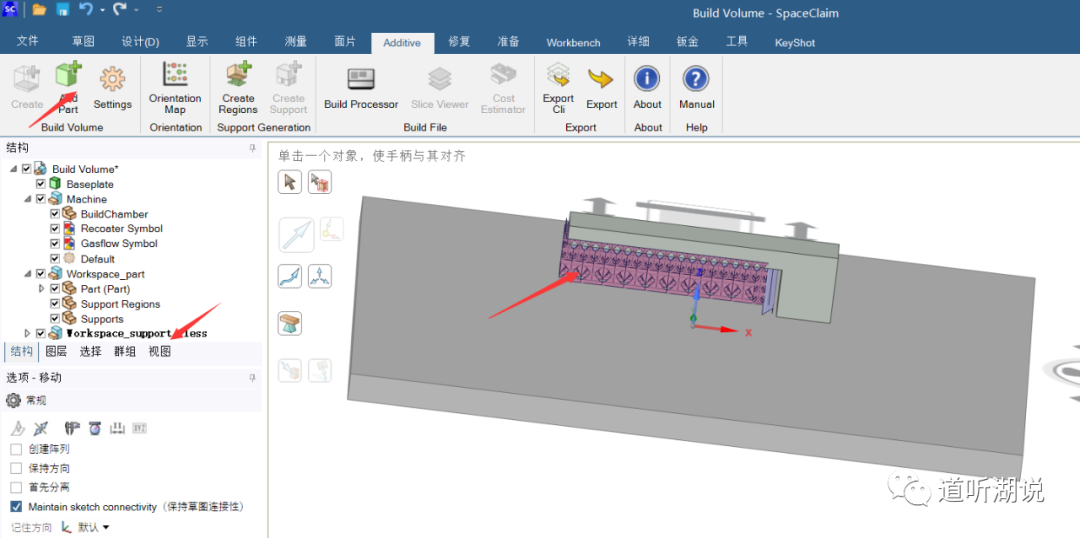
3、添加零件:
点击add part可以添加零件,例如可以添加其他结构或者添加支撑结构。并可以通过移动等设置,将添加的零件放置在合适的位置,如图所示。
4、设置打印参数:
定义基板尺寸和打印机的高度 。
可以点击manage machine按钮进入编辑界面,对相关打印参数进行设置 。
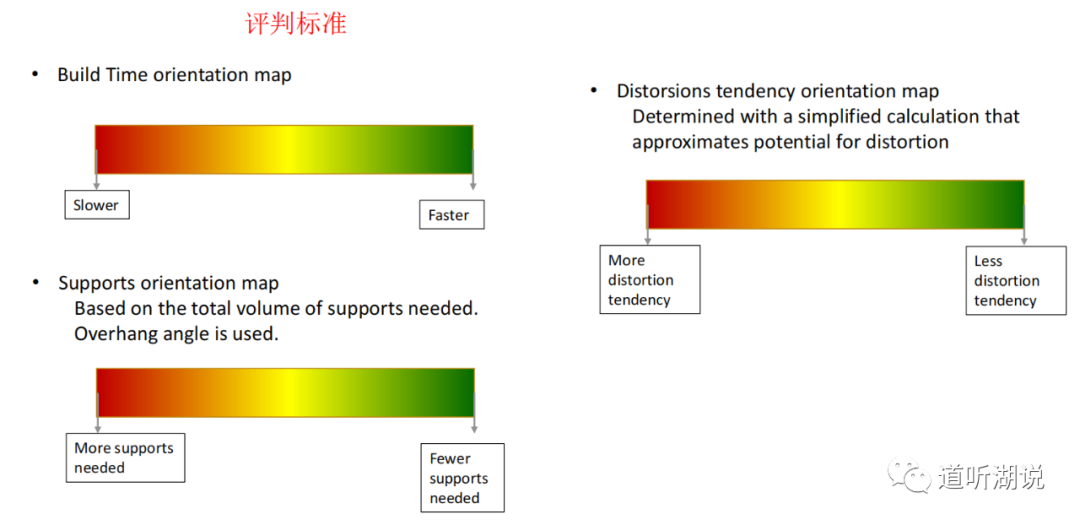
5、打印摆放位置的选择:
方位图可以帮助在基板上找到最好的零件摆放方位。共有三个约束条件:建造时间,支撑体积量和变形趋势。评判标准归结为“越绿越好”如下图所示:
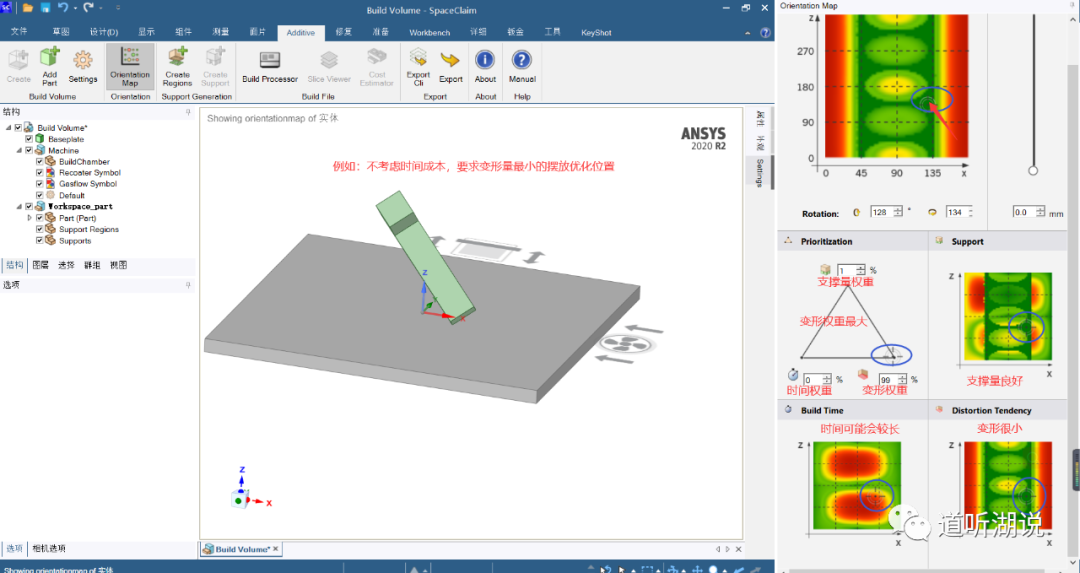
可以通过移动Z offset位置设置零件的打印摆放高度;
通过移动光圈快速进行零件的摆放,选择自己最关注的方面,设置最优的摆放位置。如下图所示 :
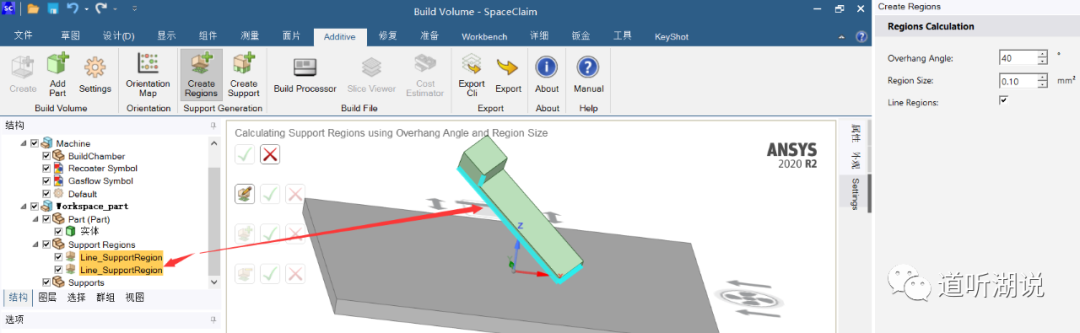
6、创建支撑区域
支撑创建是一个2步的过程。它首先要求识别需要支撑的部件的区域。它们被称为支撑区域。然后,可以在这些区域中创建支撑。
Additive Prep自动检测支撑区域。它们可以是线也可以是面。
悬垂角需要在这里再次指定。它可以不同于在方向图中用于支撑体计算的那个值。
用于表面检测的最小尺寸。所有尺寸小于此处指定的曲面都不会被考虑生成支撑。
支撑设置定义之后,单击Create Regions使它们出现在树中,它们会显示在有面部分上,我们可以单独对某个支撑进行删除或者重命名操作。
支撑区域可以手动创建:‐单击手动区域图标。‐选择一个或多个面,使用Ctrl键,然后点击绿色的复选标记‐创建一个手动支撑区域‐您可以向选定的支撑区域添加或删除facet。
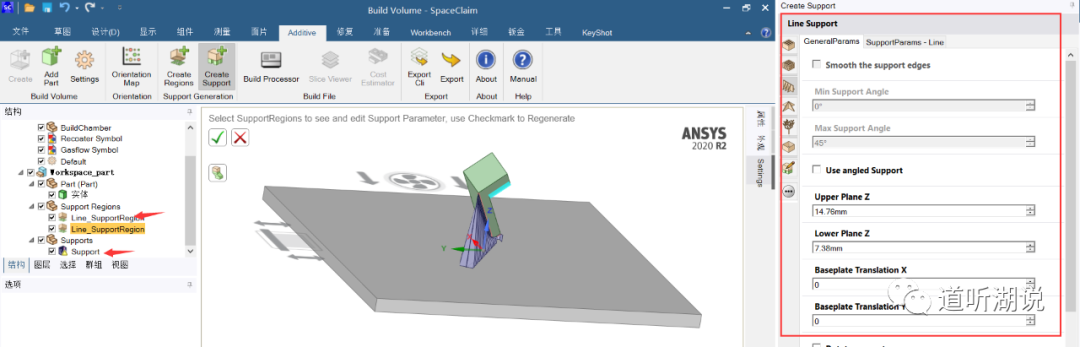
7、创建支撑
一旦确定了必要的支撑区域,则需要为每个区域创建支撑
从树中选择Support_regions组件并创建支撑,对于所有预定义的支撑(自定义支撑除外),可以通过选项卡调整支撑的几何形状。
可以通过对话框调节相应支撑的相关参数,鼠标移动到相关参数上时,对话框底部会自动弹出图形解释。
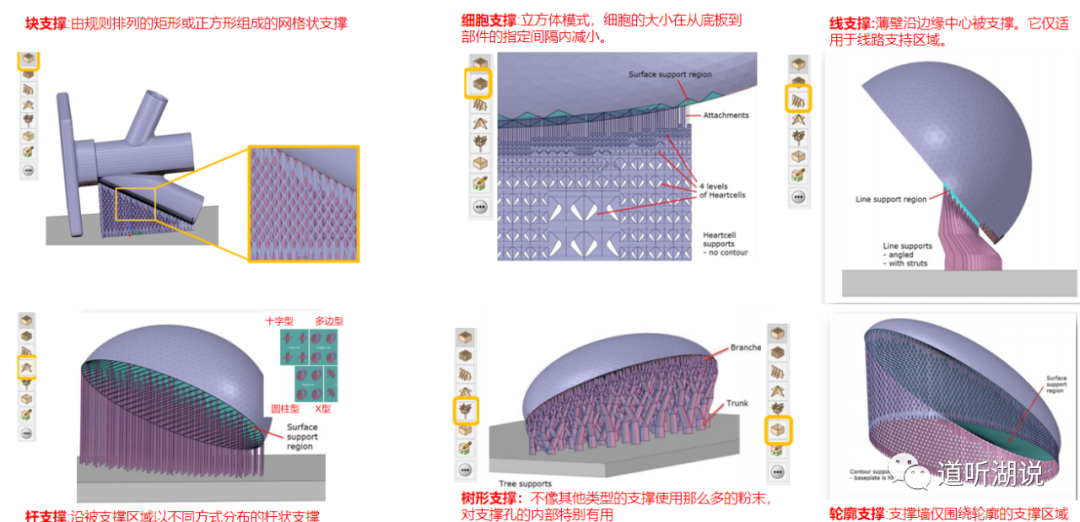
块状支撑:由规则排列的矩形或正方形组成的网格状支撑。
线支撑:薄壁沿边缘中心被支撑。它仅适用于线路支持区域。
细胞支撑:立方体模式,细胞的大小在从底板到部件的指定间隔内减小。
杆支撑:沿被支撑区域以不同方式分布的杆状支撑。
树形支撑:下部代表树干,上部代表树枝。树状支架不像其他类型的支架使用那么多的粉末,对于支撑洞的内部特别有用。
轮廓支撑:支撑墙仅围绕轮廓的支撑区域。
自定义支撑:您可以通过此功能创建自己的支持。使用设计工具创建您自己的几何图形。
使用通用参数结合支撑参数,可以设计大量的支持形状。需要考虑以下几个方面的支撑打印过程:降低材料消耗,减少能源消耗,减少打印时间,减少零件印刷后拆卸支架时的人工后处理。
8、构建文件生成
一旦确定零件的摆放位置,创建支撑后,就可以生成构建文件。构建文件包含打印零件所需的机器指令的所有细节:切片,打印矢量,扫描模式 。
构建策略类似于扫描模式的模板。可以使用现有的构建策略并修改一些参数。还可以创建自己的构建策略。Additive prep 提供一些现成的模板如下
可以加载现有的Build策略并更改一些参数,然后保存新策略以供将来重用
9、构建过程参数
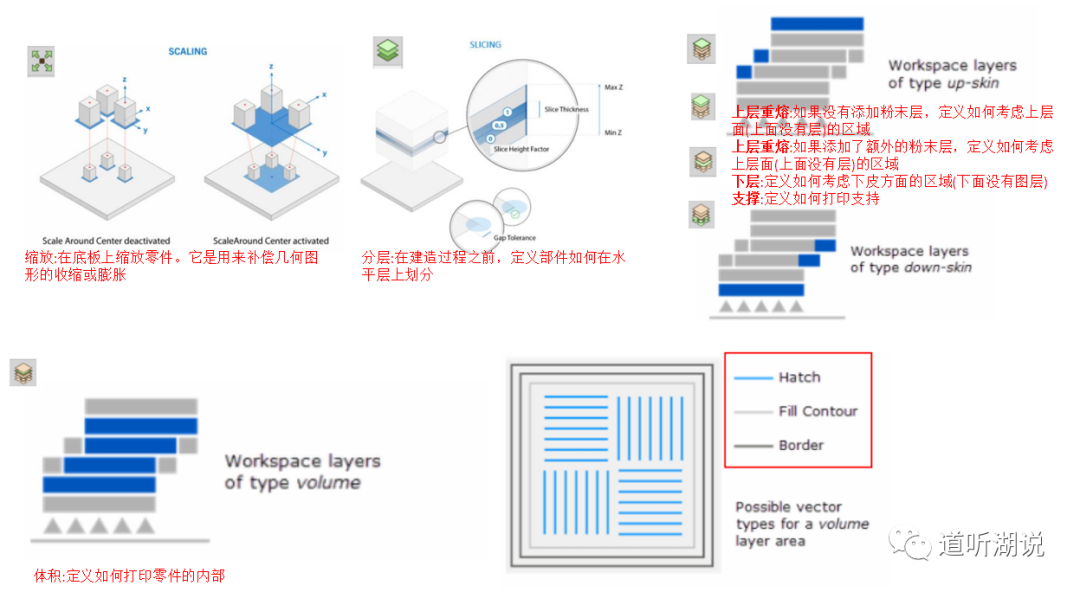
缩放:在底板上缩放零件。它是用来补偿几何图形的收缩或膨胀;
分层:在建造过程之前,定义部件如何在水平层上划分;
体积:定义如何打印零件的内部;
上层重熔:如果没有添加粉末层,定义如何考虑上层面(上面没有层)的区域;
上层重熔:如果添加了额外的粉末层,定义如何考虑上层面(上面没有层)的区域;
下层:定义如何考虑下皮方面的区域(下面没有图层);
支撑:定义如何打印支撑;
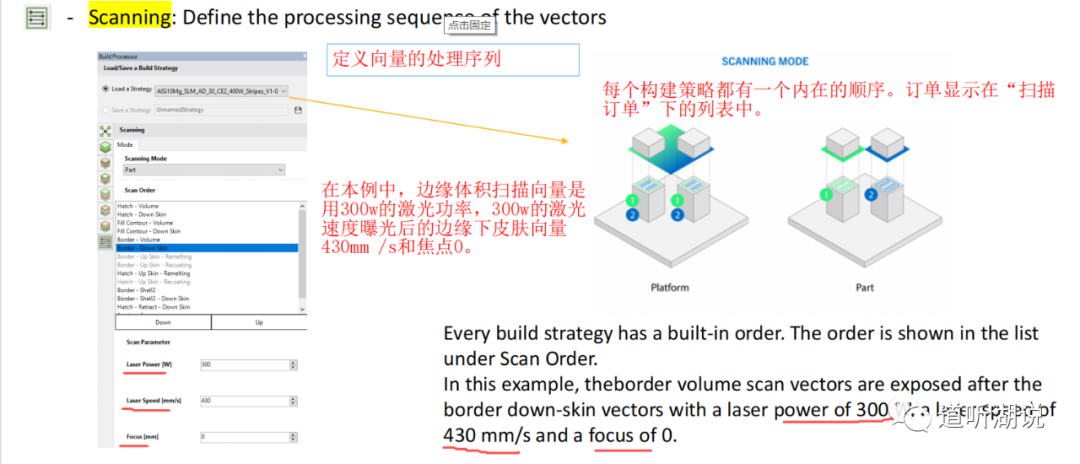
扫描:定义向量的处理顺序
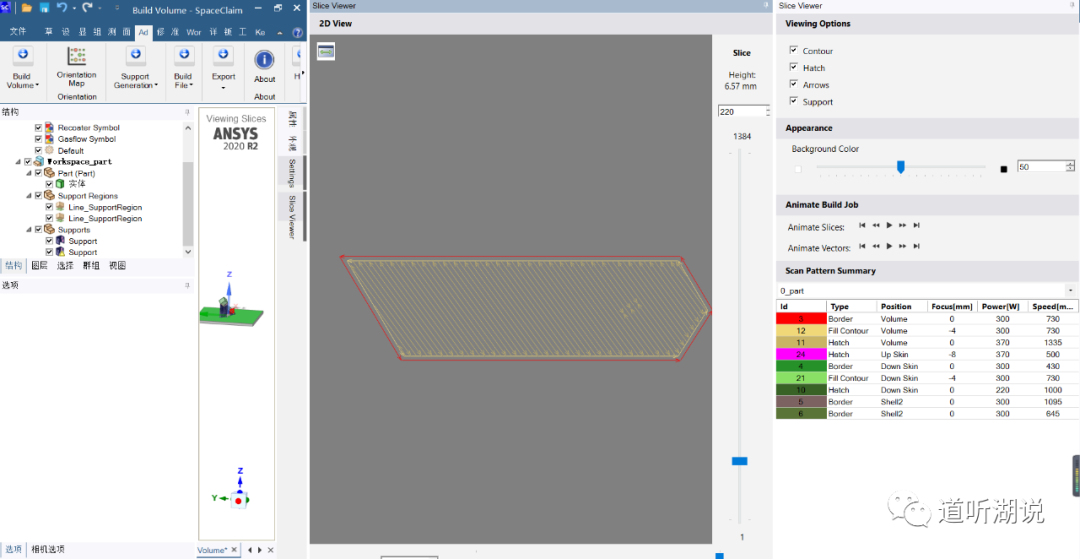
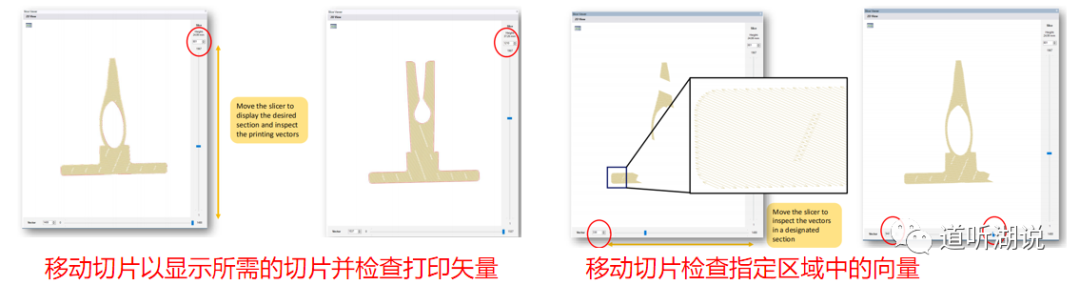
10、构建文件查看
生成构建文件后,可以查看构建中的各个片段。在流程的这个阶段,构建文件是一个内部文件。它需要导出才能用于打印。在导出文件之前,可以动态观察2D形式的模型打印状态。
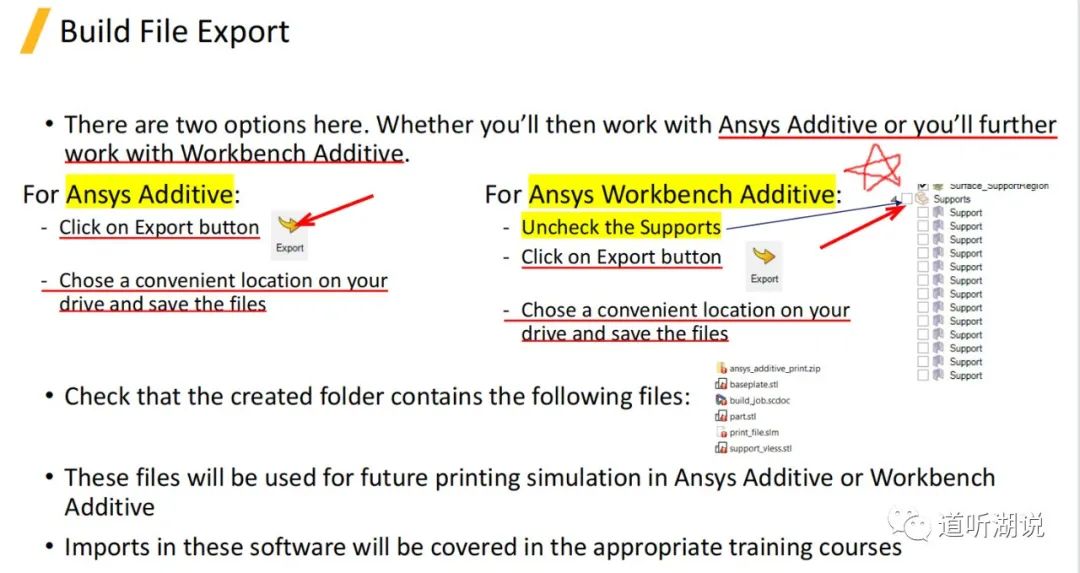
11、成本预测及导出
成本预测这项功能目前仅对SLM机器可用,生成bild文件后,估计总成本构建的部分。基于所选机器的材料和构建策略。一旦生成了构建文件,就可以导出了。
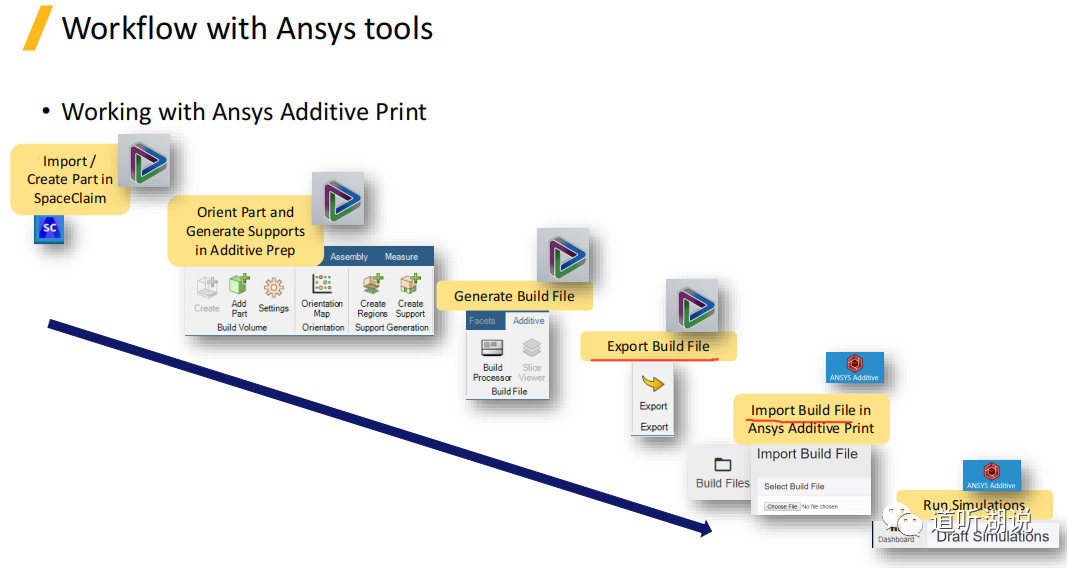
12、后续流程
1)与additive print协同流程如下:
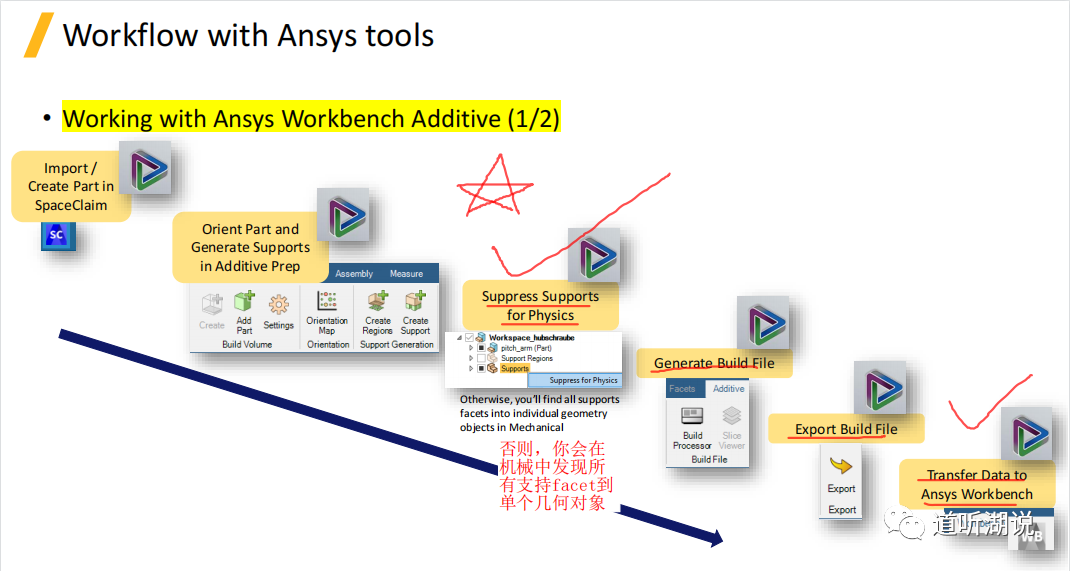
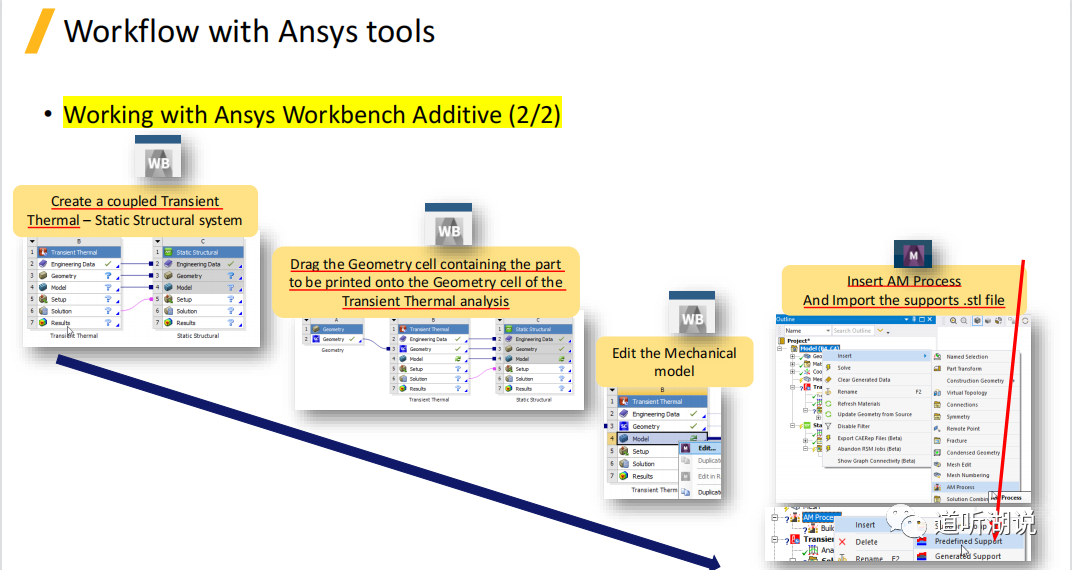
2)与workbench additive协同流程如下:
13、流程总结:
将优化后的零件通过additive prep进行合理的位置摆放,调整三个权重因素的权重比。可以获得更好的打印效果。
需要注意的是,导出后使用additive可直接全部导出;若是后续用于workbench additive分析建议取消支撑的勾选。
免责声明:本文系网络转载或改编,未找到原创作者,版权归原作者所有。如涉及版权,请联系删
武汉格发信息技术有限公司,格发许可优化管理系统可以帮你评估贵公司软件许可的真实需求,再低成本合规性管理软件许可,帮助贵司提高软件投资回报率,为软件采购、使用提供科学决策依据。支持的软件有: CAD,CAE,PDM,PLM,Catia,Ugnx, AutoCAD, Pro/E, Solidworks 等。
 技术文档
技术文档
 推荐好文
推荐好文






 155-2731-8020
155-2731-8020